Изобретение относится к устройствам для нанесения покрытий на поверхность изделий, например, в электростатическом поле.
Целью изобретения является обеспечение возможности нанесения покрытий на изделия, различные по форме захва- тьшаемой части и высоте, и повьшение производительности установки.
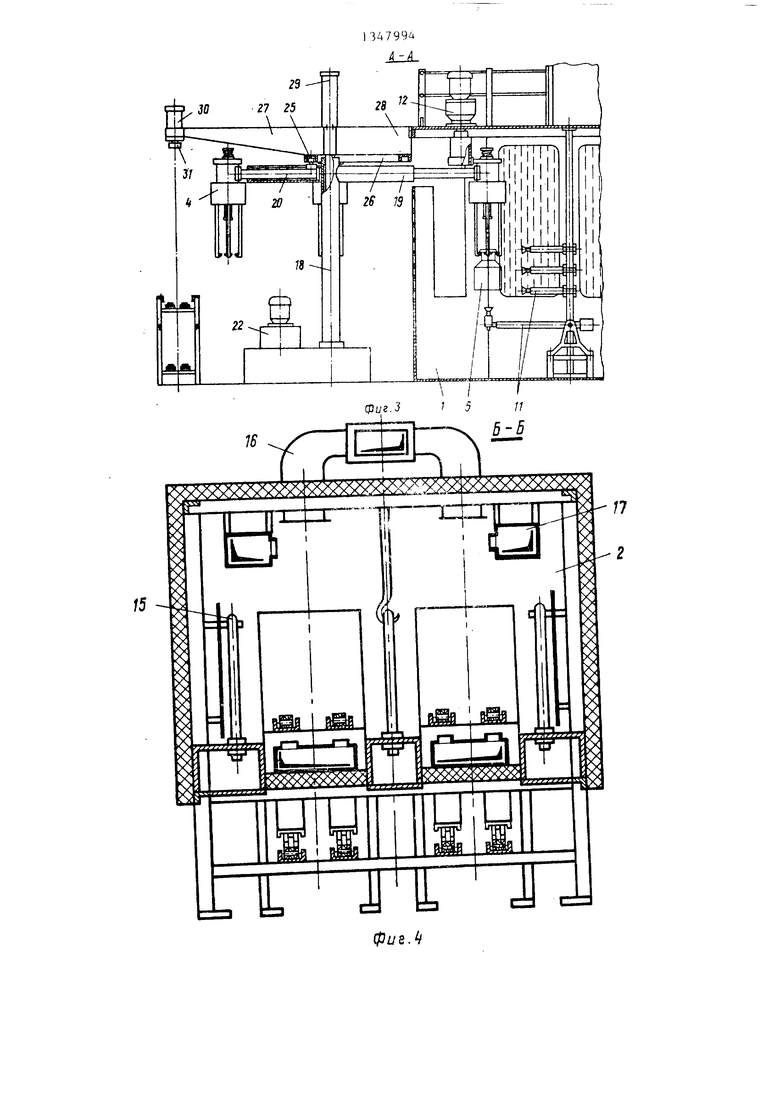
На фиг.1 показана установка,
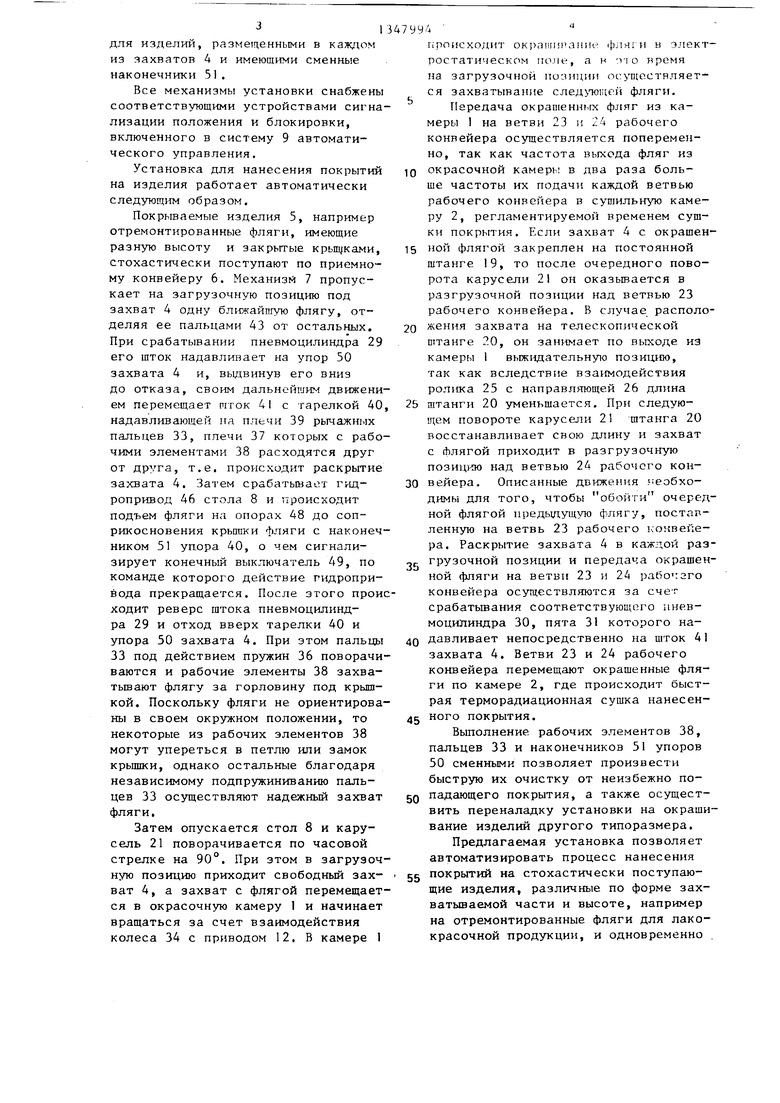
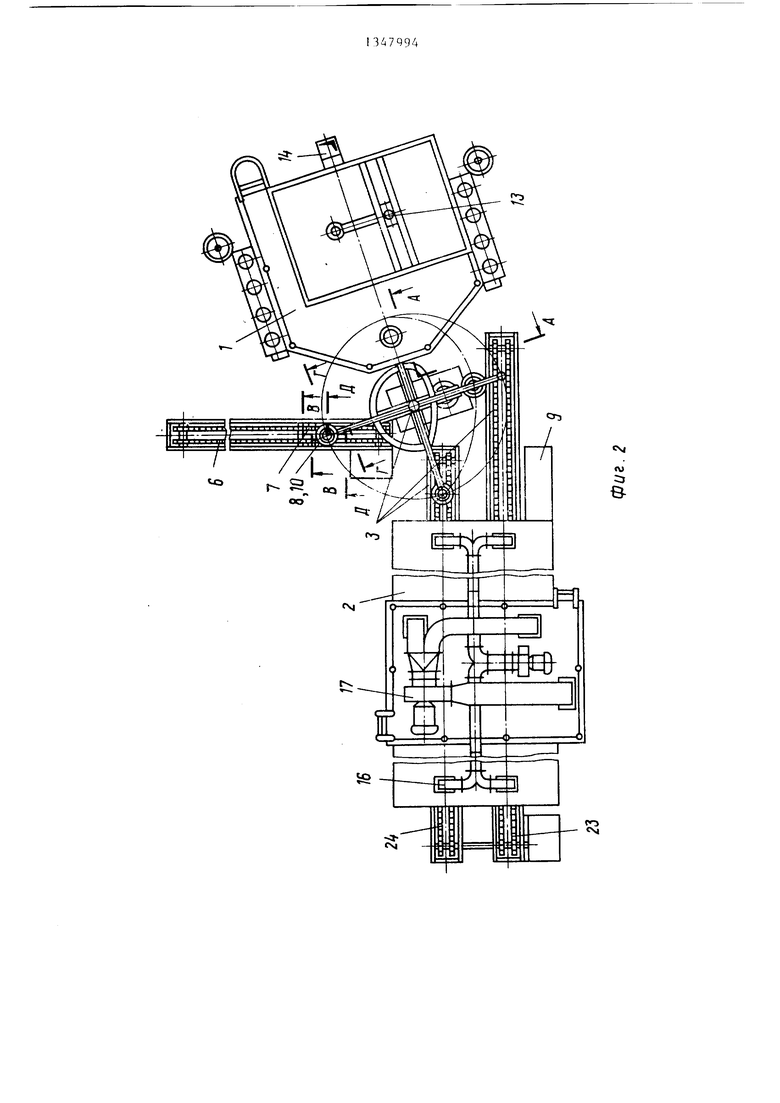
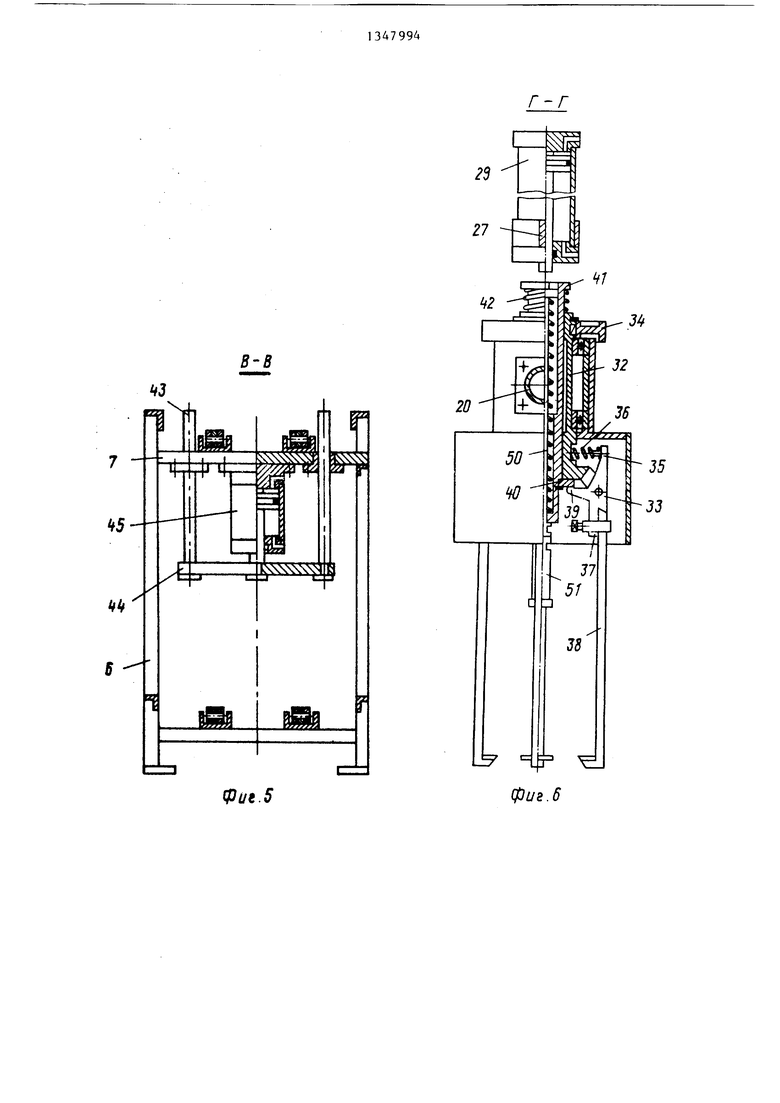
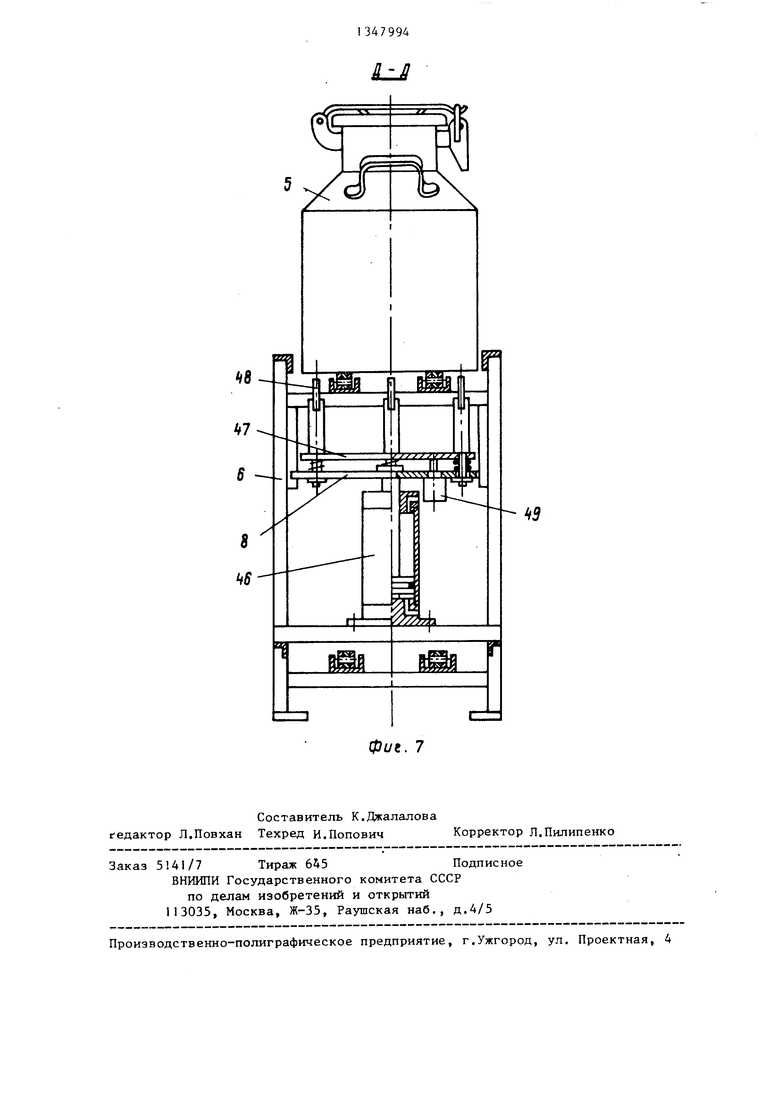
общий вид спереди; на фиг.2 - то же, план; на фиг.З - разрез А-А на фиг.2 на фиг.4 - разрез Б-Б на фиг.1 (сушильная камера); на фиг.З - разрез В-В на фиг.2 (механизм поштучного отделения изделий); на фиг.6 - разрез Г-Г на фиг.2 (захват для изделий); на фиг.7 - разрез Д-Д на фиг.2 (подъемный стол);
