Изобретение относится к области сварочного производства, преимущественно к устройствам для установки изделий в положение, удобное для сварки, и может быть использовано в поточных линиях для кантования длинномерных изделий небольшой высоты.
Цель изобретения - повышение производительности путем автоматическог включения привода вращения изделия при укладке изделия.
На фиг. 1 изображен кантователь, общий вид; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 3; на фиг. 7 - разрез Е-Е на фиг. 4; на фиг. 8 - вид Ж на- фиг. 6.
Кантователь содержит две параллельно установленные на основании 1 стойки 2 и 3. На каждой из стоек 2 и 3 шарнирно на осях 4 соосно друг другу смонтированы поворотные двуплечие рычаги 5 и 6, Высота стоек 2 и 3 и длина рычагов 5-и 6 таковы, чт позволяют укладывать рычаги относительно стоек в вертикальном положении (фиг. 2).
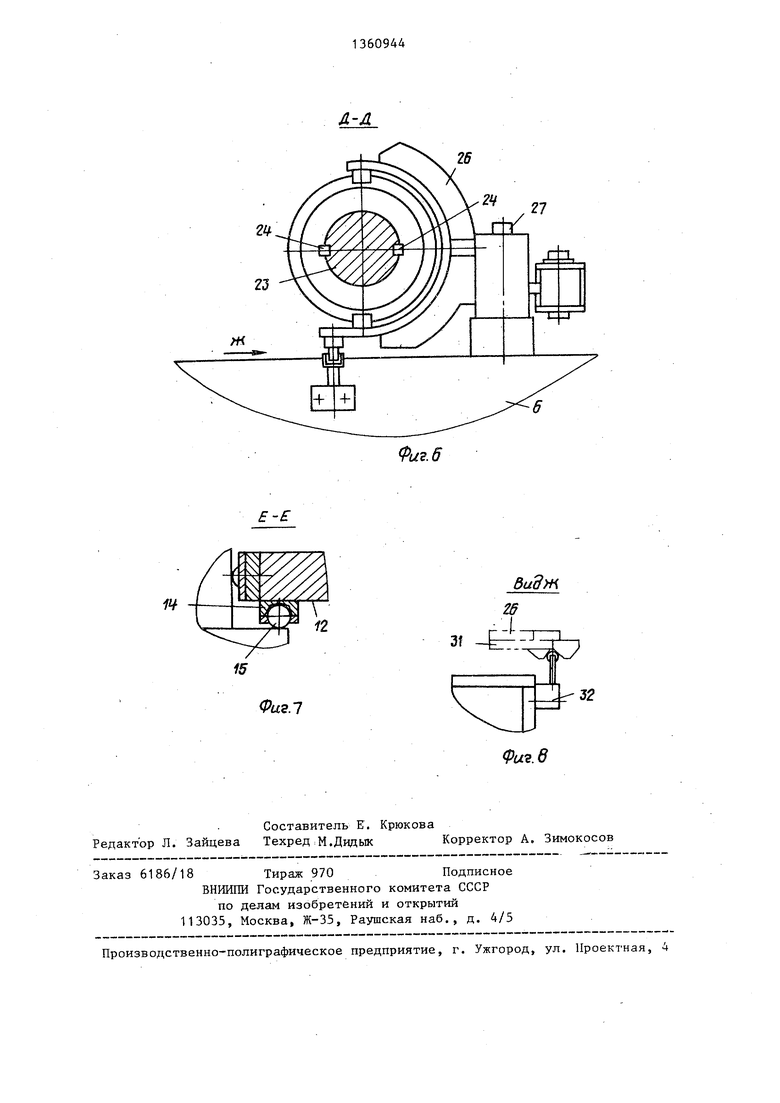
На одном плече каждого двуплечего рычага 5 и 6 смонтированы опоры в виде гнезд 7, оснащенных опорньми шариками 8, установленными в отверстиях 9 и закрепленными сепараторами 10 с помощью винтов 11 (фиг. 4). На .