1
Изобретение относится к области вибрационной обработки и может быть использовано для зачистки заусенцев на наружных поверхностях мелких деталей.
Цель изобретения - повышение производительности путем сообщения грануле дополнительного вращения вокруг своей оси.
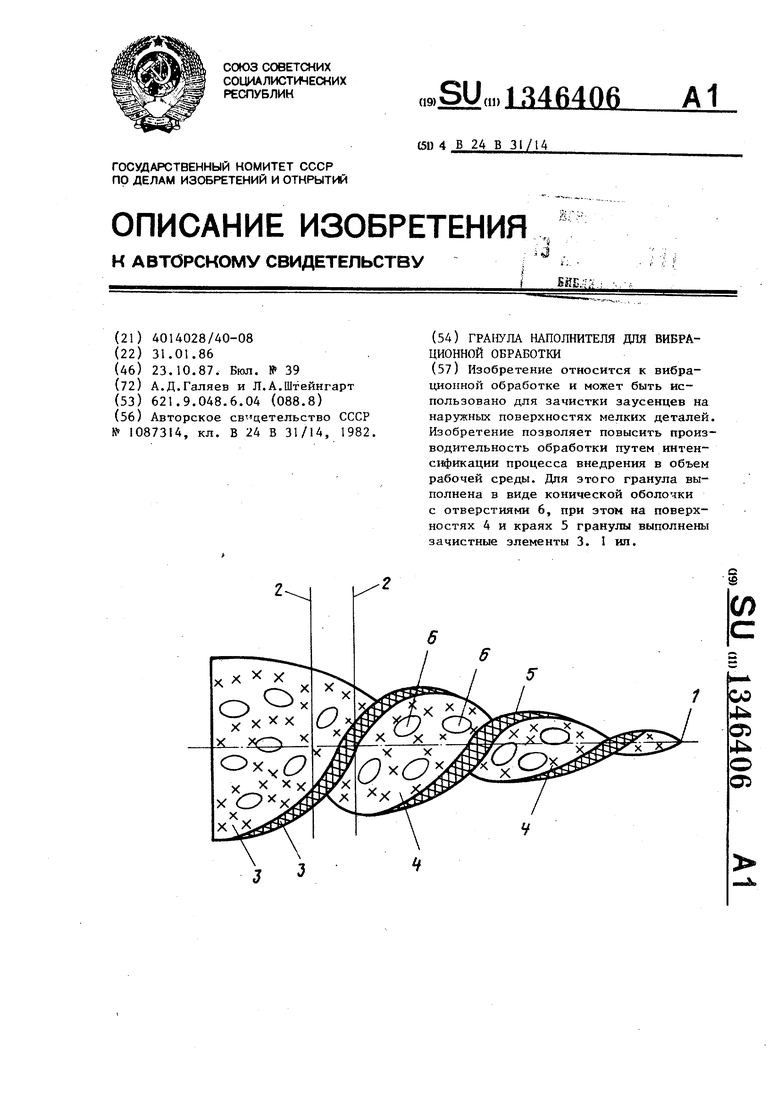
На чертеже приведена гранула наполнителя, общий вид.
Гранула наполнителя для вибрационной обработки содержит вершину 1 и выполнена из листового материала в виде равнобедренного треугольника, поперечные сечения 2 которого развернуты относительно друг друга с обра- зованием виштовой конической поверхности, а зачистные элементы 3 размещены на поверхностях 4 и по краям 5 и выполнены в виде накатки при этом на поверхностях 4 образованы сквозные отверстия 6
Предложенную гранулу изготавливают следующим образом.
Листовой материал раскраивают на полосы шириной, равной длине гранулы, и одним из известных способов.
