Изобретение относится к сварке пластмасс, в частности к материалам в виде прутков для сварки термопластов.
Целью изобретения является повьше- ние производительности при сварке нагретым присадочным материалом.
I
На фиг, 1-3 показаны одинарньм, двойной и тройной прутки соответственно, поперечное сечение.
Сварочный пруток 1 имеет внутренний сплошной канал 2, причем наружная поверхность 3 прутка и его внутренняя поверхность 4, образующая канал, концентричны.
Такая конструкция сварочного прутка обеспечивает постоянную суммарную толщину полимерного материала в ра- диальном направлении и позволяет нагревать пруток как снаружи, так и изнутри. Это дает возможность интенси фидировать процесс плавления, полу- чать расплав с более равномерной тем- пературой и обеспечивать достижение большой производительности сварочного оборудования. Так, например, по сравнению с прутками круглого сечения диаметром 4 мм при применении присадочно го прутка с наружным диаметром 10 мм и внутренним каналом диаметром 6 мм, имеющего такую же суммарную толщину полимерного материала в радиальном направлении, производительность сварочного оборудования может быть повышена не менее, чем в 4 раза.
В процессе сварки присадочный пру- ток принудительно непрерьшно подается :в канал сварочного устройства, нагретого до температуры, на 50-100 С превышающей Температуру перехода полимерного материала в вязкотекучее состояние.
Канал сварочного устройства имеет три зоны: входную часть, камеру плавления и выходную часть. Во входной части сварочный пруток остается еще жестким и выполняет роль поршня. В камере плавления полимерный материал
10
15
0 Z5 зо
0
5
переходит в вязкотекучее состояние. В зависимости от толщины стенки прутка камера плавления может вьтолняться с дополнительным осевым нагревателем или без него.
При расплавлении полимерного материала его объем увеличивается на 15- 20%, поэтому, если толщина стенки прутка позволяет прогреть материал при одностороннем подводе тепла (через наружную поверхность), а площадь сечения внутреннего канала составляет 15-20% сечения стенок прутка, в камере плавления дополнительньй осевой нагреватель не устанавливается. В этом случае расплав полимера соединяется в один поток уже в камере плавления и в таком виде проходит выходг ную часть канала и поступает в зону сварки.
,. Если толщина стенки прутка не позволяет обеспечить равномерную температуру прогрева полимерного материала при одноосном подводе тепла, по оси камеры плавления устанавливается дополнительный нагреватель, имеющий в сечении конфигурации канала. Это интенсифицирует процесс плавления, а соединение расплава в один поток происходит в выходной части канала,
Пруток с-внутренним каналом, имея жесткость, обеспечивающую продавли- вание расплавленной полимерной массы в зону сварки, позволяет значительно повысить производительность сварочных работ при лучшем качестве сварных соединений.
Формула изобретения
Присадочный пруток для сварки термопластов сложного сечения, отличающийся тем, что, с целью повышения производительности при сварке нагретым присадочньм материалом, пруток имеет сплошной внутренний канал, поверхность которого вьтолнена концентричной наружной поверхности прутка.
/ { -Г .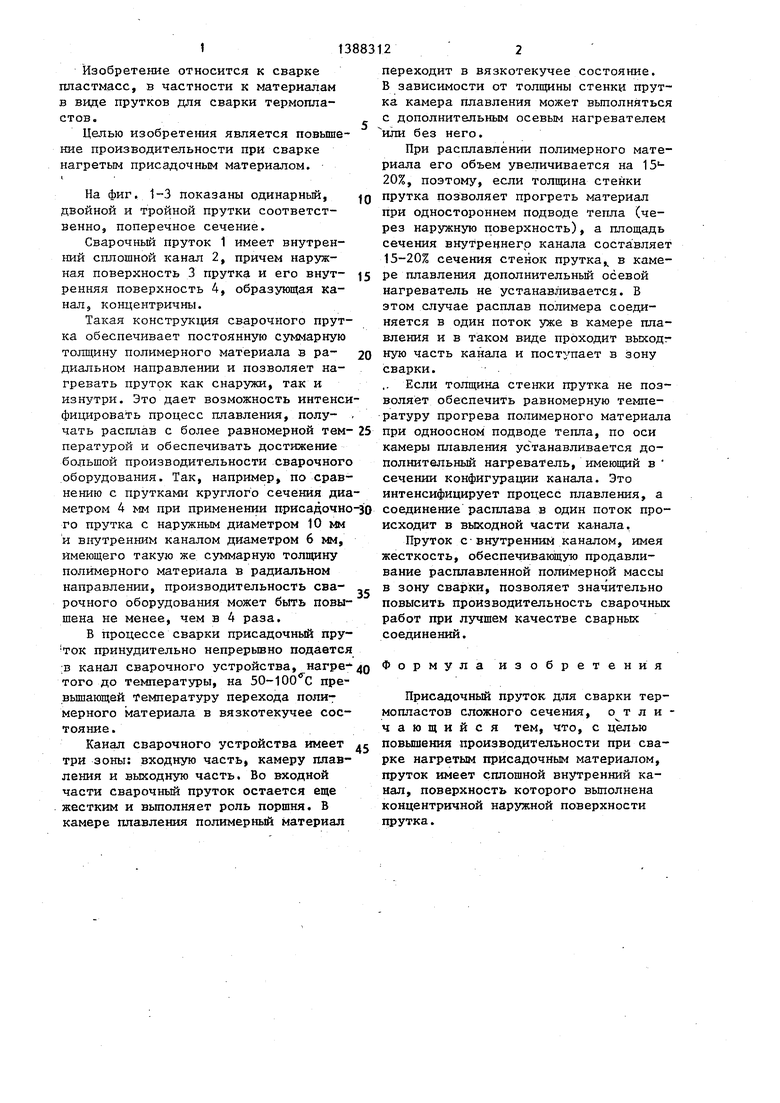
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов нагретым присадочным материалом | 1985 |
|
SU1346443A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для химической сварки пластиковых прутков для 3D-печати и способ его использования | 2021 |
|
RU2781970C1 |

Изобретение относится к области сварки пластмасс нагретым газом с присадочным материалом. Цель изобретения - повышение производительности процесса сварки. Для этого присадочный пруток выполнен со сплошным внутренним каналом, поверхность которого концентрична наружной поверхности прутка. 3 ил.
1 2 .34
сриг
дзие.г
фиг.з
| Сварка пластмасс при сооруже.нии объектов нефтяной и газовой промьш- ленности | |||
| М.: Недра, 1984, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
