1
Изобретение относится к изготовлению абразивного инструмента для хонингования и суперфиниширования с использованием пропитки.
Целью изобретения является повышение качества пропитки абразивного мелкозернистого инструмента и уменьшение шероховатости обрабатываемой поверхности.
Инструмент предварительно пропитывают антифрикционным материалом - 30- 40%-ным раствором диизопропилксантоген- дисульфида с последующей сушкой, а затем импрегнируют самоотверждающимся полимерным материалом «Анатерм-ly и термообрабатывают.
Предварительная пропитка абразивного инструмента 30-40%-ным раствором диизо- пропилксантогендисульфида в одном из растворителей - хладоне-113, бензине, ацетоне или смеси бензина с хладоном-113 в соотношении 1:1 обусловлено тем, что сам по себе материал «Анатерм-ly недостаточно снижает коэффициент трения в зоне обработки. Диизопропилксантогендисульфид является антифрикционным средством. В
процессе эксплуатации, выплавляясь из пор инструмента, он снижает коэффициент трения системы деталь-инструмент, меняет характер взаимодействия - адгезионный характер износа сменяется истиранием. Это приводит к улучшению качества обработанной поверхности, снижению ее шероховатости, отсутствию структурных разрушений в поверхностном слое обрабатываемого материала.
Пропитанный раствором диизопропил- ксантогендисульфида инстр мет высушивают до полного испарения растворителя. Затем инструмент импрегнируют в вакууме (для более полного удаления воздуха из пор брусков) анаэробным самоотверждающимся полимерным материалом «Анатерм- ly. Материал «Анатерм-ly способен в отсутствии воздуха полимеризоваться в порах инструмента. Высокие капиллярные качества материала «Анатерм-ly позволяют производить полное и равномерное заполнение пор инструмента. Последующая термообработка способствует полному отверждению полимера, что создает монолитность инстру(Л
4.
оо
Јь
мента, повышает его прочность и, следовательно, стойкость. Обладая более высокой, чем у воздуха, теплопроводностью (коэффициент теплопроводности «Анатерм-1у ,177 Вт/м-К, воздуха 0,02 Вт/м-К), обеспечивает высокую скорость охлаждения режущих зерен брусков, способствует улучшению условий теплоотвода. Кроме того, при температуре в зоне обработки 480- 520°С происходит деструкция полимера с поглощением тепла, что дополнительно снижает температуру в зоне обработки. Образующиеся при разложении полимера продукта окисления снижают коэффициент поверх- н остного натяжения металла, т. е. улучшают условия пластифицирования, вследствие чего уменьшаются силы резания. В комплексе с
иизопропилксантогендисульфидом продук- деструкции полимера значительно сни- ают коэффициент трения, что и приво- т к максимальному положительному эффекту.
Установленное количественное содержание диизопропилксантогендисульфида является оптимальным, так как при уменьшении его содержания в порах инструмента увеличивается коэффициент трения и возни- к|ает засаливание инструмента, а при увели- его содержания свыше 40% по объему недостаточно повышается стойкость абразивного инструмента и затрудняется пол- н|ая пропитка инструмента полимерным материалом.
Совокупность взаимосвязанных свойств полимерного материала и антифрикционного вещества диизопропилксантогендисульфида в предлагаемом количестве обуславливает максимальный положительный эффект при обработке.
Способ реализуют следующим образом.
Кристаллы диизопропилксантогендисульфида растворяют в одном из растворите- лгей, например хладоне-113,получая
35%-ный раствор. В материале «Анатерм-1у указанное вещество растворять нельзя, так как это приводит к нежелаемому изменению свойств полимерного материала.
Этим раствором припитывают абразивный инструмент и высушивают при 45°С в течение 3 ч до полного удаления растворителя. Затем инструмент импрегнируют в вакууме самоотверждающимся полимерным материалом «Анатерм-1 у и термообрабаты- вают при 80°С в течение 2 ч до полного отверждения полимера.
Проводят испытания абразивных брусков, импрегнированных полимерным материалом «Анатерм-ly, с предварительной пропиткой их 30-40%-ным раствором диизо- пропилксантогендисульфида и последующей сушкой. Бруски испытывают при хонинго- ЕШНИИ подшипниковых колец (сталь ШХ-15, HRC 59-61) на хонинговальном станке модели ОФ-38М. Производят хонингование пакета подшипниковых колец при шарнирно закрепленном хоне и жестком закреплении колец в приспособлении. Режим обработки:
окружная скорость 0,45 м/с; скорость продольного перемещения 0,095 м/с; радиальная подача 2,5 мкм/дв. ход. Расход СОЖ (75% керосина и 25% веретенного масла) 50 л/мин. Величина снимаемого припуска
0,06 мм на диаметр.
Исследуют бруски из белого электрокорунда размером 10 X ЮХ ЮО мм 24А5СМ2К по ГОСТу, импрегнированные по известному способу: диселенид молибдена 30%; «Анатерм-ly остальное с после5 дующей термообработкой при 80°С в течение 4 ч; импрегнированные полимерным материалом «Анатерм-ly с последующей термообработкой при 80°С в течение 2 ч; пропитанные по предлагаемому способу: предварительная пропитка брусков 35%-ным раство0
ром диизопропилксантогендисульфида в хладоне-113 и сушка при 45°С в течение 3,5 ч до полного удаления растворителя, затем импрегнирование самоотверждающимся полимерным материалом «Анатерм-ly с после5 дующей термообработкой при 80°С в течение 2 ч. Твердость брусков после пропитки повысилась соответственно на 1 и 2 степени. Пропитанные абразивные бруски подвергают проверке на качество пропитки путем изучения поперечного среза брусков на
0 бинокулярной лупе с 7-кратным увеличением. Исследование показало полное и равномерное заполнение пор брусков, пропитанных материалом «Анатерм-ly и по предлагаемому способу.. При пропитке известным способом пропитался лишь поверхностный слой
5 глубиной 2,5 мм.
