13А6440
элементов 4, предотвращая тем самым защемление материала между смежными формующими элементами. В конце рабочего хода формующих элементов 3 полностью устраняется щель между боковы ми поверхностями смежных формующих
1
Изобретение относится к переработе полимерных материалов преимущестенно при изготовлении изделий из омпозиционных волокнистых материлов, например стеклопластиков, фор- ;, ованием в рресс-форме путем попереч- ой опрессовки.
Цель изобретения - повьииение каества изделия и расширение технологических возможностей за счет обеспе- Ю чения изготовления изделий из композиционных волокнистых материалов.
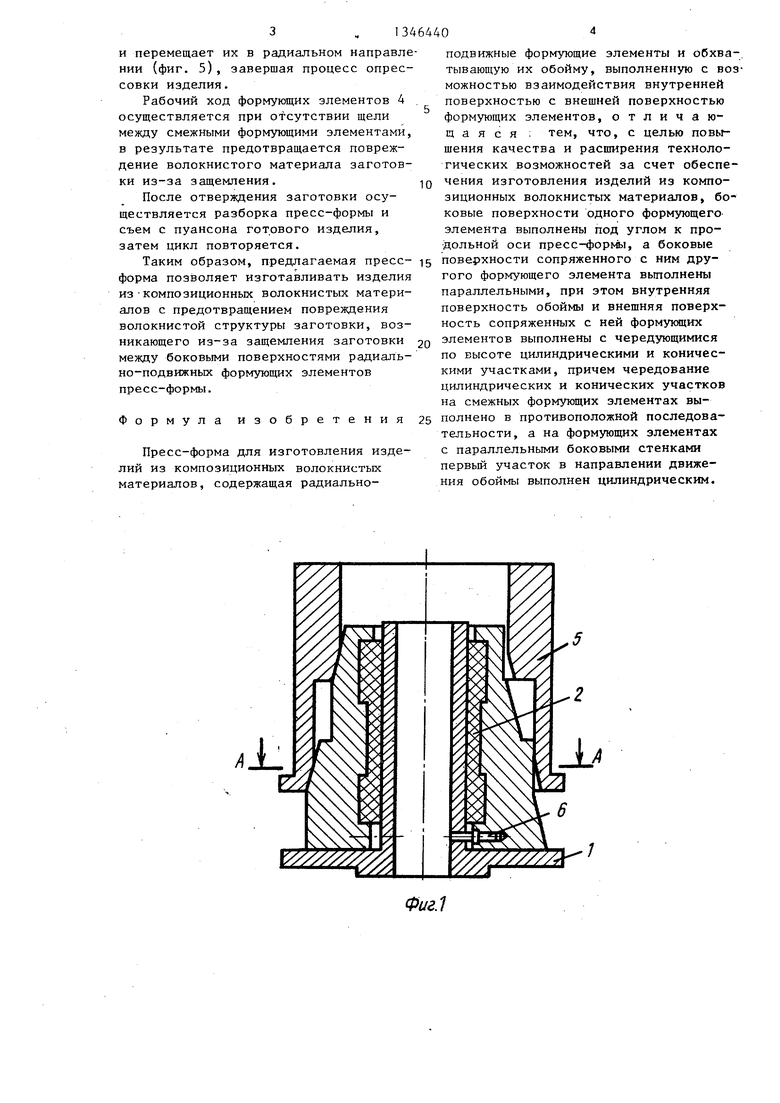
На фиг. 1 изображена предлагаемая пресс-форма при исходном положении подвижных частей; на фиг. 2 - разрез 15 А-А на фиг. 1; на фр1г. 3 - пресс-форма при положении подвижных частей после опрессовки заготовки угловыми формующими с элементами; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - 20 пресс-форма при положении подвижных частей после завершения опрессовки изделия; на фиг. 6 - разрез В-Б на фиг. 5,
Пресс-форма для изготовления изде- 25 ЛИЙ из композиционного волокнистого материала содержит пуансон 1, на который уложена заготовка 2., радиально- подвижные формующие элементы 3 и 4., обхватываемые обоймой 5.30
Обойма 5 выполнена с возможностью взаимодействия внутренней поверх- - ностью с внешней поверхностью формующих элементов. Боковые поверхности формующих элементов 3 выполнены под 35 углом, направленным к продольной оси пресс-формы, а боковые поверхности сопряженных с ними формующих элементов 4 вьшолнены параллельными.
