Изобретение относится к металлургической промышленности, в частности к непрерывному литью металлов.
Цель изобретения - упрощение ее обслуживания.
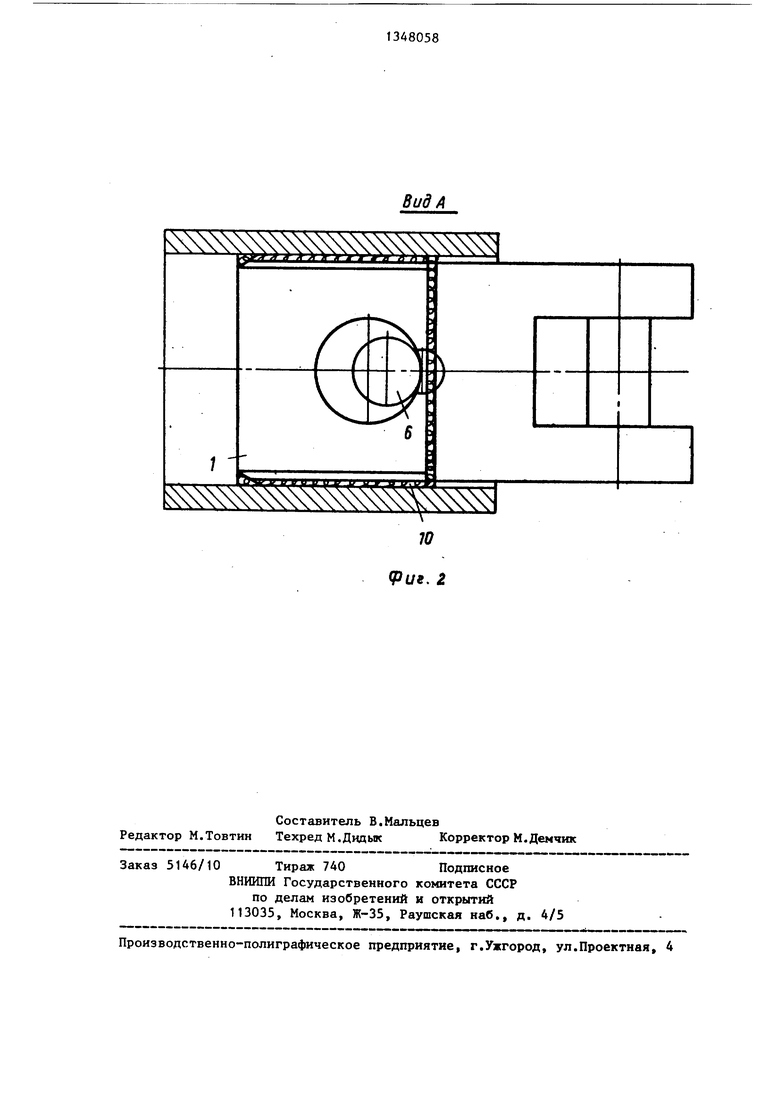
На фиг. 1 изображена головка затравки, продольный разрез; на фиг.2 - вид А на фиг. 1.
Головка затравки выполнена с на- клонной торцовой поверхностью 1, расположенной под углом - 70 к продольной оси головки и сквозной полостью 2, образованной телом вращения и углублением 3, расположенным к оси 4 тела вращения под углом 10О
30 . Полость заканчивается коническим участком 5, на котором посажена крышка 6, которая удерлшвается от выпадения штырем 7 закрепленным в отверс- тии 8 тела головки.
Профиль полости 2 выполнен таким образом, чтобы головка снималась с затвердевшего в полости металла поворотом против часовой стрелки относи- тельно точки 9, являющейся одновременно центром радиусов R и Rj профиля полости.
Угол наклона торцовой поверхности к продольной оси головки ( - 70 ) определяется удобством забивки уплотнения 10 на наклонных участках торцовой поверхности.
В том случае, когда металл приваривается к головке в полости для вое- становления ее поверхности, бывает необходимо механически обработать, поэтому важно, чтобы полость можно бьшо обработать рядовым инструментом.
