1
Изобретение относится к абразивной обработке и может быть использовано при изготовлении изделий электронной техники - кварцевых кристаллических элементов сложной формы для пьезоэлектрических резонаторов.
Известна доводочная головка, содержащая корпус с правильным кольцом и размещенный в нем с возможностью осевого перемещения шток с диском, несущим колодку с закрепленными кристаллическими элементами рj.
Недостатки данной головки заключаются в том, что шток с закрепленными пластинами опускается на диск вручную. Это приводит к ударам пластин о диск, значительному браку из-за скалов и поломки пластин; на каждый номинальный размер угла скоса необходимо иметь специальную колодку. Контролировать величину снятого в процессе обработки слоя материала невозможно (для этого необходимо снимать головку с диска, извлекать колодку и производить измерение). Кроме того, необходима многократная переклейка или перебазирование пластин на колодках для обработки двух основных плоскостей пластин и четырех скосов, что приводит к значительной потере производительности и снижению точности обработки. Вес штока, груза, колодки восприш1мается в началышй момент и первое время обработки острым ребром пластин, контактирующим с диском, что из-за очень больпшх удельных давлений вызывает сколы на ребрах пластин.
Цель изобретения - повышеш1е производительности и качества обработки,
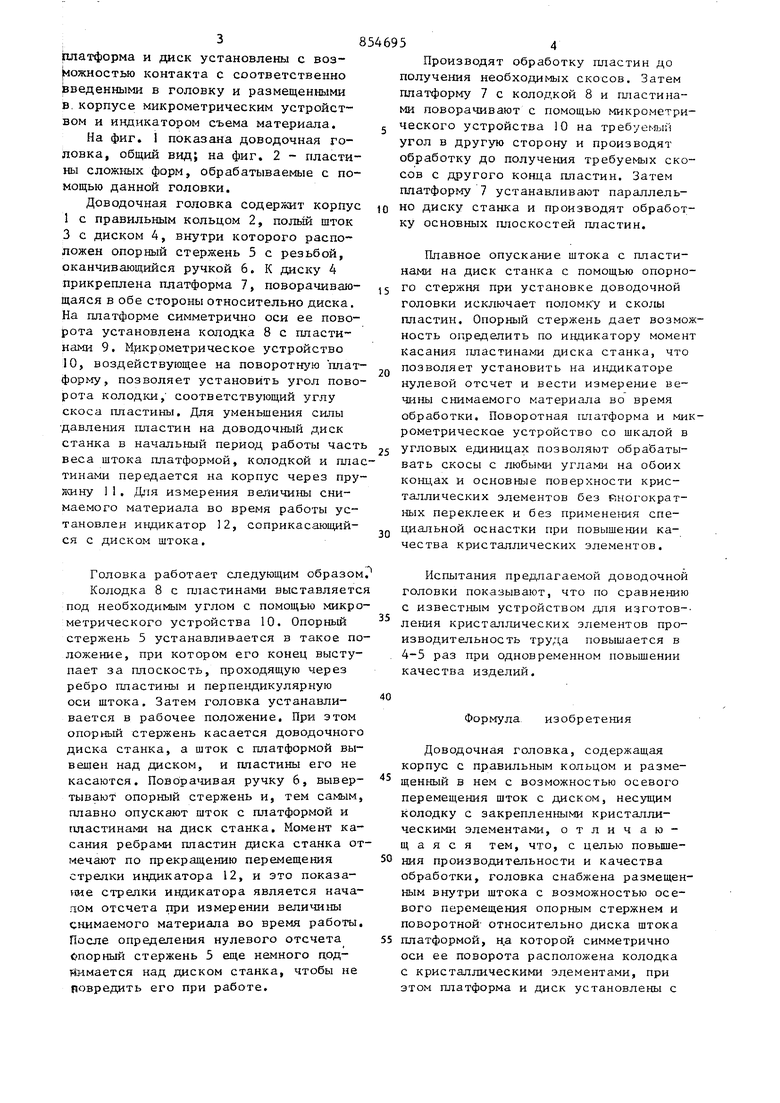
Поставленная цель досгагается ten, что головка снабжена размещенным внутри штока с возможностью осевого перемещения опорным стержнем и поворотной относительно диска штока ппагформой, на которой симметрично оси ее поворота расположена колодка с кристаллическими элементами, при этом платформа и диск установлены с возИожностью контакта с соответственно введенными в головку и размещенными в, корпусе микрометрическим устройством и индикатором съема материала. На фиг. 1 показана доводочная головка, общий вид; на фиг. 2 - пластины сложных форм, обрабатываемые с помощью данной головки. Доводочная головка содержит корпус 1 с правильным кольцом 2, польш шток 3 с диском 4, внутри которого расположен опорный стержень 5 с резьбой, оканчивающийся ручкой 6. К диску 4 прикреплена платформа 7, поворачивающаяся в обе стороны относительно диска. На платформе симметрично оси ее поворота установлена колодка 8 с пластинами 9. М;нкрометрическое устройство 10, воздействующее на поворотную плат форму, позволяет установить угол пово рота колодки, соответствующий углу скоса пластины. Для уменьшения силы давления пластин на доводочный диск станка в начальный период работы част веса штока платформой, колодкой и пла тинами передается на корпус через пру ясину 1 1 . Для измерения величины снимаемого материала во время работы установлен индикатор 12, соприкасающийся с диском штока. Головка работает следующим образом Колодка 8 с пластинами выставляетс под необходимым углом с помощью микро метрического устройства 10. Опорный стержень 5 устанавливается в такое по ложение, при котором его конец выступает за плоскость, проходящую через ребро пластины и перпендикулярную оси штока. Затем головка устанавливается в рабочее положение. При