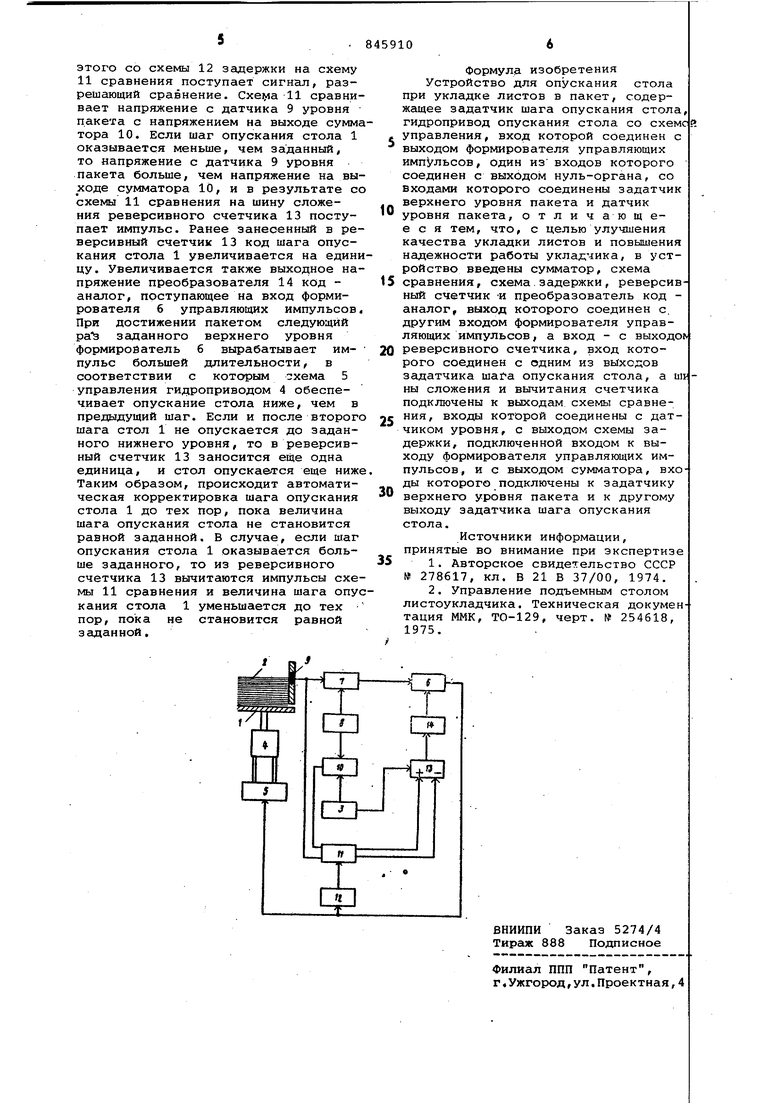
Изобретение относится к устройствам для укладки листового проката в пакет на агрегатах резки и отделки проката. Известно устройство для пакетирования листов, содержащее магнитный транспортер, датчики положения и ско рости листа. Датчики положения и ско рости соединены с фантастроном, выход которого подключен к схеме управления электромагнитами транспорте ра. .В данном устройстве листы металла перемещаются электромагнитным транспортером к месту укладки, и в момент, когда передняя кромка листа доходит до датчика положения листа, от фантастрона в схему управления электромагнитами поступает команда на отключение электромагнитов, кото рые отключаются через время, зависящее от скорости транспортера Г Недостатком данного устройства является то, что оно не обеспечивает формирование пакета листов строго определенной высоты, поскольку не предусмотрено опускание места укладки по мере набора пакета Л1 стов, и не обеспечивается качественна укладка, так как листы в пакете ока зываются смещенными о носительно др друга вёиду колебаний скорости транспортера, а также из-за того что место удалено от транспортер траектория листа при падении нос вероятностный характер. Наиболее близким по техническЬй сущности и достигаемому результату к изобретению является устройств содержащее гидропривод опускания стола со схемой управления, вход ко -орой соединен с выходом формирова геля управляющих импульсов, один из в содов которого соединен с выходом нуль-органа, со входами которого соединены задатчик верхнего уровня пакета датчик уровня пакета . Однако это устройство не обеспечивает достаточно высокого качества укладки листов проката в пакет и недостаточно в работе, как скорость опускания стола зав:1сит от веса пакета, вязкости и чистоты масла в гидроприводе и настройки гидропривода, и при одной и той же длительности импульсов формирова -еля управляющих импульсов величина нага опускания стола разная, и, следовательно, листы ложатся неровно, что приводит к их застреванию и повреждению. Цель изобретения - улучшение качества укладки листов и повышение надежности работы укладчика листов за счет автоматической коррекции дл тельности импульсов формирователя у равляющих сигналой в зависимости от состояния гидропривода стола листоукладчика. Указанная цель достигается тем, что в устройство для шагового опускания стола укладчика листов, содер жащее задатчик шага опускания стола гидропривод опускания стола со схемой управления, вход которой соединен с выходом формирователя управляющих импульсов, один из входов которого соединен с выходом нуль-ор гана, со входами которого соединены задатчик верхнего уровня пакета и датчик уровня пакета, дополнительно введены сумматор, скема сравнения, схема задержки, реверсивный счетчик и преобразователь код - аналог, выход которого соединяем с другим вход формирователя управляющих импульсов а вход - с выходом реверсивного сче чика, вход которого соединен- с одним из выходов задатчика шага опускания стола, а шины сложения и вычи тания счетчика подключены к выходам схемы сравнения, входы которой соединены с датчиком уровня, с выходо схемы задержки, подключенной входом выходу формирователя управляющих импульсов, и с выходом сумматора, вхо,цы которого подключены к задатчику верхнего уровня пакета и к дру му выходу задатчика шага опускания стола. Введение в устройство сумматора, схемы задержки и схемы сравнения, соединенных как указано, дает возмо ность после опускания стола на один шаг определить, на сколько этот шаг больше или меньше заданного. Введение реверсивного счетчика и преобразователя код - аналог, соединенных как указано, обеспечивает формирование управляющих импульсов с длительностью, откорректированной в соответствии с