торцовых поверхностях 12 гнезд 7 также установлены опорные шарики 13 в сепараторах 14 (фиг. 4). В гнездах 7 смонтированы датчики наличия изделия, выполненные в виде конечных выключателей 15.Второе плечо каждого двуплечего рычага 5 и 6 посредством осей 16 шарнирно соединено со штоком 17 силового цилиндра (гидроцилиндра) 18, корпус которого посредством осей 19 соединен со стойкаЫи 2 и 3 (фиг. 2). На рычаге 6 смонтирован привод вращения изделия. Привод состоит из гидромотора 20, ,соединительной муфты 21 и редуктора 22, выходной вал 23 которого установлен соосно гнезду 7 этого рычага и выполнен заодно с червяком однозаходной самотормозящей передачи
На двуплечем рычаге 6 соосно гнезду 7 установлен привод кантовки, который состоит из гидромотора 20, соединительной муфты 21, редуктора 22,
0
Q
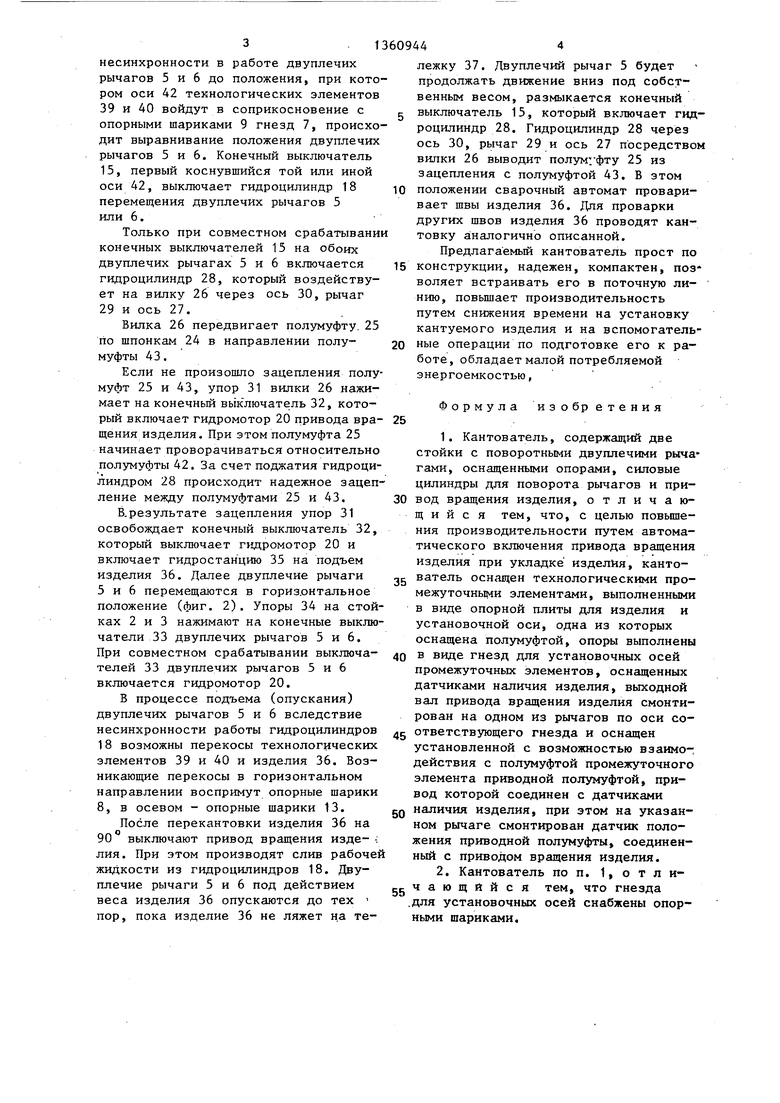
выходной вал 23 которого выполнен заодно с червяком однозаходной самотормозящей передачи. На валу 23 с возможностью перемещения по шпонкам 24 установлена кулачковая полумуфта 25, соединенная с вилкой 26, установленной на оси 27, закрепленной на двуплечем рычаге 6 (фиг. 3 и 6).
