И:1()бретение относится к обработке металлов давлением и может быть использовано при изготовлении штамповкой в нагретых штампах крупных в плаке, сложных по форме дета.тей с тонким и разното.ч- 1.ПИННЫМ полотном, а также с фигурными выступами, тонкими ребрами, и т. п., например тина оребрепных панелей, лон- хсеронов, днищ, крыльчаток.
Целью и:и)бретения является расширение иоме 1клату)ы (дианазока типоразмеров) и повышение качесгва изготавливаемых деталей за счет уменьп1ения их коробления при tuin а. 11 ии;1:1ии и HJTaMna, а также сни жение уси;1ия выталкивания отштамповап- iii.ix дета. км из штампа.
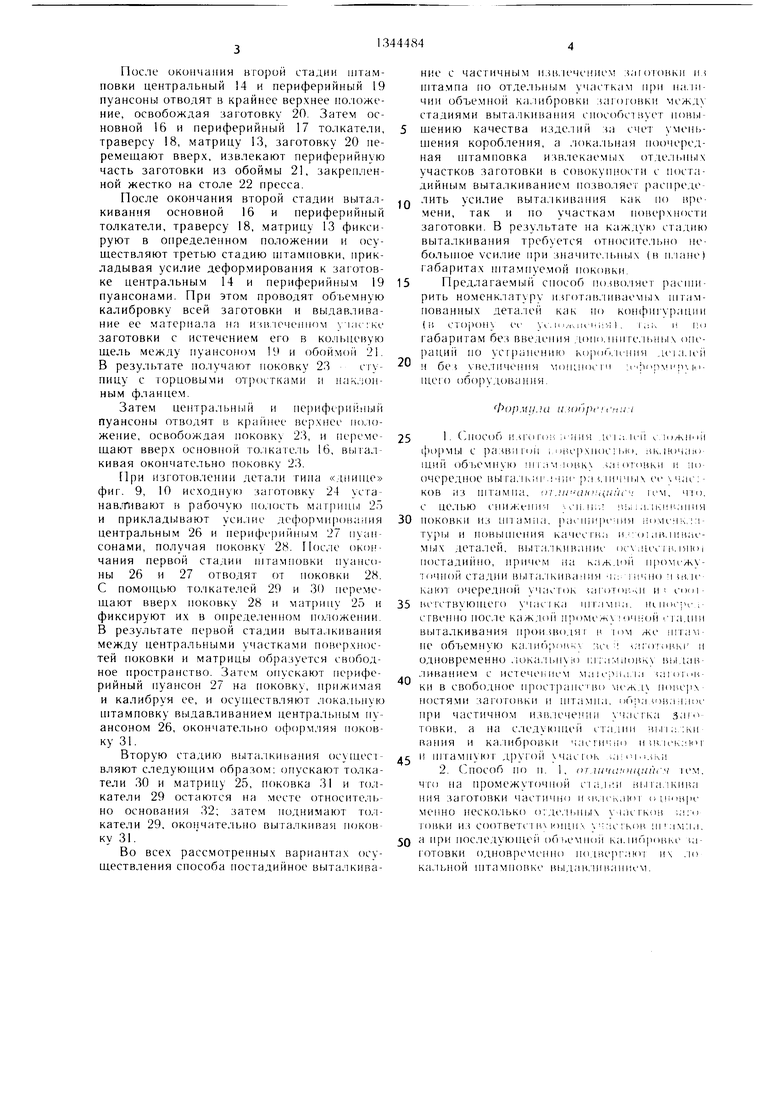
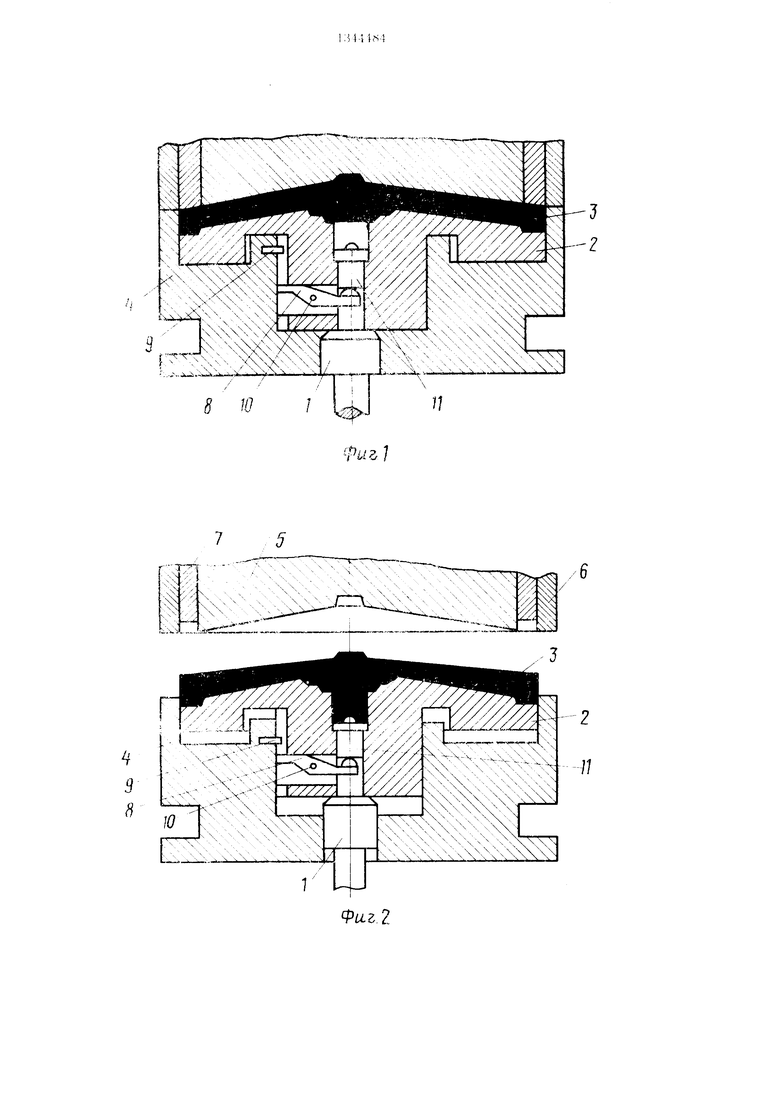
На ф|ч. 1 показан момент окончания ()ii cia.uin штамповки дета:1и типа «крышка ; на ()и:- 2момент окончания H(. pi .-)ii сгадии выта;1кивания с час- 1 .1-1 пи лечсмисм периферийногчз участка заготовки, па фиг. .}объемная калиб;,вка загоговки с локальной штамповкой .1-ри(|)ер|;йн )го учасгка; на фиг. 4 - вы- галкииание п.ентрального участка за1Ч)товки; иа фиг. Г первая сгадия ггамновки
типа г 1лч 11ць1 с торцовыми oi и нери(|)ерийным фланцем; на с. 1гГ .;1 - первая стадия им- ч частишилм и.звлечением перм- ijiepiui ;i OTiiiu n и (Т|)ьнюм от 11ове)- |-:1сти Hn.iMiia участков .заготовки под гор- Н()вые оГ|)осгки. справапервая стадия
