Изобретение относится к абразив-- ной обработке и может быть использовано для полировки пластин, в частности при изготовлении полупроводниковых детекторов излучений
Цель изобретения - повьппение точности обработки за счет обеспечения равномерного съема материала с полируемой поверхности.
На чертеже схематично изображено предложенное устройство.
Устройство содержит станину I со смонтированным на ней приводом 2 с Осью 3 вращения, на которой закреплен доводочный диск Д, наклоненный под углом 20-50 относительно горизонтальной плоскости. Пластины 5 крепятся на планшайбе 6 и прижимаются с помощью груза 7 к рабочей поверх- ности доводочного диска 45 имеющего бурт 8.
Устройство работает следующим образом.
Поверхность вращающегося доводочного диска 4 за счет сил трения увлекает за собой находящуюся на ней планшайбу 6, на которой закреплены пластины 5« Поскольку доводочный диск 4 наклонен, существует составляющая силы тяжести планшайбы, направленная параллельно поверхности доводочного диска. Одновременно на планшайбу;, находящу ося на. вращающемся доводочном диске , действуют центробежные силы, прижимающие ее к бурту 8о С помощью обруча 9 подбираются относительные угловые скорости. При этом посредством подбора груза 7, прижимающего планшайбу с пластинами к поверхности доводочного диска, вязкости рабочей смеси, нанесенной на поверхность доводочного диска, скорости доводочного диска, внешнего диаметра обруча и угла наклона доводочного диска подбираются такие условия, при которых планшайба равномерно катится по внутренней стороне бурта. Как показали эксперименты, происходит очень равномерный съем материала с пластины и обрабатьшаемые поверхности получаются с высокой точностью параллельности рабочей поверхПроведена обработка кремниевых пластин 0 21 мм. После обработки па- раметры пластин составляют: толщина 10 мкм, разнотолщинность в партии од
ности планшайбы. Величина угла наклона доводочного диска имеет существ-ен- повременно обработанных пластин ное значение. С увеличением его . 0,2 мкм, равнотолщинность каждой уменьшается составляющая силы тяжес- пластины О,1 мкм, плоскостность сто- .ти, перпендикулярная рабочей поверх- рон пластин 0,05 мкм, угол между ности доводочного диска, что ведет к плоскостью обрабатываемых поверхноссилу того,
кают паразитргые
уменьшению скорости съема материала обрабатьшае мых пластин. При малых углах наклона вращение планшайбы нестабильно или вовсе отсутствует из-за
уменьшения составляющей силы тяжести,
перпендикулярной оси вращения, при этом полностью прекращается съем материала. Оптимальный угол наклона до0 водочного диска, как установлено экспериментально, составляет 20-50.
После доводки образцы открепляются от планшайбы, переворачиваются и закрепляются вторично на поверхности
5 планпшйбы, теперь уже обработанной стороной (строго параллельно поверхности планшайбы). Другая сторона обрабатывается подобным же образом,и в результате пластина может иметь вы0 сокую плоскопараллельность сторон. В что в устройстве не возни- моменты сил, отпадает необходи юсть в дополнительных узлах, деталях, которые бы их компен5 сировали.
Пример. Доводочный диск диаметром 360 мм изготовлен из дюралюминия и установлен под углом к горизонту. Отклонение плоскости его поверх0 ности не превышает i 2 мкм. На поверхность доводочного диска натянут- батист. На батист нанесена алмазная паста требуемой зернистости, Необхо- димые условия по трению между поверхс ностью доводочного диска и образцами, закрепленными на планшайбе, достигаются регулированием вязкости алмазной пасты. Вязкость регулируется нанесением вазели 1ового масла на поверхQ ность доводочного диска.
Планшайба представляет собой стеклянную пластину диаметром 75 мм и толщиной 23 мм с кривизной поверхностей 0,030 мкм. На планшайбу иадевает5 ся эбонитовьш обруч. Грузы представляют собой набор латунных дисков.
Вращение доводочного диска осуществляется через ременную передачу с возможностью регулировки скорости
0 вращения.
Проведена обработка кремниевых пластин 0 21 мм. После обработки па- раметры пластин составляют: толщина 10 мкм, разнотолщинность в партии од повременно обработанных пластин 0,2 мкм, равнотолщинность каждой пластины О,1 мкм, плоскостность сто- рон пластин 0,05 мкм, угол между плоскостью обрабатываемых поверхностей деталей и рабочей плоскостью планшайбы 0,4.
Параметры пластин в зависимости от угла наклона доводочного диска приведены в таблице.
Формула изобретения Устройство для полирования плоских
поверхностей, содержащее смонтирован- ю 20-50 к горизонту.
10
0,00020 0,00020 0,00020 . 0,0010
0,00010 0,00010 0,00010 0,0005
ВНИИПИ Заказ.5078/13
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
ный на станине с возможностью вращения вокруг своей оси доводочньй диск с буртом и планшайбу для крепления деталей, отличающееся тем, что, с целью повышения точности обработки поверхности за счет обеспечения рапломерного съема материала, доводочный диск установлен под углом
Съем материала отсутствует, поскольку при таком малом угле наклона доводочного диска скатывающая сила, действующая на планшайбу, меньше силы трения между рабочей поверхностью доводочного диска и обрабатываемой поверхностью пластин при любых сочетаниях груза, вязкости рабочей смеси, скорости доводочного диска и диаметра обруча .