Установка для нанесения покрытий на изделия содержит рабочую окрасочную электростатическую 1 и сушильную терморадиационную 2 камеры, транспортирующее устройство 3 с захватами 4 для изделий 5, приемный цепенесущий конвейер 6 с механизмом 7 поштучного отделения изделий и подъемный стол 8, систему 9 автоматического управления, механизм 10 автоматического позиционирования захватьшаемой части изделия.
Окрасочная камера 1 (фиг.2 и З) содержит электростатические краско- распыпители 11, привод 12 для вращения захватов 4, высоковольтное выпрямительное устройство 13 и систему 14 вытяжной вентиляции. В стеике камеры выполнен проем для ввода и вывода захватов с изделиями.
Сушильная камера 2 (фиг.4) содержит три ряда трубчатых электрических нагревателей-15 и снабжена системами вытяжной 16 и рециркуляционной 17 вентиляций.
Транспортирующее устройство 3 выполнено в виде колонны 18 с кон- сольно закрепленными иа ней постоянными 19 и телескопическими 20 штангами с образованием карусели 21 привода 22 ее шагового поворота на 90° и цепного многорядного конвейера образованного двумя параллельными ветвями 23 и 24, размещенного в су45 ла 44 со штоком пневмоцилиидра 45 Подъемный стол 8 (фиг.7) установл также под цепями конвейера 6 напро тив загрузочной позиции захвата 4 имеет гидропривод 46.
50
Механизм 10 автоматического поз ционирования захватьшаемой части изделия (Лиг.6 и 7J образоваи подпружиненной плитой 47 с ножевидным опорами 48, расположенной над стол
шильной камере 2. Захваты 4 закрепле- 8, к которому прикреплен конечный ны на штангах 19 и 20, при этом теле-. выключатель 49, включенный в цепь скопические штанги 20 снабжены роликами 25 для взаимодействия с кривоуправления гидроприводом 46, и выд вижными подпружиненными упорами 50
0
5
линейной направляющей 26, связанной с укосинами 27 и 28, закрепленными на колонне 18, посредством чего - обеспечивается возможность возвратно-поступательного перемещения захватов 4 к оси карусели 21. Привод 22 содержит механизм с мальтийским крестом (не показан), служащий для преобразования непрерьшного вращательного движения во вращательное с периодическими остановками. Привод 22 предназначен для последовательного перемещения захватов 4 в каж5 дую из четырех позиций: загрузочную - над приемным конвейером 6, окрасочную - в камере 1 и две разгрузочные - над ветвями 23 и 24 рабочего конвейера. Над тремя позициями захватов 4 размещены прикрепленные к укосинам 27 пневмоцилиндры: над загрузочной позицией - длинноходо- вой 29 и над разгрузочными позициями - короткоходовые 30, имеющие пяты 31 на концах штоков.