чГЛ) K.i. i ii6poiv-.H I одноирсменпой .тогорновых отростков; )|)ая стадия вы- 1ЫМ изв.течением неправа - вторая стадия 1,емп(И1 ка. 1ПП|1(1нкч с локальной штам- noBKoii п.)ери11но1 о нак. юпного фланца, на .. Sс..гкапача. п.) третьей
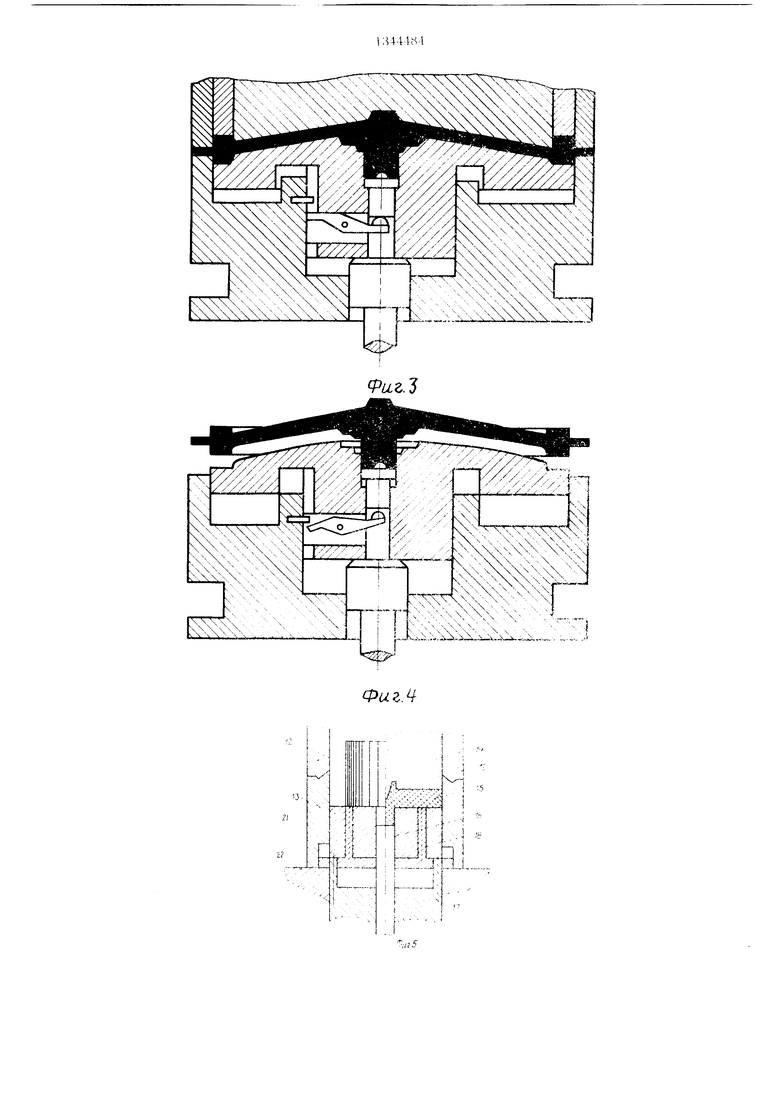
ста.чии ньп алкчг.ания, справа окончание- 1(|)1та.ц и1 ;м-:ия с iio.iHbiN . нзв.к чением нери- (|)ср,1п. ц( п -орцов1з1 oi poc i KOB; на ()иг. 9П1.р1и1я сгадия иггамновки де1 а,1И тина «дципк ; на ())И1 10 - слеванача.ти orvbOMHoii ()вки, справа -- окончание объемной калибровки с локальной пггамновкой центрального участка заготовки.
Способ осу1пествляется следующим образом.
При изготовлении детали типа «крышка (фиг. 1 -4) заготовку укладывают в нагретый и пуансоном осуществляют обьмную Н1гамповку.
После окончания первой стадии штамповки составной пуансон отводят от заготовки, основным толкателем 1 перемешают вверх пептральную часть матрицы 2. В этот момент олтптамгювапная заготовка 3 выталкивается из матрицы 4 с частичным из- влечение.м периферии заготовки. После отры- п-л ее от поверхности матрицы по периферии основной толкатель 1 осганавливал;м ал и ();. | ка ми (i ; алкниакальнои ш гампникои на ((м1г. 7 с. има галкиваппя с частич ри( з;п от(.)вкп.
0
5
0
5
0
5
0
5
0
5
