Изобретение относится к конструкциям рабочих клетей для прокатки (во лочеиия) copTOBbix и фасонных профилей.
Целью изобретения является сокра- щение времени настройки валков,, упрощение конструкции за счет объединения функций радиального и осевог регулирования.
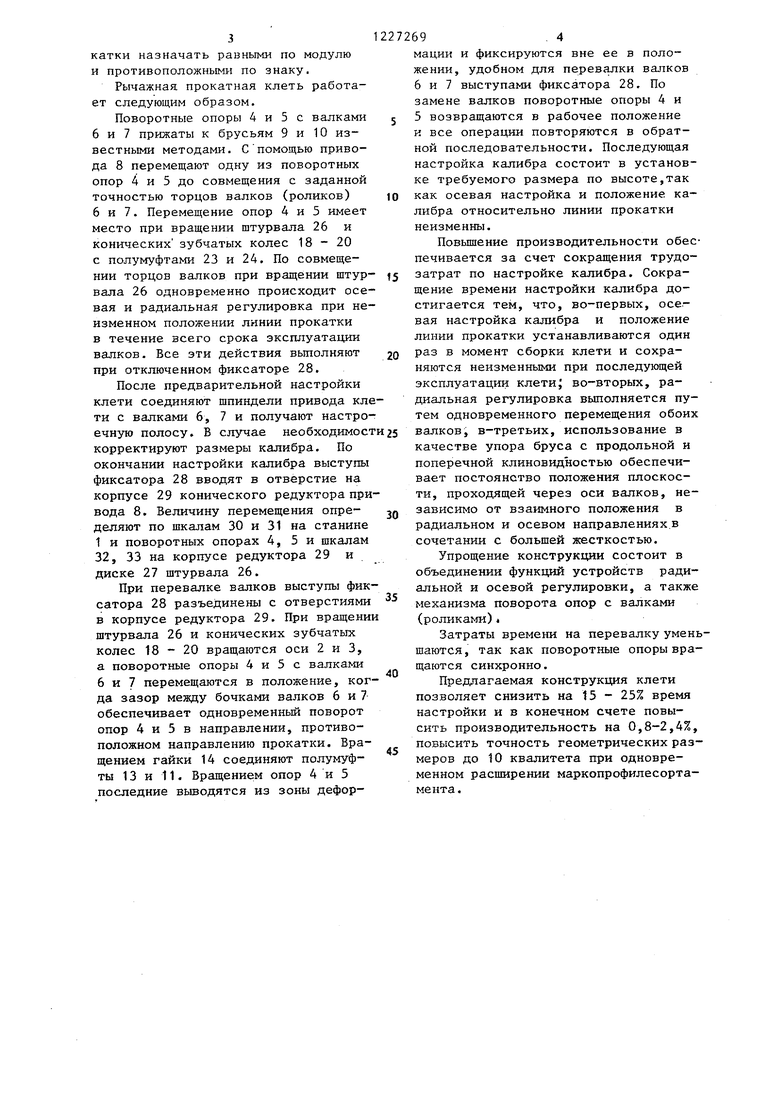
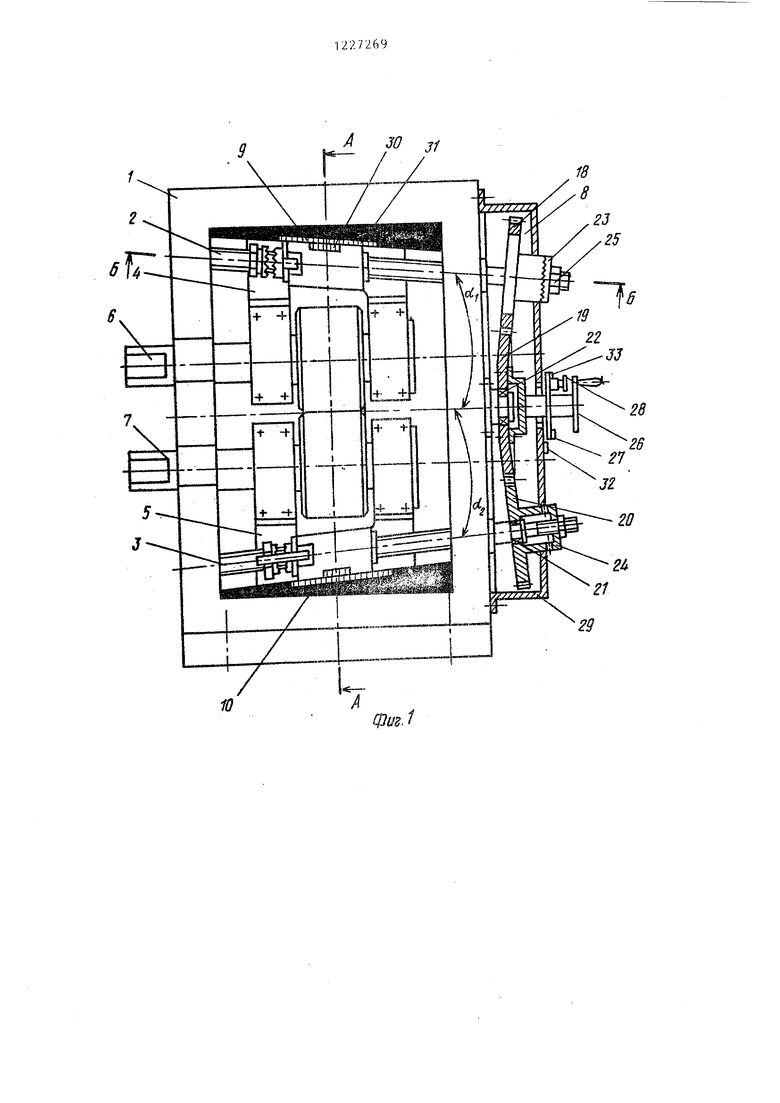
На фиг. 1 показана рычажная про- катная клеть, вид спереди; на шиг.2 разрез А-А на фиг. 1 на фиг. 3 разрез Б-Б на фиг. 1.
Прокатная клеть содержит станину 1, в которой на оСях 2 и 3, выпол- ненных в виде винтов и расположенных наклонно к линии прокатки на равные по модулю и противоположные по знаку углы, смонтированы поворотные опоры 4 и 5 с узлами про- катных валков (роликов) 6 и 7, С неприводной стороны клети на стани не 1- установлен привод 8 вращения наклонных осей 3 и 2, Поворотные опоры 4 и 5 с узлами прокатных вал- ков 6 и 7 контактируют с брусьями 9 и 10, имеющими поперечную и продольную клиновидность. При этом продольная клиновидность параллельна осям 2 и 3 поворотных опор 4 и Зд а поперечная равна среднему значению угла наклона