фактическим опусканием стола в предыдущий шаг. Ка чертеже приведена структурная схема предлагаемого устройства. Устройство для автоматического шагового опускания стола 1 укладчика листов 2 в пакет содержит задатчик 3 шага опускания стола, гидропривод 4 опускания стола со схемой 5 управления, вход которой соединен с выходом формирователя б, один из входов которого соединен с выходом нуль-органа 7, со входами которого соединены задатчик 8 верхнего уровня пакета и датчик 9 уровня пакета, В устройстве имеется сумматор 10, схема 11 сравнения, схема 12 задерж ки, реверсивный 13 и преобразователь 14 код - аналог, выход которого соединен с другим входом формирователя б . управляющих импуль-, сов, а вход - с выходом реверсивно-/ го счетчика 13, вход которого соединен с однимиз выходов задатчика 3 шага опускания стола 1, а шины сложения и вычитания счетчика 13 подключены к выходам схемы 11 сравнения , входы которой соединены с датчиком 9 уровня пакета, с выходом схемы 12 задержки, подключенной входом к выходу формирователя 6 управляющих импульсов, и с выходом сумматора 10, входы которого подключены к задатчику 8 верхнего уровня пакета и к другому выходу задатчика 3 шага опускания стола 1. Устройство работает следукидим образом, Задатчиками 8 и 3 заданы верхний уровень пакета и величина шага опускания стола 1. Величина шага опускания стола 1 с задатчика 3 вводится в видекода в реверсивный счетчик 13 и далее через преобразователь 14 код - аналог в формирователь 6 управляющих импульсов, а выходные напряжения задатчиков 3 и 8 суммируются в сумматоре 10, и на выходе сумматора 10 оказывается напряжение, равное разности между выходным напряжением задатчика 8 верхнего уровня пакетировки и входным напряжением задатчика 3 шага опускания стола 1. Это напряжение соответствует начальному моменту, когда на столе 1 еще нет листов 2, и моменту, когда стол 1 правильно отработает опускание на заданный шаг при укладке листов 2; фактический уровень пакета, а следовательно, и величину шага опускания стола 1 контролирует датчик 9 . уровня пакета, выходное напряжение которого пропорционально высоте набираемого пакета. При достижении пакетом заданного верхнегоуровня напряжение датчика 9 становится равным напряжению на выходе задатчика 8. Нуль-орган 7 сравнивает поступающие от датчика 9 и задатчика 8 напряжания и при их равенстве вырабатывает сигнал, запускающий формирователь б управляющих импульсов, который выдает управляющий импульс длительностью,, соответствунлцей сигналу, поступившему на его вход от преобразователя 14 код - аналог, и пропорциональной числу, введенному в реверсивный счетчик 13, т.е. длительностью, пропорциональной заданной величине шага опускания стола 1. С выхода формирователя 6 импульс поступает в схему 12 задержки и в схему 5 управления гидроприводом 4 опускания стола 1, которая включает на.необходимое время гидропривод 4, который отрабатывает заданный шаг на опускание стола и отключается. После
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования уровня пакетировки листов | 1976 |
|
SU607614A1 |
| Устройство для учета листовых перемещающихся изделий и управления разделочным агрегатом | 1983 |
|
SU1170427A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Система управления участком формирования пакетов гнутых профилей | 1981 |
|
SU946709A1 |
| Устройство для программного управления | 1987 |
|
SU1474595A1 |
| Система управления автоматом-садчиком кирпича | 1989 |
|
SU1648780A1 |
| Система программного управления процессом порционной вакуумной обработки стали | 1989 |
|
SU1684347A2 |
| Система управления профилегибочным агрегатом | 1981 |
|
SU946710A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Система для сортировки листовых материалов | 1980 |
|
SU1007760A1 |