ют, фиксируют и прикладывают усилие демпфирования центральным пуансоном 5 к заготовке, осуществляя при этом объемную калибровку загогонки и ликвидируя возмож- пое ее К(.)робление. Периферийный кольцевой пуансон 6 сдерживает течение металла вверх, а подобный пуансон 7 совместно с пери- ()i pHeii матрицы 4 образуют кольцевое п 1остранство, в которое происходит истечение мегал.ча из )анее выто.ткнугого участка заготовки (. кичальная нпа.мповка по пе- рифе))ии). после снятия усилия деформирования и отведения составного пуансона переметают вверх ocHOBHoii толкатель 1 и цет)а,тьную часть матрицы 2, при этом рычаг 8 упи)ается в штырь 9, поворачивается вок)уг г)си 10 и перемещает выталкиватель 1 I относительно центральной часгп матрицы 2. Происходиг извлечепие из цен части штампован- i-oii поковки п окончательное извлечение et п1-|.1|(ферии
ripitufp. От нп ампованпук) при 450°С ио- ковку гина «крьинка из сплава АМгб (размеры:(5(о1)0 мм; толщина И) 12 мм) но- .тучают по предлагаемому способу, чередуя стадии MIT ,чм11овк11 и В151талкивания. Па первой ст адии п(.л нк сгвляюг нредварительную штамповку и выталкивании частичное пзвлечепие нок;. И5 матриць по пери- (|)ерии, ч па вт орой стадяи -- оконча- ie.Ti.) 1:пам И) (обьем |ую калибровку), и.И,т( чс;пп .,.ibnoi i части и дальнейшее Bbrra.T-uuiaiMit поковки и:-, мо.чосги штампа.