равнодействующей усилия в очаге деформации. Ширина контакта поворотных опор 4 и 5 с брусьями 9-и 10 больше диапазона изменения угла равнодействующей усилия в очаге деформации,
Сопряжение поворотных опор 4 и 5 с винтовой частью осей 2 и 3 осуществляется посредством гаек 11 и 12,скрепленных с поворотными опорами 4 и 5. Гайки 11 и 12 снабжены ступицами, расположенными вне контура поворотных опор 4 и 5, с соединительными элементами, например кулачками, взаимодействующими с аналогичными элементами полумуфт 13. Полумуфты 13 соединены с винтоззой частью осей 2 и 3 поворотных опор
4 и 5 с возможностью перемещения вдоль осей 2 и 3 посредством гаек 14 которые скреплены центрирующей крышкой 15 с полумуфтами 13 с зазором для возможности свободного перемещения гаек 14 относительно полумуфт
13.Гарантированное соединение в сочетании с предотвращением самовыключения полумуфт 13 с гайками 14
O
j 0 5 д
0 5
2ьЧ2
обеснечнваьэт фиксаторы 16 опор 4 и 5, вь полне} ные в виде пластин, находящихся в постоянном контакте с гранями гаек 14. Фиксаторы 16 присоединены к ooBopoTHbfM опорам 4 и 5 с помощью винтов 17.
