,,
4
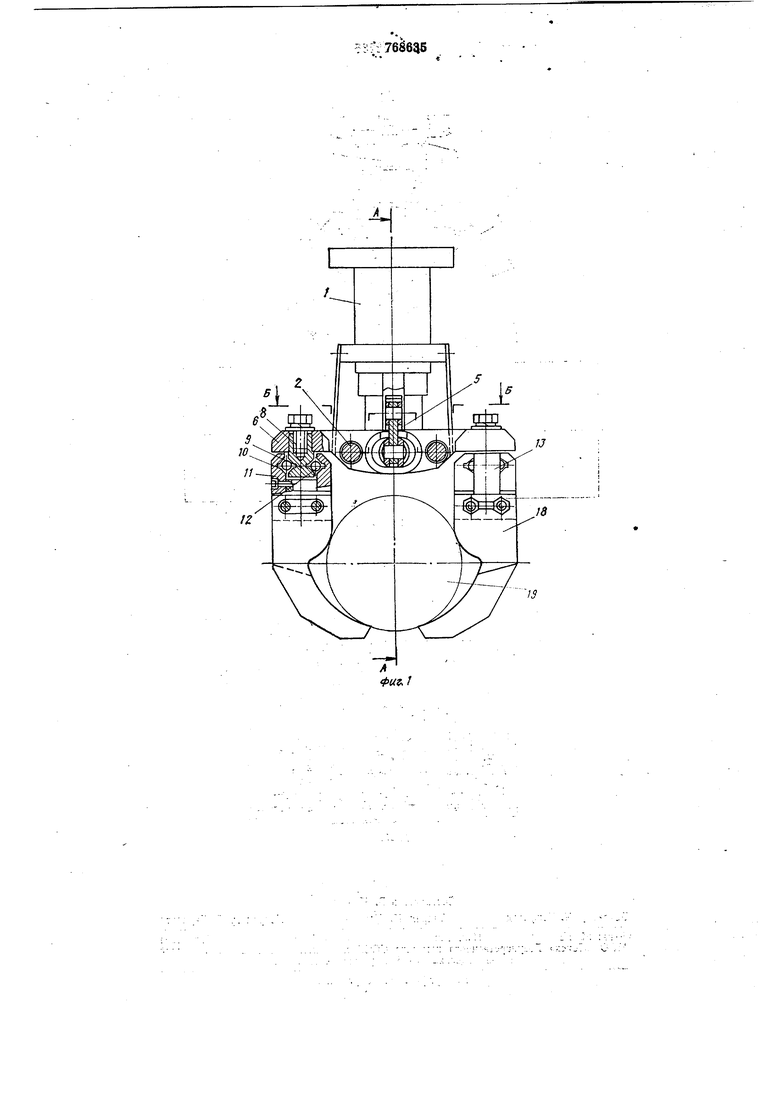
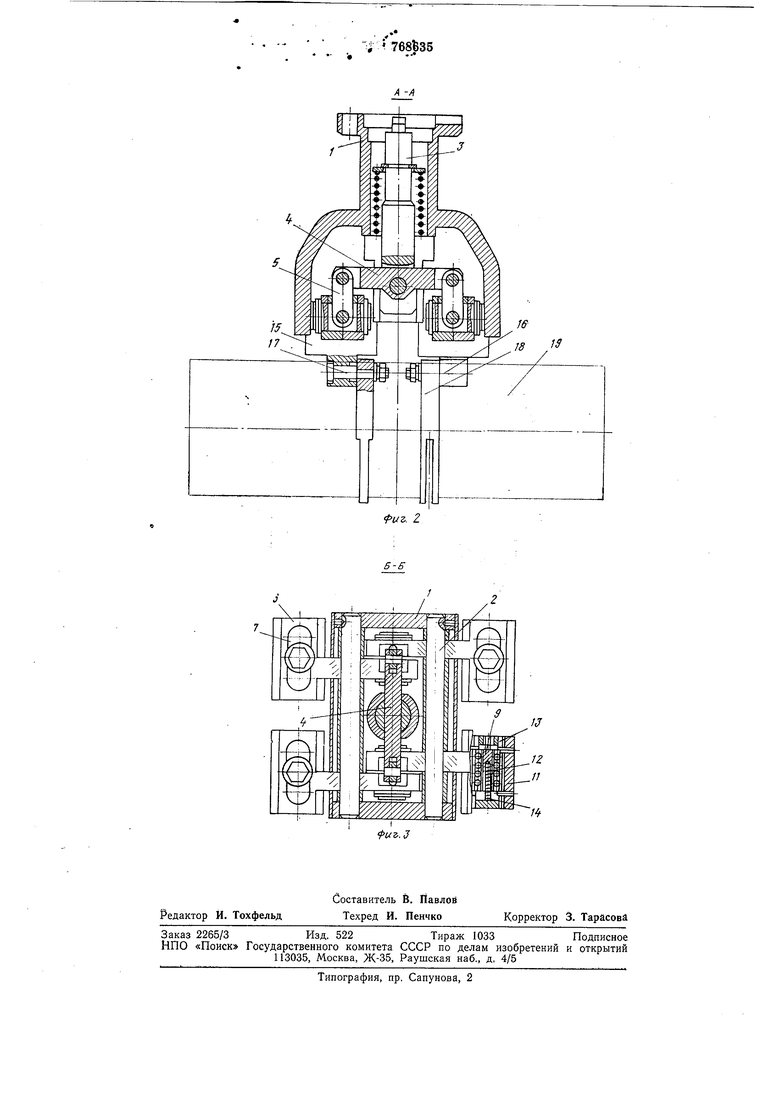
центричные пальцы 17 передается на зажимные губки 18, происходит зажим детали 19. После этого по команде от системы управления на перенос и установку детали промышленный робот переносит деталь 5 19 к станку и совершает ее установочное перемеш,ение. При этом деталь своей базовой торцовой поверхностью входит в сорикосновение с базовой торцовой поверхностью зажимного органа станка (на чер- ю тежах не показан), например патрон или цангу, и останавливается. Благодаря моменту сил трения, возникающему от усилия зажима между деталью 19 и зажимными губками 18, оси совместно с колод- 15 кой 15, планками И и крышками 13 также останавливаются. Остальная же часть захвата благодаря малому моменту сил трения, возникаюш,ему при передаче усилия зажима в соединении планки 11 - шари- 20 ки 12 - призма 9, продолжает совершать установочное перемещение и через корпус 1, оси 2, захватные рычаги 6, пазы 7, призмы 9 сжимает пружины 14 и компенсирует ем самым погрешность позиционирования 25 становочного перемещения промышленного робота, а также уменьшает динамические нагрузки на зажимной орган станка и руку робота. По получении от системы управления команды на разжим тяга 3 30 под действием усилия разжима привода опускается вниз, перемещая вниз коромысло 4 серьги 5 и поворачивает тем самым захватные рычаги 6 вместе с пальцами 8, направляющими качения 10, эксцентрич- 35
ными пальцами 17 и зажимными губками 18 вокруг оси 2 корпуса 1, производя разжим детали 19. Вследствие этого пружины 14 возвращают в исходное положение зажимные губки 18 совместно с крышками 40
13, планками И и колодками 15.
После этого промышленный робот возвращается в исходное положение и т. д.
Регулировка зажима детали 19 по длине осуществляется установкой зажимных губок 18 на любую из пристыковочных плоскостей 16 направляющих качения 10 и перемещением пальцев 8 вместе с направляющими качения 10 в продольных пазах 7 захватных рычагов 6. При необходимости замены зажимных губок 18 на станок устанавливают контрольный образец и подводят захват к нему. Затем перемещением зажимных губок 18 вдоль продольного паза, а также поочередным вращением эксцентричных пальцев 17 добиваются высокой точности совмещения оси захватываемой детали с точкой позиционирования промышленного робота.