л -;|. вы ; ;,. на нepв(JЙ стадии - 12 I. с., а на заключи г(мьно11 стадии - 13.Г) т с.
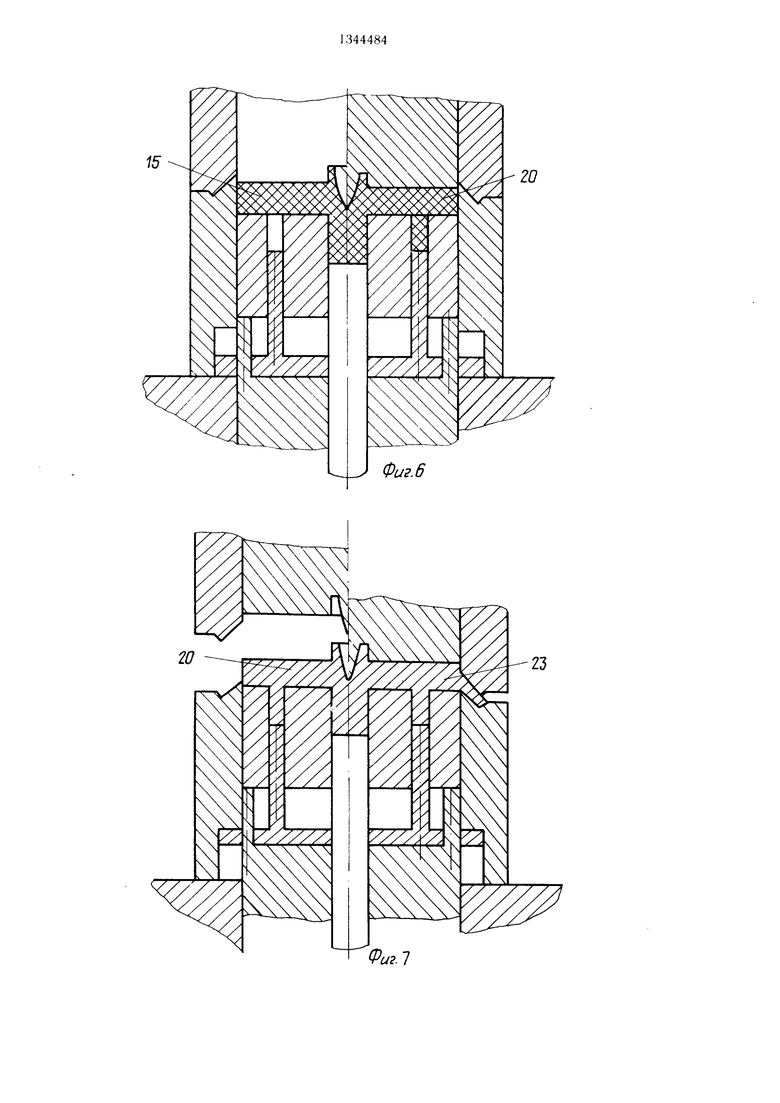
При изгогов.тении Д1. та.1и типа ступицы с т орп.оиыми отростками и нак.:юнным (Ктгпшем (ij nr : 8) Hcx i.T.nyio зпг отовку 12 усганавливаюг на рабочую поверхность м;1| )ицы 13 и v)( CTB.TH;)T ооьемную штамповку цен г);1.тьн)1 пуанс1)ном 14. После (Мчоп к-.пия n(. p;u)i; гтадпп iiiiavnoBKH цен- .Ti, пуансоп i .1 огво.т.иг ог заготовки Г), ocHoftHbiM 16 и нериферийным 17 Т олха i неремсшают вверх магрицу 13 и 3.irii oiji-A- 15. .,есгьлия выталкивание с час1ИЧШ)1м извлечением периферийной части заготовки. Одновременно с нервой стадией вьггалк)1вания освобождают расположенные над граверсой 18 компенсационные полости матрицы 13, выполпенные со стороны ее рабочей гтоверхност и.