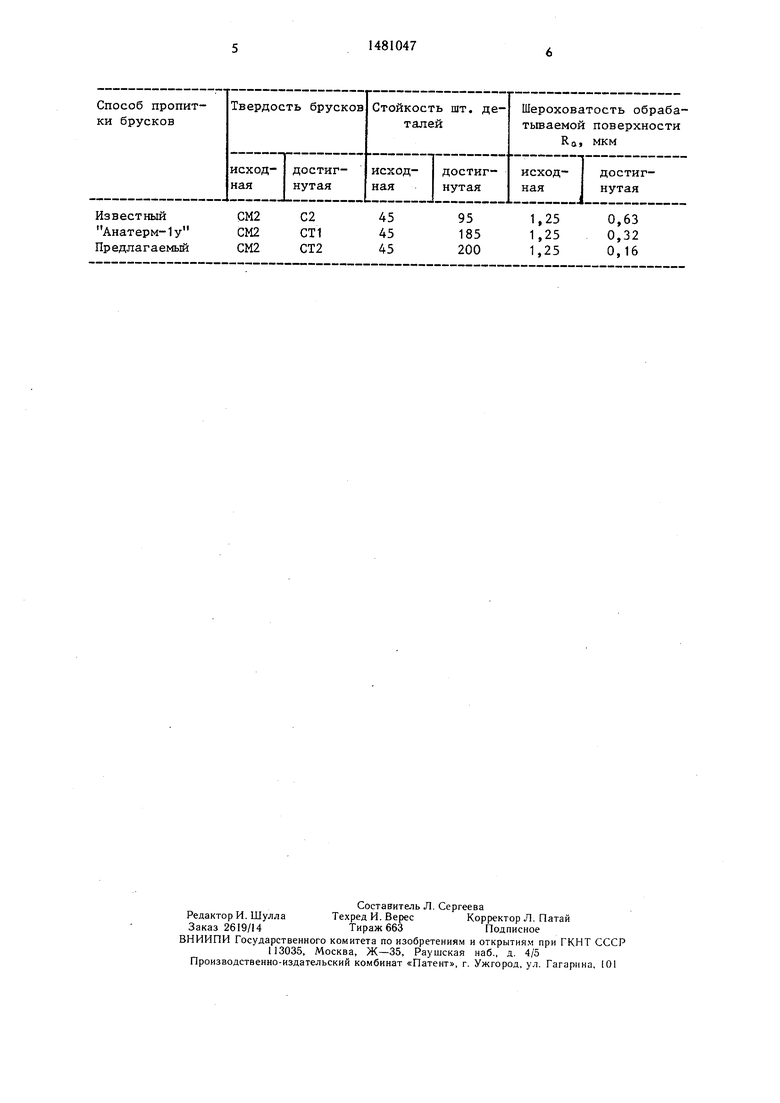
В процессе испытаний определяют следующие характеристики: стойкость брусков по количеству обработанных деталей; шероховатость поверхности на микроскопе МИС0 11, точность геометрических размеров отверстия (овальность и перпендикулярность). Результаты испытаний приведены в таблице.
Формула изобретения
Способ обработки абразивного инструмента, при котором готовый инструмент пропитывают самоотверждающимся полимерным материалом «Анатерм-ly и антифрикционным веществом и термообрабатывают, отличающийся тем, что, с целью повышения качества пропитки абразивного мелкозернистого инструмента и уменьшения шероховатости обрабатываемой поверхности, в качестве антифрикционного вещества берут 30-40%-ный раствор диизопропилксантогендисульфида, а пропитку осуществляют последовательно сначала указанным раствором с последующей сушкой, а затем материалом «Анатерм-1у.
Известный СМ2 С2 45 Анатерм-1у СМ2 СТ1 45 Предлагаемый СМ2 СТ2 45
1,25 1,25 1,25
0,63 0,32 0,16
| название | год | авторы | номер документа |
|---|---|---|---|
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Импрегнатор абразивного инструмента | 1988 |
|
SU1553365A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1284812A1 |
| Способ импрегнирования абразивного инструмента | 1988 |
|
SU1650414A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 2002 |
|
RU2225785C1 |
| Сособ изготовления деталей трения | 1973 |
|
SU447265A1 |
| СПОСОБ АНТИФРИКЦИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 1994 |
|
RU2041787C1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
Изобретение относится к изготовлению абразивного инструмента для хонингования и суперфиниширования с использованием пропитки. Цель изобретения - повышение качества пропитки абразивного мелкозернистого инструмента и уменьшение шероховатости обрабатываемой поверхности. Инструмент пропитывают антифрикционным материалом - 30-40% раствором диизопропилксантогендисульфида и сушат до полного удаления растворителя, например хладон - 113. Затем инструмент импрегнируют самоотверждающимся полимерным материалом "Анатерм-1у" и термообрабатывают до полного отверждения полимера. 1 табл.
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