Вилка 26 соединена с гидроцилиндром 28 посредством рычага 29 и оси 30 (фиг. 3). На вилке 26 закреплен упор 31, взаимодействующий с датчиком положения полумуфты, выполненным
5 в виде микровыключателя 32 (фиг. В), закрепленного на двуплечем рычаге 6. На стойках 2 и 3 смонтированы микровыключатели 33, установленные с возможностью взаимодействия с упорами
0 34, закрепленными на рычагах 5 и 6 (фиг. 5). На основании 1 симметрично относительно стоек 2 и 3 смонтирована, гидравлическая станция 35. Предвари- тельно собранное на прихватках изде5 лие 36, например коробчатая конструкция, поступает в зону работы кантователя на тележке 37.
Технологический процесс сборки предусматривает строгую ориентацию составляющих частей изделия 36 относи- тельно базовых продольной и поперечной осей тележки 37.
. В свою очередь тележка 37, совершая каждое шаговое перемещение в 5 поточной линии, строго ориентируется относительно продольной оси позиции поточной линии за счет направляющего рельса 38, относительно поперечной оси - шаговым устройством (не показано) , поэтому тележка 37 с изделием 36 всегда очень точно останавливается в зоне передвижения двуплечих рычагов 5 и 6.
Изделие 36 в зону работы кантователя поступает с закрепленными на его торцах технологическими промежуточ- ными элементами 39 и 40. Элементы 39 и 40 выполнены в виде опорной плиты с торцовой поверхностью 41 и установочной оси 42. На оси 42 технологического элемента 40 смонтирована по- лумуфта 43,
Кантователь в поточной линии работает следующим образом.
Включают гидростанцию 35, и рабочая жидкость поступает к гидроцилиндрам 18, вследствие чего двуплечие рычаги 5 и 6 поворачиваются относительно осей 4. В случае возникновения
0
5
0
5
несинхронности в работе двуплечих рычагов 5 и 6 до положения, при котором оси 42 технологических элементов 39 и 40 войдут в соприкосновение с опорными шариками 9 гнезд 7, происходит выравнивание положения двуплечих рычагов 5 и 6. Конечный выключатель 15, первый коснувшийся той или иной оси 42, выключает гидроцилиндр 18 перемещения двуплечих рычагов 5 или 6.
Только при совместном срабатывани конечных выключателей 15 на обоих двуплечих рычагах 5 и 6 включается гидроцилиндр 28, который воздействует на вилку 26 через ось 30, рычаг 29 и ось 27.
Вилка 26 передвигает полумуфту. 25 по шпонкам 24 в направлении полумуфты 43.
Если не произошло зацепления полумуфт 25 и 43, упор 31 вилки 26 нажимает на конечный вы к лючатель 32, который включает гидромотор 20 привода вра- щения изделия. При этом полумуфта 25 начинает проворачиваться относительно полумуфты 42, За счет поджатия гидроцилиндром 28 происходит надежное зацепление между полумуфтами 25 и 43.
В.результате зацепления упор 31 освобождает конечный выключатель 32, который выключает гкдромотор 20 и включает гидростанцию 35 на подъем изделия 36. Далее двуплечие рычаги 5 и 6 перемещаются в горизонтальное положение (фиг. 2). Упоры 34 на стойках 2 и 3 нажимают на конечные выключатели 33 двуплечих рычагов 5 и 6. При совместном срабатывании выключателей 33 двуплечих рычагов 5 и 6 включается гидромотор 20.
В процессе подъема (опускания) двуплечих рычагов 5 и 6 вследствие несинхронности работы гидроцилиндров 18 возможны перекосы технологических элементов 39 и 40 и изделия 36. Возникающие перекосы в горизонтальном направлении воспримут опорные шарики 8, в осевом - опорные шарики 13.