Пос.те окончания нервой стадии выталкивания матрицу 13, основной 16 и периферийный 17 то.чкатели фиксируют в определенном положении и осуш.ествляют вторую стадию 1нт амповки с небольшим обжатием т. е. обьемиую ка.тибровку, прикладывая усилие центральным пуансоном 14 к заготовке 15. При этом заполняют компенсационные полости матрицы 13, выдавливая материа.л заготовки в паправлепии траверсы 18, и получают поковку тина ступицы с TopiiOBbiMn отростками.
После окончания второй стадии 1нтам- повки центральный 14 и нериферийный 19 пуансоны отводят в крайнее верхнее положение, освобождая заготовку 20. Затем основной 16 н периферийный 17 толкатели, траверсу 18, матрицу 13, заготовку 20 перемещают вверх, извлекают периферийную часть заготовки из обоймы 21, закрепленной жестко на столе 22 пресса.
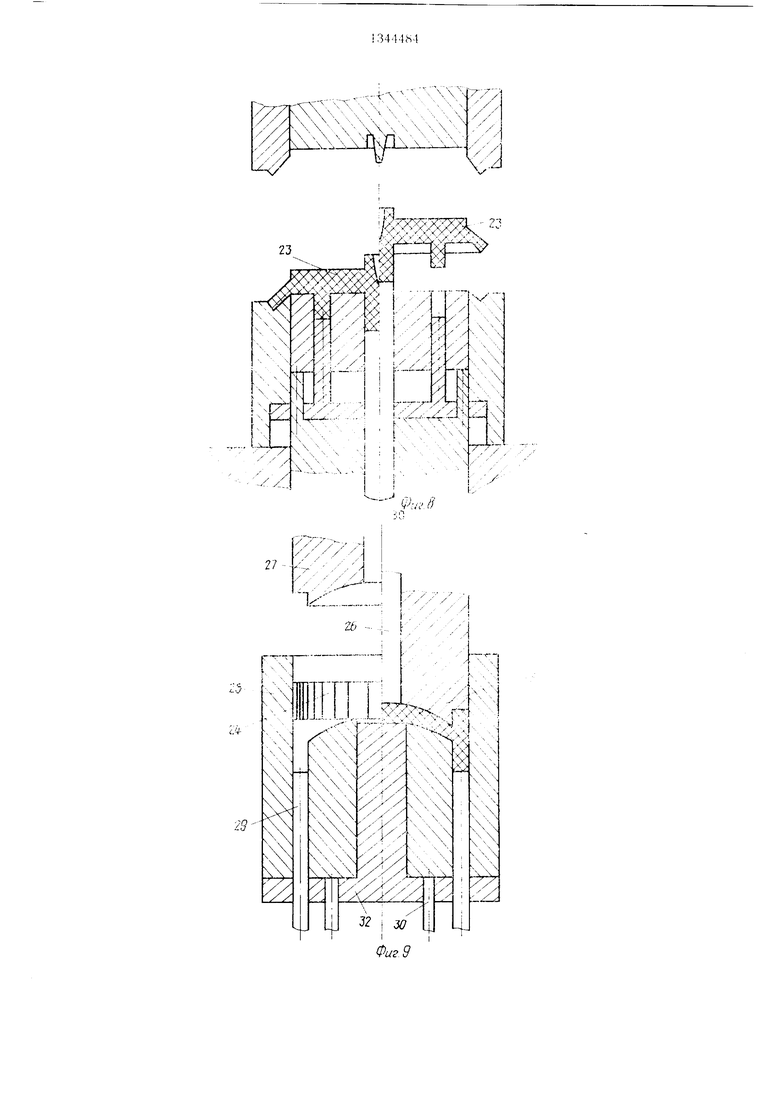
После окончания второй стадии выталкивания основной 16 и периферийный толкатели, траверсу 18, матрицу 13 фиксируют в определенном положении и осуществляют третью стадию штамповки, прикладывая усилие деформирования к заготовке центральным 14 и периферийным 19 пуансонами. При этом проводят объемную калибровку всей заготовки и выдавливание ее материала на ичи.ючениом I;IC;KI. заготовки с истечением его в кольцевую щель между пуансоном 19 и обсжмой 21. В результате получают поковку 23 сгу- пицу с торцовыми отростками и нак/юн- ным фланцем.