Внутренняя поверхность обоймы 5 40 и внешняя поверхность сопряженных с ней формующих элементов 3 и 4 выполнены с чередующимися по высоте цилиндрическими и коническими участками.
элементов. Рабочий ход формующих элементов 4 осуществляется при отсутствии щели между смежными формующими элементами, в результате предотвращается повреждение волокнистого материала заготовки из-за защемления. Ь ил.
причем чередование цилиндрических и конических участков на смежных формующих элементах выполнено в противоположной последовательности. На формующих элементах 4 первый участок в направлении рабочего движения обоймы выполнен цилиндрическим. Для фиксации формующих элементов 3 и 4 от перемещения в продольном направлении на них установлены фиксирующие штыри 6 , а на пуансоне выполнены соответствующие фиксирующие отверстия.
Пресс-форма работает следующим образом.
На пуансоне 1 из волокнистого материала, предварительно пропитанного полимерным связующим,формируют заготовку 2. На пуансон с заготовкой устанавливают формующие элементы 3 и 4 затем - обойму 5 (фиг. 1). Под действием рабочего усилия, осуществляемого, например, прессом, обойма перемещается вниз и коническими участками воздействует на формующие элементы 3, которые совершают рабочий ход в радиальном направлении.
При этом в процессе обжатия заготовки формующими элементами 3 внешний периметр заготовки увеличивается, в результате волокнистьш материал заготовки подвергается дополнительному натяжеьшю и отходит от кромок формующих элементов 4, предотвращая тем самым защемление материала между смежными формующими элементами. Б конце рабочего хода формующих элементов 3 полностью устраняется щель меткду боковыми поверхностями смежных формующих элементов (фиг. З). При дальнейшем движении обойма 5, фиксируя цилиндрическими участками формующие элементы 3 в конечном положении, входит коническими участками во взаимодействие с форм тощими элементами 4
и перемещает их в радиальном направлении (фиг. 5), завершая процесс опрес- совки изделия.
Рабочий ход формующих элементов 4 осуществляется при отсутствии щели между смежными формующими элементами, в результате предотвращается повреждение волокнистого материала заготовки из-за защемления.
После отверждения заготовки осуществляется разборка пресс-формы и съем с пуансона готового изделия, затем цикл повторяется.
Таким образом, предлагаемая пресс- 15 поверхности сопряженного с ним друформа позволяет изготавливать изделия изкомпозиционных волокнистых материалов с предотвращением повреждения волокнистой структуры заготовки, возникающего из-за защемления заготовки между боковыми поверхностями радиаль- но-подвижных формующих элементов пресс-формы.