Полость головки выполнена сочета- нием тела вращения и паза, наклоненного к оси тела вращения под углом 10-30 . Такая полость в случае приварки металла может быть обработана рядовьи- инструментом на токарном
ИЛ расточном станках без применения специальной фрезы.
Паз 3, наклоненный к оси тела вращения необходим для исключения самопроизвольного отделения головки от слитка в направлении оси тела вращения и минимальное значение угла наклона, определяется усадкой металла в процессе кристаллизации, а максимальное - возможностью свободного от-
g
0
5
5
5
0 5
деления головки поворотом относительно, точки 9.
6, съемная со стороны наклонной торцовой поверхности, необходима для быстрого извлечения прилипшего в полости остатка металла на прессе. Остаток выпрессовывается вместе с крьш1кой со стороны боковой поверхности в направлении наклонной торцовой поверхности после освобождения крьшки от крепления ее штырем.
Головка работает следующим образом.
После заведения в кристаллизатор головку уплотняют по периметру наклонной торцовой поверхности 1 асбестовым шнуром 10 и начинают вытягивание головки с затравкой после достаточного затвердевания металла в полости 2 головки. На выходе из тянущих механизмов головку отделяют от слитка поворотом вокруг точки 9. В случае приварки головки к слитку ее отделяют от слитка на ножницах или газорезке и затем остаток металла выпрессовывают на прессе или растачивают на станке.
Эффективность использования изобретения достигается за счет повышения надежности уплотнения головок в кристаллизаторе при сокращении количества прорывов жидкого металла через уплотнение и упрощает обслуживание.
Формула изобретения
1.Головка затравки машины непрерывного литья заготовок, имеющая наклонный торцовой участок, в котором выполнена полость для сцепления с заготовкой, отличающаяся тем, что, с целью упрощения .обслуживания, полость для сцепления с заготовкой имеет форму сужающегося вовнутрь тела вращения с выходящим на поверхность наклонного торцового участка местным углублением, выполненным под углом к оси тела вращения, равным 10 - 30
2.Головка по п. 1, отличающаяся тем, что она снабжена установленной в полости съемной крышкой, а полость выполнена сквозной.
f я f г f т т-а а 7П ,
Вид А
V 7., ГУТ t ., t , , I -S
| название | год | авторы | номер документа |
|---|---|---|---|
| Цепная затравка криволинейной машины непрерывного литья сортовых заготовок | 1986 |
|
SU1371763A1 |
| Головка затравки для полунепрерывного литья круглых слитков из алюминиевых сплавов | 1989 |
|
SU1764789A1 |
| Затравка для машины полунепрерывного литья | 1983 |
|
SU1097437A1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| Затравка установки непрерывного литьяплОСКиХ СлиТКОВ B элЕКТРОМАгНиТНыйКРиСТАллизАТОР | 1977 |
|
SU801974A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| ЗАТРАВКА ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2006 |
|
RU2310544C1 |
| Кристаллизатор установки непрерывного литья металла | 1986 |
|
SU1344506A2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
Предложение относится к металлургии, точнее - к непрерывному литью металлов. Цель изобретения - упрощение обслуживания. Головка затравки с наклонной торцовой поверхностью 1 и сквозной полостью 2, образованной телом вращения в сочетании с углублением 3, расположенным под углом 10...30 к оси тела вращения, выполнена в пределах торцовой поверхности 1. Сквозная полость закрыта крышкой 6, съемной со стороны наклонной торцовой поверхности 1. 1 з.п. ф-лы. 2 ил. с s ) 00 00 О сл 00 7 Ь ф4/е. /
Составитель В.Мальцев Редактор М.Товтин Техред М.Дкдык Корректор М.Демчик
Заказ 5146/10 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
. 2
| Способ многопризнакого распознавания в многофункциональной радиолокационной станции класса летательного аппарата по принципу "самолет с турбореактивным двигателем - самолет с турбовинтовым двигателем - вертолет - ракета - беспилотный летательный аппарат" на основе совместного применения калмановской фильтрации и нейронной сети | 2024 |
|
RU2832712C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