Захват 4 (фиг.б) содержит установленный на подшипниках шпиндель 32,, к нижней части которого шарнирно прикреплены пальцы 33, а на верх0 ней закреплено колесо 34. Пальцы 33 вьтолнены в виде трехплечих рычагов, плечи 35 которых поджаты пружинами 36 независимо друг от друга, к плечам 37 прикреплены сменные рабочие
g элементы 38, а плечи 39 упираются в тарелку 40, закрепленную на нижнем конце полого штока 41, проходящего сквозь шпиндель 32 и поджатого вверх пружиной 42.
0 Механизм 7 (фиг.5) поштучного отделения изделий размещен под цепями приемного конвейера 6 перед подъемным столом 8 и содержит два пальца 43, соединенные посредством коромыс5 ла 44 со штоком пневмоцилиидра 45. Подъемный стол 8 (фиг.7) установлен также под цепями конвейера 6 напротив загрузочной позиции захвата 4 и имеет гидропривод 46.
50
Механизм 10 автоматического позиционирования захватьшаемой части изделия (Лиг.6 и 7J образоваи подпружиненной плитой 47 с ножевидными опорами 48, расположенной над столом
8, к которому прикреплен конечный выключатель 49, включенный в цепь
управления гидроприводом 46, и выдвижными подпружиненными упорами 50
1
для изделий, размещенными в каждом из захватов 4 и имеющими сменные наконечники 51.
Все механизмы установки снабжены соответствующими устройствами сигнализации положения и блокировки, включенного в систему 9 автоматического управления.
Установка для нанесения покрытий на изделия работает автоматически следующим образом.
Покрываемые изделия 5, например отремонтированные фляги, имеющие разную высоту и закрытые крыщками, стохастически поступают по приемному конвейеру 6. Механизм 7 пропускает на загрузочную позицию под захват 4 одну ближайшую флягу, отделяя ее пальцами 43 от остальных. При срабатывании пневмоцилиндра 29 его щток надавливает на упор 50
захвата 4
выдвинув его вниз
до отказа, своим дальнейшим движением перемещает шток 41 с тарелкой 40, надавливающей па плечи 39 рычажных пальцев 33, плечи 37 которых с рабочими элементами 38 расходятся друг от друга, т.е. происходит раскрытие захвата 4. Затем срабатьюает гид- ропривод 46 стола 8 и происходит подъем фляги на опорах 48 до соприкосновения крышки фляги с наконечником 51 уаора 40, о чем сигнализирует конечный выключатель 49, по команде которого действие гидропривода прекращается. После этого происходит реверс штока пневмоцилиндра 29 и отход вверх тарелки 40 и упора 50 захвата 4. При этом пальцы 33 под действием пружин 36 поворачиваются и рабочие элементы 38 захва- тьшают флягу за горловину под крышкой. Поскольку фляги не ориентированы в своем окружном положении, то некоторые из рабочих элементов 38 могут упереться в петлю или замок крьшжи, однако остальные благодаря независимому подпружиниванию пальцев 33 осуществляют надежный захват фляги.
Затем опускается стол 8 и карусель 21 поворачивается по часовой стрелке на 90°. При этом в загрузочную позицию приходит свободный зах- ват 4, а захват с флягой перемещается в окрасочную камеру 1 и начинает вращаться за счет взаимодействия колеса 34 с приводом 12. В камере 1
происходит окрашипание фляги н электростатическом поле, а н :ri о время па загрузочной позиции ос%тцоствляег- ся захватывание след тощей фляги.
Передача окрашенньгх фляг из камеры 1 на ветви 23 и 24 рабочего конвейера осуществляется попеременно, так как частота выхода фляг из окрасочной камеры в два раза боль- ще частоты их подачт каждой ветвью рабочего конвейера в сушильную камеру 2, регламентируемой временем сущ- ки покрытия. Если захват 4 с окрашенной флягой закреплен на постоянной штанге 19, то после очередного поворота карусели 21 он оказьгоается в разгрузочной позиции над ветвью 23 рабочего конвейера. В случае расположения захвата на телескопической ттанге 20, он занимает по выходе из камеры 1 выж1щательную позицию, так как вследствие вза гмодействия ролика 25 с направляющей 26 длина штанги 20 уменьшается. При следующем повороте карусели 2 штанга 20 восстанавливает свою длину и захват с Ллягой приходит в разгрузочную позицию над ветвью 24 рабочего конвейера. Описанные движения необходимы для того, чтобы обойти очередной флягой 11редыдущ то флягу, постпр- ленную на ветвь 23 рабочего 1.:оквейе- ра. Раскрытие захвата 4 в каждой разгрузочной позиции и передача окрашенной фляги на ветви 23 и 24 рабочгго конвейера осуществляются за счет срабатьшания соответствующего анев- моцилиндра 30, пята 31 которого надавливает непосредственно на шток 41 захвата 4. Ветви 23 и 24 рабочего конвейера перемещают окрашенные фляги по камере 2, где происходит быстрая терморадиационная сушка нанесенного покрытия.