этом опорный стержень касается доводочного диска станка, а шток с платформой вывещен над диском, и пластины его не касаются. Поворашвая ручку 6, вывертывают опорный стержень и, тем самым плавно опускают шток с платформой и пластинами на диск станка. Момент ка сания ребрами пластин диска станка о мечают по прекращению перемещения стрелки индикатора 12, и это показа ие стрелки индикатора является нача лом отсчета при измерении величины с шмаемого материала во время работы После определения нулевого отсчета опорный стержень 5 еще немного подгШмается над диском станка, чтобы не повредить его при работе. 8 4 Производят обработку пластин до получения необходимых скосов. Затем платформу 7 с колодкой 8 и пластинами поворачивают с помощью микрометриеского устройства 10 на требуег-ый угол в другую сторону и производят обработку до получения требуемых скосов с другого конца пластин. Затем платформу 7 устанавливают параллельно диску станка и производят обработку основных плоскостей пластин. Плавное опускание штока с пластинами на диск станка с помощью опорного стержня при установке доводочной головки исключает поломку и сколь: пластин. Опорный стержень дает возможность определить по И1щикатору момент касания пластинами диска станка, что позволяет установить на индикаторе нулевой отсчет и вести измерение ве- чины снимаемого материала во время обработки. Поворотная платформа и микрометрическое устройство со шкалой в угловых единицах позволяют обрабатывать скосы с любыми углами на обоих концах и основные поверхности кристаллических элементов без йногократmix переклеек и без применения специальной оснастки при повышении качества кристаллических элементов. Испытания предлагаемой доводочной головки показывают, что по сравнению с известным устройством для изготов-ления кристаллических элементов производительность труда повышается в 4-5 раз при одновременном повьш1ении качества изделий. Формула, изобретения Доводочная головка, содержащая корпус с правильным кольцом и размещенный в нем с возможностью осевого перемещения шток с диском, несущим колодку с закрепленными кристаллическими элементами, отличающаяся тем, что, с целью повьш1ения производительности и качества обработки, головка снабжена размещенным внутри штока с возможностью осевого перемещения опорным стержнем и поворотной- относительно диска штока платформой, н.а которой симметрично оси ее поворота расположена колодка с кристаллическими элементами, при этом платформа и диск установлены с
возможностью контакта с соответстзен но введенным в головку и размещенными в корпусе микрометрическим устройством и индикатором съема материала.
W
7 4
Источники информации, принятые во внимание при экспертнэе
1. Авторское свидетельство СССР № 238367, кл. В 24 В 37/04, 1962.
П
фие. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для закрепления плоских изделий,обрабатываемых на притирочных станках | 1976 |
|
SU596424A2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| КОМПЛЕКС ВОЗДЕЙСТВИЯ НА ОБЛАКА | 2003 |
|
RU2267914C2 |
| Приспособление для заточки многолез-ВийНОгО иНСТРуМЕНТА | 1976 |
|
SU804377A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