Привод 8 вращения наклонных осей 2 и 3 представляет собой конический редуктор, содержащий зубчатые колеса IB, 19 и 20 с коническими зубьями и устройства включения и фиксации. Зубчатые колеса 18 и 20 смон- тировашз на осях 2 и 3 на подшипниках 21J а колесо 19 - на подшипнике 22. Ведомь е конические зубчатые колеса 18 и 20 снабжены ступицами, на торцах которых выполнены соединительные элементы, например кулачки j взаимодействующие с аналогичными соединительнь ми элементами 2J и 24, скрепленных с осями 2 и 3 например, посредством шлицевого соединения. С помощью гайки 25 производят включение вращения наклонных осей 2 и 3.
С ведущим коническим колесом 19 жестко связан штурвал 26 с диск ом 27 и фиксатором 28. Выступы фиксатора 28 сопрягаются с отверстиями в корпусе 29 конического редуктора привода 8 наклонных осей 2 и 3, обеспечивая стопорение последних.
Па брусьях 9, 10 и поворотных опорах 4 и 5 закреплены отсчетные шкалы 30 и 31 взаимного положения валков (роликов) 6 и 7. Аналогичные шкалы 32 и 33 установлены на корпусе 29 привода 8 наклонных осей 2, 3 и диске 27 штурвала 26.
Шаг винтовой части наклонных осей 2 и 3 выбирают из условия равенства перемещения обеих опор 4 и 5 за рав- ньй угловой поворот осей 2 и 3, или р г,озо р cosol, где р , р - шаги винтовой части осей 2 и - углы наклона этих осей к линии прокатки. В случае наличия привода вращения наклонных осей 3 и 2 равные в еличины перемещений получаем из выражения р cos ,.,- i, где i - передаточное число привода 8 от нижней оси 3 до верхней 2.
Для удобства эксплуатации прокатной (роликовой) клети целесообразно на обеих наклонных осях нарезать резьбу с равным шагом и одинаковым направлением хода витков резьбы, а углы наклона осей 2 и 3 к линии прокатки назначать равными по модулю и противоположными по знаку.
Рычажная прокатная клеть работает следующим образом.
Поворотные опоры 4 и 5 с валками 6 и 7 прижаты к брусьям 9 и 10 известными методами. С помощью привода 8 перемещают одну из поворотных опор 4 и 5 до совмещения с заданной точностью торцов валков (роликов) 6 и 7. Перемещение опор 4 и 5 имеет место при вращении штурвала 26 и конических зубчатых колес 18-20 с полумуфтами 23 и 24. По совмещении торцов валков при вращении штур- вала 26 одновременно происходит осевая и радиальная регулировка при неизменном положении линии прокатки в течение всего срока эксплуатации валков. Все эти действия выполняют при отключенном фиксаторе 28.
После предварительной настройки клети соединяют шпиндели привода клети с валками 6, 7 и получают настроечную полосу. В случае необходимост корректируют размеры калибра. По окончании настройки калибра выступы фиксатора 28 вводят в отверстие на корпусе 29 конического редуктора привода 8. Величину перемещения опре- деляют по шкалам 30 и 31 на станине 1 и поворотных опорах 4, 5 и шкалам 32, 33 на корпусе редуктора 29 и диске 27 штурвала 26.
При перевалке валков выступы фиксатора 28 разъединены с отверстиями в корпусе редуктора 29. При вращении штурвала 26 и конических зубчатых колес 18-20 вращаются оси 2 и 3, а поворотные опоры 4 и 5 с валками 6 и 7 перемещаются в положение, когда зазор между бочками валков 6 и 7 обеспечивает одновременный поворот опор 4 и 5 в направлении, противоположном направлению прокатки. Вращением гайки 14 соединяют полумуфты 13 и 11. Вращением опор 4 и 5 последние вьшодятся из зоны дефор
j 10 5 20
25 Q
0
5
мации и фиксируются вне ее в положении, удобном для перевалки валков 6 и 7 выступами фиксатора 28, По замене валков поворотные опоры 4 и 5 возвращаются в рабочее положение и все операции повторяются в обратной последовательности. Последующая настройка калибра состоит в установке требуемого размера по высоте,так как осевая настройка и положение калибра относительно линии прокатки неизменны.