Вьтолнение. рабочих элементов 38, пальцев 33 и наконечников 51 упоров 50 сменными позволяет произвести быструю их очистку от неизбежно попадающего покрытия, а также осуществить переналадку установки на окрашивание изделий другого типоразмера.
Предлагаемая установка позволяет автоматизировать процесс нанесения покрытий на стохастически поступающие изделия, различные по форме захватываемой части и высоте, например на отремонтированные фляги для лакокрасочной продукции, и одновременно
повьпиает произродительность труда при выполнении этой операции.
Формула изобретения
1,Установка для нанесения покрытий на изделия, содержащая окрасочную и сушиль гую камеры, транспортирующее устройство с захватами для изделий, приемный конвейер а механизмом поштучного отделения изделий, подъемный стол и систему автоматического управления, отличающаяся тем, что, с целью обеспечения нанесения покрытий на изделия, различные по форме захватьшаемо части и высоте, и повышения производительности установки, она снабжена механизмом автоматического позиционирования захватьтаемой части изделия, а транспортирующее устройство выпол479946
нено в виде колонны с консольно закрепленными на ней штангами с образованием карусели, привода шагового поворота последней и цепного многорядного конвейера, причем захваты смонтированы на штангах карусели с возможностью возвратно-поступательного перемещения к оси карусели, а их пальцы независимо подпружинены.
10
2, Установка по п.1, отличающаяся тем, что механизм автоматического позиционирования захватываемой части изделия вьшол- нен в виде установленной над подъемным столом подпружиненной плиты с ножевыми опорами, конечного выключателя, закрепленного на столе, и вьщвижных подпружиненных упоров со сменными наконечниками, смонтированных в каждом захвате.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1985 |
|
SU1269850A1 |
| Машина для набора комплектов печатной продукции | 1988 |
|
SU1676980A1 |
| Устройство для нанесения покрытия | 1977 |
|
SU695718A1 |
| Установка для нанесения лакокрасочных покрытий | 1984 |
|
SU1172602A1 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Линия для окраски внутренней поверхности длинномерных изделий | 1977 |
|
SU745547A1 |
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Установка для нанесения покрытий | 1980 |
|
SU876192A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ ЛИНИЯ | 1991 |
|
RU2024325C1 |
Изобретение относится к устройствам для нанесения I покрытий на поверхность изделий,: например, в электростатическом поле. Целью изобретения является обеспечение возможности нанесения покрытий на изделия, различные по форме захватьшаемой части и высоте, и повышение производительности установки. Поставленная.цель в установке, содержащей окрасочную и сушильную камеры, транспортирующее устройство с захватами для изделий, приемньп конвейер с механизмом поштучного отделения изделий, подъемный стол и систему автоматического управления, достигается благодаря осиащению ее механизмом автоматического позиционирования захватываемой части изделия, вьтолненным в виде установленной над подъемным столом подпружиненной плиты с ножевыми опорами, конечного выключателя, закрепленного на столе, и выдвижных подпружиненных упоров со сменными наконечниками, смонтированных в каждом захвате, а транспортирующее устройство выполнено в виде колонны с консольно закрепленными на ней штангами с образованием карусели, привода шагового поворота последней и цепного много- рядного конвейера. Причем захваты смонтированы на штангах карусели с возможностью возвратно-поступательного перемещения к оси карусели, а их пальцы независимо подпружинены. i (Л с со со N
Фие. 1
«)
«N4
:э &
/5
фuz.i
г-г
В В
ut.S
фиг. 6
3
Составитель К.Джалалова « едактор Л.Повхан Техред И.Попович Корректор Л.Пилипенко
Заказ 5141/7 Тираж 645Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
фик. 7
| Установка для нанесения порошковых покрытий | 1978 |
|
SU789162A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ТЕРМОАНЕМОМЕТРИЧЕСКИЙ ДАТЧИК СКОРОСТИ ДВИЖЕНИЯ ФЛЮИДОВ | 2005 |
|
RU2315323C2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