Формула изобретения
Пресс-форма для изготовления изделий из композиционных волокнистых материалов, содержащая радиально
64404
подвижные формующие элементы и обхва-, тывающую их обойму, выполненную с возможностью взаимодействия внутренней поверхностью с внешней поверхностью формующих элементов, отличающаяся : тем, что, с целью повьг- шения качества и расширения технологических возможностей за счет обеспе- 10 чения изготовления изделий из композиционных волокнистых материалов, боковые поверхности одного формующего элемента выполнены под углом к продольной оси пресс-форьь, а боковые
0
гого формующего элемента вьтолнены параллельными, при этом внутренняя поверхность обоймы и внещняя поверхность сопряженных с ней формующих элементов выполнены с чередующимися по высоте цилиндрическими и коническими участками, причем чередование цилиндрических и конических участков на смежных формующих элементах вы- 5 полнено в противоположной последовательности, а на формующих элементах с параллельными боковыми стенками первый участок в направлении движения обоймы выполнен цилиндрическим.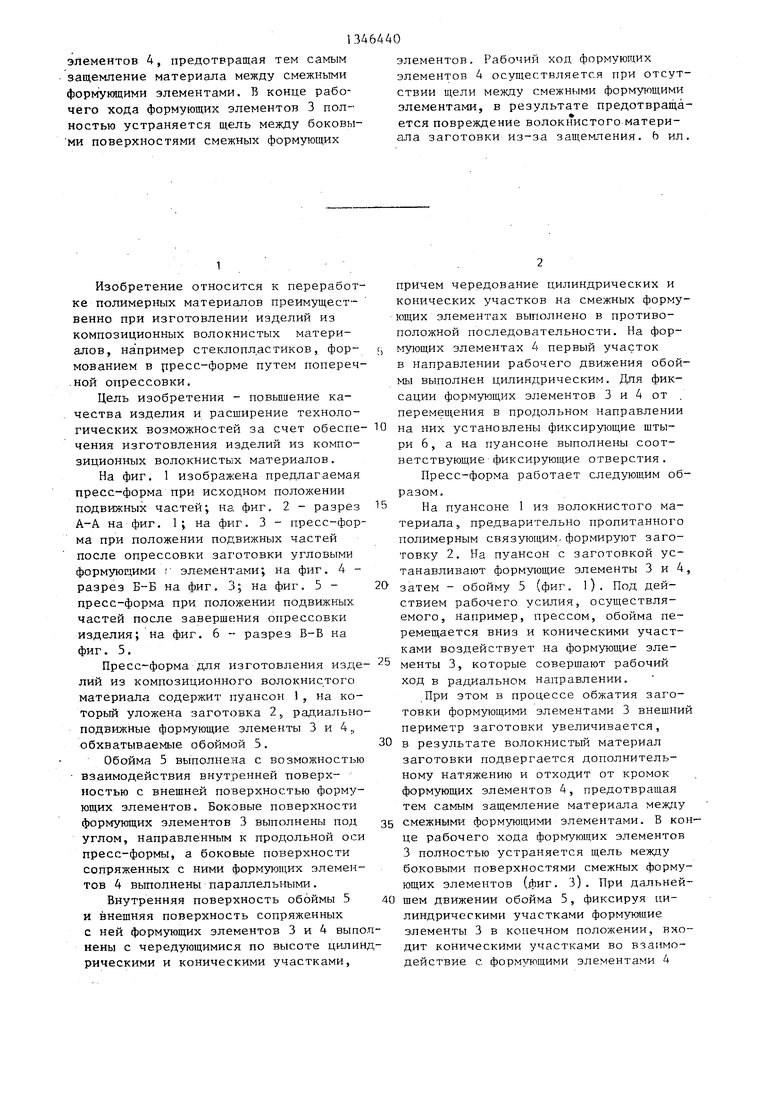
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для формования изделий из армированного полимерного материала | 1986 |
|
SU1366413A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| Форма для изготовления изделий из композиционного материала методом пропитки под давлением | 1985 |
|
SU1316840A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Способ изготовления кольцевых изделий | 1977 |
|
SU673463A1 |
| Штамп для выдавливания полых изделий с наружными фланцами | 1978 |
|
SU721236A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Пресс-форма для изготовления полимерных изделий | 1983 |
|
SU1140993A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Способ изготовления слоистой конструкции из композиционного материала и устройство для его осуществления | 1990 |
|
SU1785910A1 |
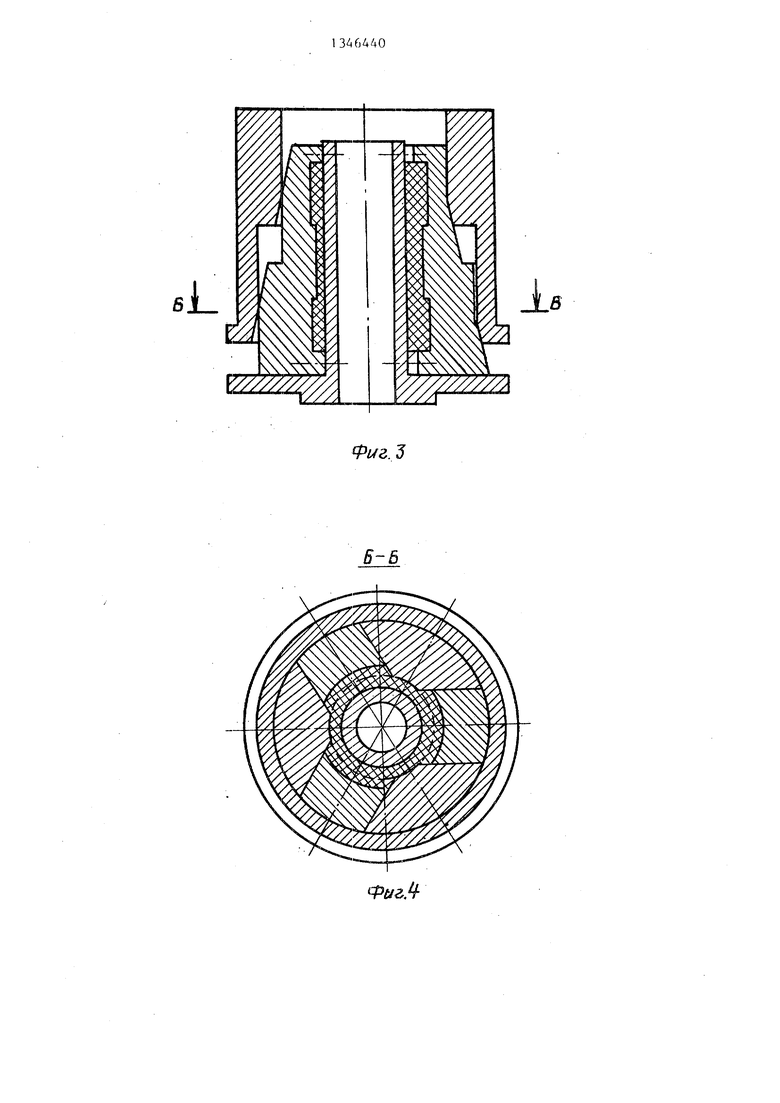