Затем центральн1 1Й и пе)ифсри1 иый пуансоны отводят в крайнее верхнее по.ю- жение, освобождая поковку 23, п перемещают вверх основной толкате.1ь 16, выталкивая окончательно покоЕжу 2il
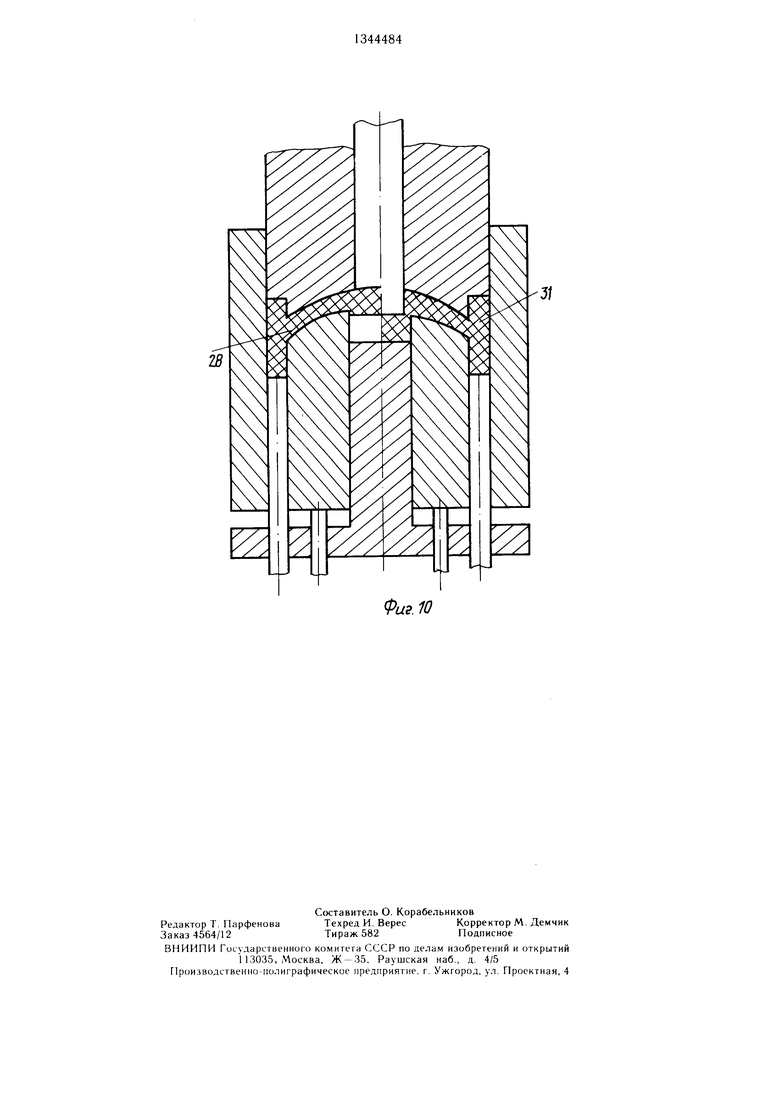
1ри изготовлении детали тина «днище фиг. 9, 10 исходную заготовку 24 уста- нав.тивают в рабочую по.чость ,1 2Г) и прикладывают усилие де(})орми|) центральным 26 и нериферийным 27 пуансонами, получая поковку 28. Пос. 1е окончания первой стадии HJTHMIIOBKH lyaiico- ны 26 н 27 отводят от ноковки 28. С помощью толкателей 29 и 30 перемещают вверх поковку 28 п матрицу 25 и фиксируют их в определенном положении. В результате первой стадии выталкивания между центральными участками поверхностей поковки и матрицы образуется свободное пространство. Затем опускают пе)ифе- рийный пуансон 27 на поковку, нрижимая и калибруя ее, и осуществляют локальную штамповку выдавливанием центральным пуансоном 26, окончате.чьно слЬормляя IKJKOB- ку 31.