После перекантовки изделия 36 на 90 выключают привод вращения изде- : ЛИЯ. При этом производят слив рабоче жидкости из гидроцилиндров 18. Двуплечие рычаги 5 и 6 под действием веса изделия 36 опускаются до тех пор, пока изделие 36 не ляжет на те
10
15
20
и
253609444
лежку 37. Двуплечий рычаг 5 будет продолжать движение вниз под собственным весом, размыкается конечный g выключатель 15, который включает гид-
роцилиндр 28. Гидроцилиндр 28 через ось 30, рычаг 29 и ось 27 посредством вилки 26 выводит полумуфту 25 из зацепления с полумуфтой 43. В этом положении сварочный автомат проваривает швы изделия 36. Для проварки других швов изделия 36 проводят кантовку аналогично описанной.
Предлагаемый кантователь прост по конструкции, надежен, компактен, поз воляет встраивать его в поточную линию, повьш1ает производительность путем снижения времени на установку кантуемого изделия и на вспомогательные операции по подготовке его к работе, обладает малой потребляемой энергоемкостью,
Формула изобретения
1.Кантователь, содержащий две стойки с поворотными двуплечими рычагами, оснащенными опорами, силовые цилиндры для поворота рычагов и при-
вод вращения изделия, отличающийся тем, что, с целью повьш1е- ния производительности путем автоматического включения привода вращения изделия при укладке изделия, кантователь оснащен технологическими про- межуточньми элементами, выполненными в виде опорной плиты для изделия и установочной оси, одна из которых оснащена полумуфтой, опоры выполнены
в виде гнезд для установочных осей промежуточных элементов, оснащенных датчиками наличия изделия, выходной вал привода вращения изделия смонтирован на одном из рычагов по оси соответствзпощего гнезда и оснащен
установленной с возможностью взаимо-; действия с полумуфтой промежуточного элемента приводной полумуфтой, привод которой соединен с датчиками
наличия изделия, при этом на указанном рычаге смонтирован датчик полоения приводной полумуфты, соединенный с приводом вращения изделия.
2.Кантователь по п. 1, о т л и- ающййся тем, что гнезда
ля установочных осей снабжены опорыми шариками.
/ 40
Фиг.1
26
дидб
го
21
12
Pifi.3
дидб
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевой кантователь | 1986 |
|
SU1362603A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Поточно механизированная линия получения отливок | 1972 |
|
SU441101A1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| Поточная линия для сборки и сварки крупногабаритных изделий | 1986 |
|
SU1400840A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Линия для расфасовки жидкостей в бочки | 1974 |
|
SU520326A1 |
| Устройство для формирования слоя изделий | 1991 |
|
SU1828429A3 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |


Изобретение относится к области сварочного производства, а именно к устройствам для установки изделий в положение, удобное для сварки, может быть использовано в поточных линиях для кантования длинномерных изделий небольшой высоты и позволяет повысить производительность. Кантователь содержит две стойки с рычагами. На рычагах смонтированы опоры в виде гнезд 7, оснащенных датчиками наличия изделия. На одном из плеч установлен привод вращения изделия, выходной вал которого установлен соосно гнезду и оснащен приводной .полумуфтой. Эта полумуфта снабжена приводом, соединенным с датчиками наличия изделия, и установлена с возможностью взаимодействия с полумуфтой технологического промежуточного элемента. После включения подъема рычагов датчики наличия изделий контактируют с техно- логическ;ими промежуточными элементами. При совместном их срабатывании дается сигнал на перемещение приводной полумуфты. При взаимодействии приводной полумуфты и полУмуфты технологического элемента срабатывает датчик положения приводной полумуфты, который дает сигнал на включение привода вращения. Таким образом, при укладке изделия обесйечивается автоматическое включение привода вращения изделия. 1 з.п. ф-лы, 8 ил. i(Л со О5 О со 4 4 Йл.2
11
S
Фиг. 5
26
27
(Ри.6
1412
Фиг.1
бидт
31
Составитель Е. Крюкова Редактор Л. Зайцева Техред:М.Дидык Корректор А. Зимокосов
Заказ 6186/18 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Ри.6
| Кантователь | 1972 |
|
SU503689A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