3
например методом безотходной штампов-30 с максимальньпч размером 20 мм. Разки, на штампе из полос получают плас- меры гранулы могут быть приняты сле- тины в виде равнобедренного треуголь- дующие: длина гранулы 80 мм, шаг спи- ника со сквозными.отверстиями 6. За- рали 30 мм, толщина листа 3 мм, диатем на поверхности 4 и на края 5 наносят зачистные элементы 3 в виде рифлений, например накаткой профилированными роликами, после этого пластины изгибают с образованием винтовой конической поверхности. Грануле придают необходимую твердость путем проведения химико-термической обработки, после чего гранула готова к работе. Размеры гранулы зависят от размеров обрабатываемой детали. /Хпина гранулы может превышать максималь- 45 тей 4 и краев 5, и гранула дополниный размер обрабатываемой детали в 2-5 раз. При длине гранулы менее двух максимальных размеров обрабатываемой детали уменьшается длина спирали при закручивании поперечных сечений 2 и ухудшается относительное перемещение обрабатьшаемой детали по поверхности 4. При длине гранулы более пяти максимальных размеров обрабатываемой детали ухудшается контакт обрабатываемых деталей с зачистными элементами 3 поверхности 4. Шаг спирали при закручивании принимают не менее максимального размера обраба464062
тываемой детали из условия обеспечения свободного контакта обрабатываемой поверхности с зачистными элемен, тами 3 поверхности 4. Угол при вершине равнобедренного треугольника может быть принят 15 - 40° в зависимости от требуемой производительности обработки. При угле менее 15
10 ухудшается относительное добавочное перемещение детали по поверхности 4 гранулы и уменьшается поверхность за- чистных элементов 3, что приводит к снижению производительности обработ15 ки и ухудшает качество обработки. При выполнении угла при вершине равнобедренного треугольника более 40 ухудшаются условия изготовления гранулы при вьтолнении операции закручи20 вания спирали, а также снижается подвижность самой гранулы.
На поверхности 4 гранулы выполняют сквозные отверстия 6 с диаметром, равным не менее толщины материала, с
25 целью упрощения технологии изготовления сквозных отверстий 6 и получения их методом, например, вырубки на штампе. Например, требуется зачистить деталь по наружным поверхностям
35
метр отверстия 5 мм, угол при вершине равнобедренного треугольника 30 .
Обработка деталей производится следующим образом. В бункер вибрационной машины засыпают изготовленные гранулы и обрабатываемые детали. 40 Включают виброустройство машины, детали и гранулы перемешиваются, соударяясь, при этом поверхности oiSpa- батываемой детали взаимодействуют с зачистными элементами 3 поверхнос- ).
тельно получает вращение вокруг своей оси, при этом в результате взаимного перемещения гранулы и детали происходит снятие заусенцев. После оконча5Q ния зачистки отключают виброустройство, высыпают гранулы и детали и разделяют их.
Применение предложенных гранул рабочей среды для вибрационной обработ55 позволяет повысить производитель- ность обработки путем сообщения дополнительного вращения грануле вокруг своей оси в результате выполнения гранулы из листового материала
31346406
в виде винтовой конической поверхнос- лей и гранул в результате выполнения ти; исключения засаливания зачистных гранул в виде спирального клина, элементов, так как гранула выполнена Формула изобретения из листового материала со сквозными Гранула наполнителя для вибрацион- отверстиями и имеет возможность до- ной обработки, выполненная в виде полнительной вибрации; увеличения ко- винтовой оболочки, отличаю- личества поверхностей контакта при щ а я с я тем, что, с целью повьппе- обработке за счет спиральной формы ния производительности обработки, поверхности, несущей зачйстные эле- ю оболочка выполнена конической со менты; активного перемешивания дета- сквозными отверстиями и рифлениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гранула наполнителя для вибрационной обработки | 1986 |
|
SU1346407A1 |
| Гранула наполнителя для вибрационной обработки | 1989 |
|
SU1664531A1 |
| Гранула для вибрационной обработки | 1988 |
|
SU1541032A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1720842A1 |
| Гранула для вибрационной обработки | 1987 |
|
SU1426763A1 |
| Рабочее тело для вибрационной обработки | 1989 |
|
SU1668116A1 |
| Гранула для полировочных устройств | 1988 |
|
SU1634457A2 |
| Гранула для вибрационной обработки | 1991 |
|
SU1813615A1 |
| Контейнер устройства для вибрационной обработки | 1989 |
|
SU1763154A1 |
| Гранула наполнителя для вибрационной обработки | 1991 |
|
SU1815188A1 |
| Щелевая форсунка | 1925 |
|
SU873A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