Повышение производительности обеспечивается за счет сокращения трудозатрат по настройке калибра. Сокращение времени настройки калибра достигается тем, что, во-первых, осевая настройка калибра и положение линии прокатки устанавливаются один раз в момент сборки клети и сохраняются неизменными при последующей эксплуатации клети во-вторых, радиальная регулировка выполняется путем одновременного перемещения обоих валков, в-третьих, использование в качестве упора бруса с продольной и поперечной клиновидностью обеспечивает постоянство положения плоскости, проходящей через оси валков, независимо от взаимного положения в радиальном и осевом направлениях.в сочетании с большей жесткостью.
Упрощение конструкции состоит в объединении функций устройств радиальной и осевой регулировки, а также механизма поворота опор с валками (роликами)«
Затраты времени на перевалку уменьшаются , так как поворотные опоры вращаются синхронно.
Предлагаемая конструкция клети позволяет снизить на 15 - 25% время настройки и в конечном счете повысить производительность на 0,8-2,4%, повысить точность геометрических размеров до 10 квалитета при одновременном расширении маркопрофилесорта- мента.
Ю
0 31
24
21
29
фт. 1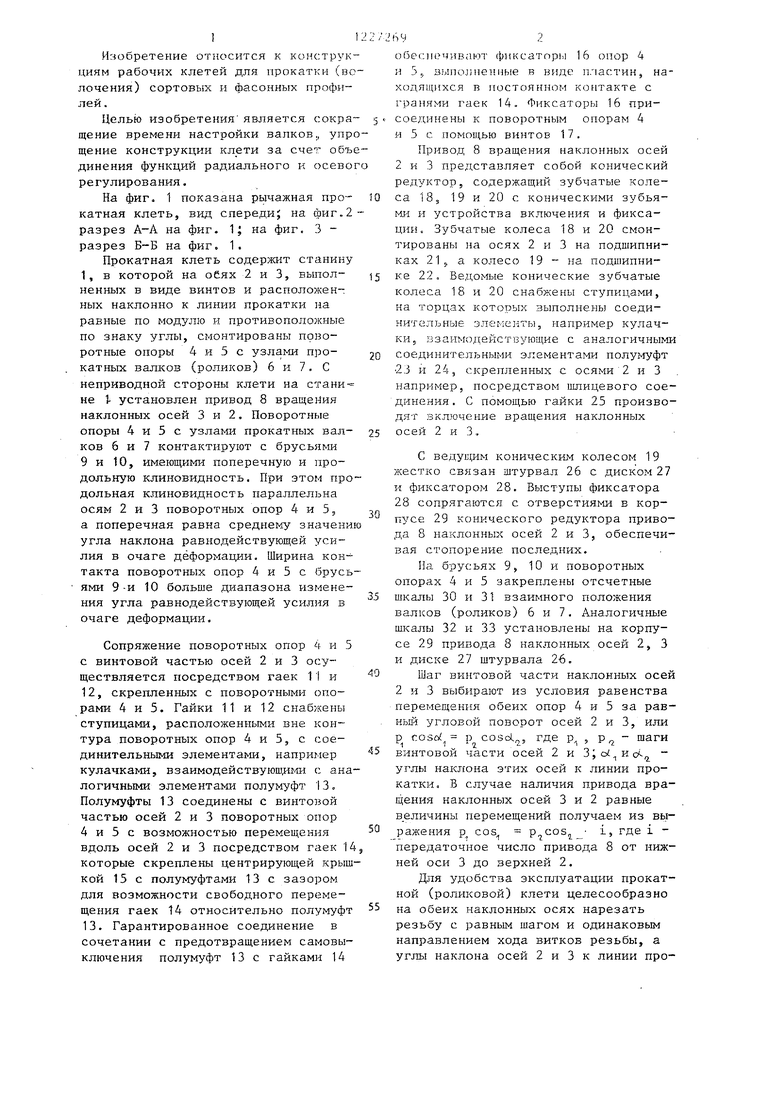
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| Прокатная клеть | 1982 |
|
SU1126342A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
2(3)
Составитель В.Васильева Редактор Н.Слободяник Техред Л.Олейник Корректор А.Зимокосов
Заказ 2242/8 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
| Авторское свидетельство СССР | |||
| Прокатная клеть с четырехвалковым калибром | 1977 |
|
SU753503A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рычажная роликовая волока | 1979 |
|
SU845926A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