Вторую стадию В1..1та.1кинания осу цес1- вляют следующим образом; опускают толкатели 30 и матрицу 25, поковка 31 и толкатели 29 остаются на месте относительно основания 32; затем поднимают толкатели 29, око1}чате;1ьно выталкивая поковку 31.
Во всех рассмотренных вариантах осуществления способа постадийное выталкивание с частичным изв.н чс нием ()вки из штампа по отдельн111м участкам iijin иа.иь чии объемной ка,1ибровки загоговки между стадиями выталкивания способствует повыщению качества изде.шй за счет умен1 - шения коробления, а /ижа.чьная ноочеред- ная штамповка извлекаем1)1х отде.:1ьнь1х участков заготовки в совокупносги с поста- дийным выталкиванием позволяет распредеQ лить усилие выталкивания как по времени, так и но участкам iioisepxHocTH заготовки. В результате на каждую стадию выталкивания требуется относительно не- больнюе усилие при значите.iiiHbix (в нлане) габаритах Н1тампуемой поковки.
5 Предлагаем1з1Й способ позволяет pacnni- рить номенклатуру и.(гота1.-1ивае 1ых штампованных дета. км как по кон(1игурац1П1
( li сторон} СЧ Ч-. И . 1 ..|К-Н llvM , 1.:1ч II Г. i )
1 абаритам без введения дош). 1ипте. OIK-- раци по усг|)апени1о короГр.-К Пня ,ича.нч и бе f yFK ni40HiiH MOiUHot iM ;г 1 пм1М1 1.1- mei o обо)удова1111я.
f ofiMi/.ia 11.,1)прс: I mi:/
51. С.ПОСоб 1.(ГП Mi;-; irilllH U4;iU li с ЫЖП И
4) с раз1 11 Dii i i мн р.чпос 1.1(1, 1-;клк)чань П1ий об ьемную iM;iMio K иогонки и поочередное вы ra. i ккг. ):м. I пчч1.1 ci хи.ас:- ков из 1птам11а, т .иг ати т и ч с, члч. с це.тью с нижепнч cii,iir,: lii.i; ,i. ii-:M .;iMiui 0 поковки из imaMiia, раппиргчия пиме.чь,, Typiii и повьппения качесгн; и ; (и .IB.I инае- М1)1Х деталей, выталкивание i) и. 1яии постадийно, причем на каждой мромгжх - и 14 ной стадии выта.чкива.чин ч;; i it ч но ч iit. le- каюп очередной учасгок )Tiii ..4ii и; codi- 5 ьегствующего учас1ка Ч1т;| 1па. iiuini-ju - сгвенно носле кажлой промежх падии выталкивания нроии1одя1 и IDM же Ч1 га vine обТ)емную ка. 1иб;),)ик :ич ч агочпвкг п одновременно .юкальихш 1чгаМ||овк выдаи- ливанием с истечег: нем .ма i laiiuiiH- ки в свободное прострапс ) к жч ноиер.х- ностя.ми загото15ки и штампа, iioiia (онач/ин при частичном изв, 1ече11 |и часгка 3ai i товки, а на с.тедуки1им 1 сталии ньп:: :ки вания и ка.чибровки часгичмо и 5 н Н1тампу|)г друго ччаспж .aiiM LiKii
2. Способ по п. 1, пинчаниципсч . что на промежуточной (. тач.. iti.i 1 а,1кива ПИЯ заготовки частично и (и.ичч.шч ицнщре менно неско.чько о:дел1)НЫ учпсгков ;a: ii I oiiKH из соответс 1 UN ющи ч ч:;с; К1)и i4 :iM4.i. 0 ир нос.чедующс} обьемно ка.1иброцке la- готовки одноврсм1М)но iio.iiU pi aHvi и . ю кальной П1тамповке выдав/ и на ч нем.
0
/ //Л
E W
Puzl
7
5
Ч
11
Фаг 2
, , . „,,.;
-.-:..-.
(риг.З
Фиг.Ч
15
20
Фиг. 6
23
Фи2.1
. Ь
23
.Шт
-r- 7/t vl/ / Л-
/ V.
.. x
- xt , , .