Изобретение относится к переработке полимерных материалов преимущественно при изготовлении изделий из композиционных волокнистых материалов, например стеклопластиков, формованием в пресс-форме путем поперечной опрессовки. Целью изобретения является повышение качества изделия и расширение технологических возможностей пресс-формы за счет обеспечения изготовления изделий из композиционных волокнистых материалов. Для этого в пресс-форме, содержащей радиально-подвижные формующие элементы и обхватывающую их обойму, выполненную с возможностью взаимодействия внутренней поверхностью с внешней поверхностью формующих элементов 3 и 4, боковые поверхности одного формующего элемента 3 выполнены под углом к продольной оси пресс-формы, а боковые поверхности сопряженного с ним другого формующего элемента 4 выполнены параллельными, при этом внутренняя поверхность обоймы и внешняя поверхность сопряженных с ней формующих элементов выполнены с чередующимися по высоте цилиндрическими и коническими участками, причем чередование цилиндрических и конических участков на смежных формующих элементах выполнено в противоположной последовательности и на формующих элементах с параллельными боковыми стенками первьй участок в направлении движения обоймы выполнен цилиндрическим. В процессе обжатия заготовки формующими элементами 3 внешний периметр заготовки увеличивается, в результате волокнистый материал заготовки подвергается дополнительному натяжению и отходит от кромок формующих А-А (Л оо 4 05 NU 4
1 А ГуТУТчл Л J 1
Фиг.1
т
Фиг. З
Фиг.
m /////M
fi
Фиг. 5
fl-5
Редактор П.Гереши
Составитель А,- Крючков
Техред М.ДидыкКорректор А.Обручар
Заказ 5080/14 . Тираж 564 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.«., - ..- - - - - «- - - - - - - - - - - - - - - - - - -
Производственно-.полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг,. 6
| УСТРОЙСТВО для ПОПЕРЕЧНОЙ ОПРЕССОВКИ | 0 |
|
SU265420A1 |
| Солесос | 1922 |
|
SU29A1 |
| I | |||