Точность обработки резко ухудшалась, что связано с неблагоприятным соотношением скатывающей силы, действующей на планшайбу, и силы, прижимающей планшайбу к поверхности доводочного диска.
Тираж 714 Подписное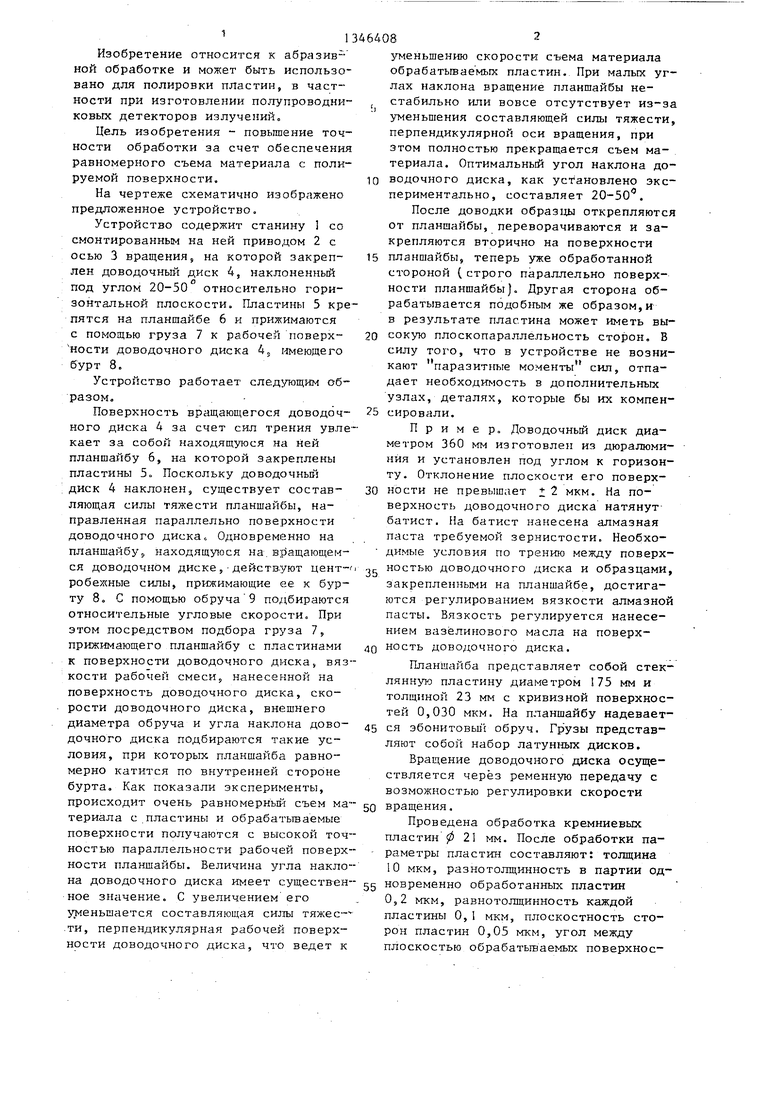

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИРОВАЛЬНИК | 1991 |
|
RU2036071C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ШЕСТЕРЕННОГО НАСОСА | 2011 |
|
RU2451837C1 |
| СПОСОБ ДОВОДКИ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ, ВЗАИМОДЕЙСТВУЮЩИХ С ВОДОЙ | 1990 |
|
SU1792555A3 |
| СПОСОБ ДОВОДКИ ОРИЕНТАЦИИ ПОДЛОЖЕК ДЛЯ ЭПИТАКСИИ АЛМАЗА | 2012 |
|
RU2539903C2 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ШЛИФОВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2545851C2 |
| Плоскодоводочный станок | 1982 |
|
SU1139617A1 |
| Полировальный состав для обработки германиевых пластин | 1980 |
|
SU937495A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1989 |
|
SU1792557A3 |
| Способ полирования | 1982 |
|
SU1215954A1 |
| Доводочная головка | 1979 |
|
SU854695A1 |
Изобретение относится к абразивной обработке и может быть использовано для полировки пластин. Цель изобретения - повьшение точности обработки за счет обеспечения равномерного съема материала с полируемой пластины. Устройство содержит доводочный диск 4, установленный с возможностью вращения вокруг своей оси, и планшайбу- 6 для закрепления пластин 5. При этом Доводочный диск 4 выполнен с буртом 8 и установлен под углом 20-50 ° к горизонтальной поверхности. В процессе обработки планшайбы 6, увеличенная в движе|1ии силой трения между пластинами 5 и поверхностью доводочного диска 4, испытывает действие скатывающей силы, равной составляющей силы тяжести планшайбы 6, направленной параллельно по- в,ерхности доводочного диска 4. Одновременно на планшайбу 6, находящуюся на вращающемся доводочном, диске 4, действуют центробежные силы, прижимающие ее к бурту 8. В результате действия этих сип планшайба как бы равномерно катится по внутренней стороне бурта 8. I ил, 1 табл. (Л СО 4 о: 4 О 00
| СПОСОБ ВИБРАЦИОННОЙ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 0 |
|
SU180103A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