11
1 :-::Г1...1
26 -. L
x
i:
x ;-xЧ Y / - -y r--- JliJJ..LJ,-..,
,.-: -T - -л -: - -i.;, - „
V, „
- /
/ ,r-vlH t:
--.-,
-4 i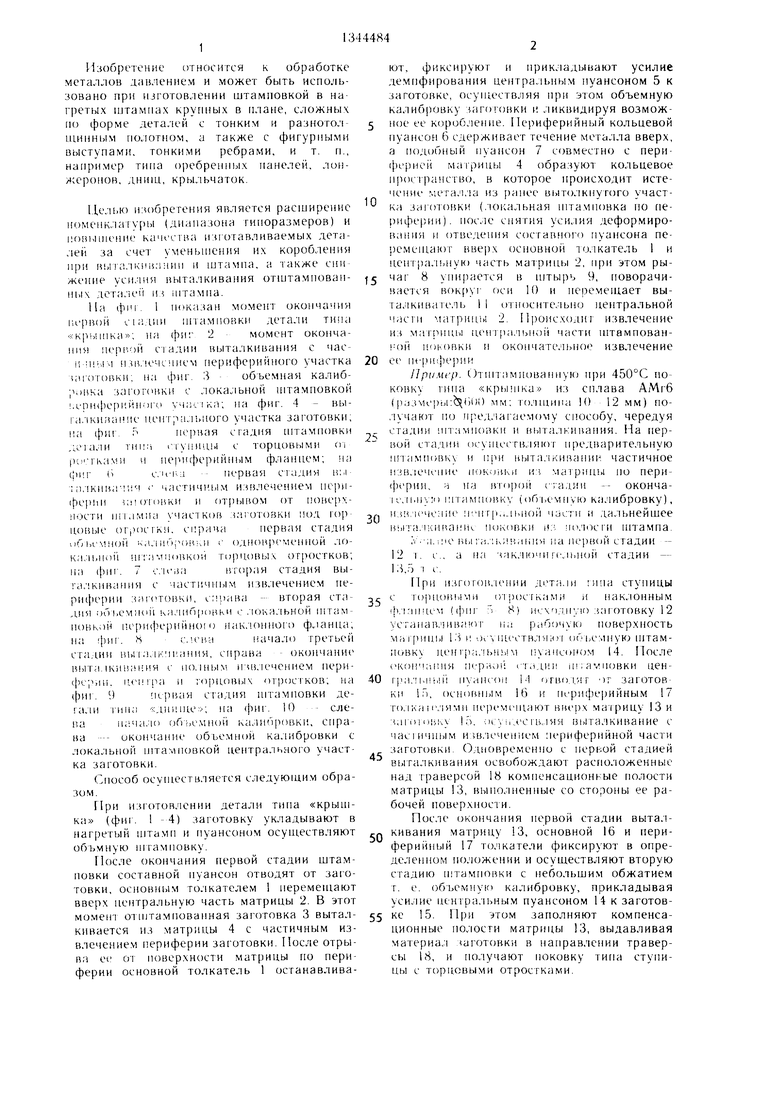
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штампованных изделий | 1986 |
|
SU1412867A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении разнотолщин- ных, крупных в плане, сложных по форме деталей, например, типа панелей, лонжеронов, днищ, крыльчаток. Целью изобретения является снижение усилия выталкивания поковки из штампа, расширение номенклатуры и повышение качества изготавливаемых деталей. Заготовку подвергают объемной штамповке, затем пуансон отводят от нее и осуществляют первую стадию выталкивания, частично извлекая и.{ штампа участок заготовки, например периферийный. После этого пуансоном в том же штампе производят объемную калибровку всей заготовки и одновременно локальную штамповку выдавливанием с истечением материала заготовки в свободное пространство, которое образовалось между поверхностями штампа и заготовкой на том ее участке, который был частично извлечен из 1птам- па на первой стадии выталкивания. В результате получают фланец или торцоные выступы на заготовке. Указанные приемы повторяют несколько раз (по меньшей мере два раза), причем на каждой промежуточной стадии выталкивания и калибровки извлекают и штампуют раз. шчпые участки. Процесс завершается окопчательпы.м выталкиванием отштампованной поковки из штампа. 1 3. п. ф-лы, 10 ил. « (Л со 4; 4 4 оо 4;
V
-
W
i
Фиг.З
us. 10
| Матричный узел к штампу для изготовления деталей с оребрением | 1983 |
|
SU1143509A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