Формула изобретения
1.Захват, содержащий корпус и зажимные губки, шарнирно соединенные с тягой привода через захватные рычаги, серьги и коромысла, отличающийся тем, что, с целью повышения надежности и расширения функциональных возможностей, захватный рычаг каждой губки снабжен прямолинейной направляющей и установлен на корпусе с возможностью поворота в продольной плоскости, а сама губка жестко закреплена на этой направляющей.
2.Захват по п. 1, отличающийся тем, что направляющая снабжена эксцентриковыми пальцами, связанными с губкой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство
СССР № 592591, кл. В 25J 15/00, 1976.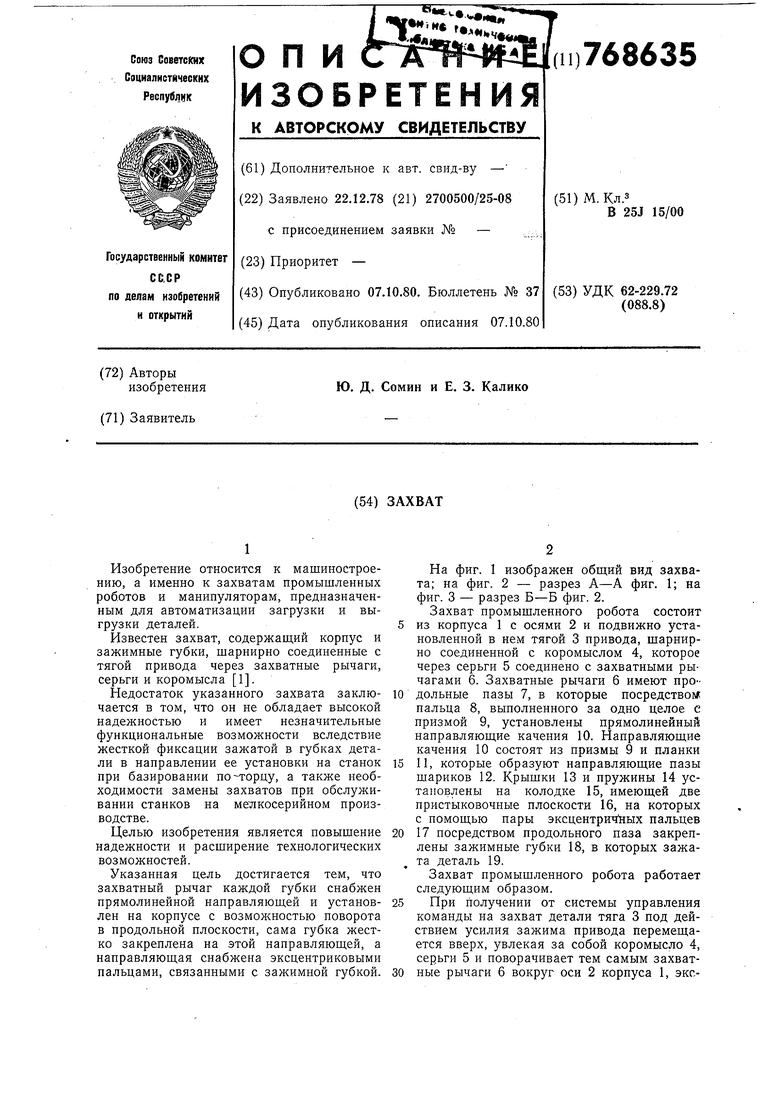
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Захватное устройство | 1985 |
|
SU1268405A1 |
| Групповой схват промышленного робота | 1988 |
|
SU1535714A1 |
| Захват промышленного робота | 1985 |
|
SU1288051A1 |
| Захватное устройство | 1989 |
|
SU1708603A1 |
| Схват промышленного робота | 1983 |
|
SU1122505A1 |
| Схват | 1987 |
|
SU1440704A1 |
| Схват манипулятора | 1983 |
|
SU1202864A1 |
| ЗАХВАТНОЕ УСТРОЙСТВО | 1989 |
|
RU2044620C1 |
| Схват промышленного робота | 1980 |
|
SU931467A1 |