1
Изобретение относится к изготовлению абразивного инструмента с использованием пропиточных составов.
Цель изобретения - повышение эксплуатационных свойств абразивного инструмента при работе с охлаждением водными СОЖ.
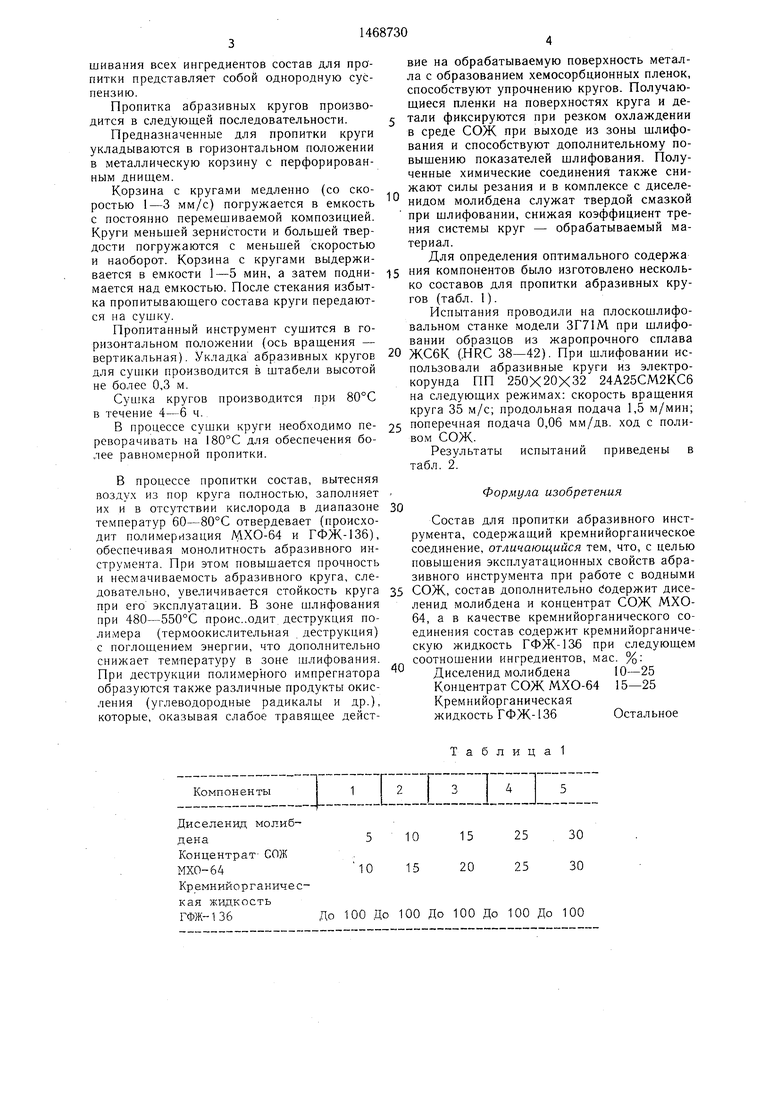
Состав для пропитки абразивного инструмента содержит диселенид молибдена, концентрат СОЖ МХО-64 и кремнийорганиче- скую жидкость ГФЖ-136 при следующем соотношении ингредиентов, мае. %:
Диселенида молибдена 10-25
Концентрат СОЖ МХО-64 15-25
Кремнийорганическая
жидкость ГФЖ-136Остальное
Установленное количественное содержание диселенида молибдена является оптимальным, так как при уменьшении его содержания увеличивается коэффициент трения, а при увеличении уменьшается прочность отвержденного полимерного материала и происходит его быстрый износ в процессе работы абразивного инструмента.
Диселенид молибдена эффективно снижает коэффициент трения в зоне шлифования и является твердой смазкой.
Концентрат СОЖ МХО-64 обладает слабыми травящими свойствами и снижает коэффициент трения, но недостаточно, поэтому в состав введен диселенид молибдена.
Кремнийорганическая жидкость ГФЖ- 136 обладает хорошими капиллярными и гидрофобными свойствами.
Диселенид молибдена представляет собой мелкий рассыпчатый порошок черного цвета.
Концентрат СОЖ МХО-64 состоит из следующих компонентов, мае. %:
Привитой
белковополимерный
сополимеризатор2-4
Нитрид натрия или
трехзамещенный фосфат
натрия, 0,3-0,7
Гидроокись натрия0,01-0,1
Вода:До 100
Кремнийорганическая жидкость ГФЖ- 136 представляет собой полимер этилгид- роксилоксана.
Состав импрегнатора для пропитки абразивного инструмента готовят следующим образом.
В нагретую до 40°С кремнийорганиче- скую жидкость ГФЖ-136 добавляют мелкодисперсный порошок диселенида молибдена и при перемешивании вливают концентрат СОЖ МХО-64. После тщательного переме
(Л
li
о: оо
со
шивания всех ингредиентов состав для пра- питки представляет собой однородную суспензию.
Пропитка абразивных кругов производится в следующей последовательности.
Предназначенные для пропитки круги укладываются в горизонтальном положении в металлическую корзину с перфорированным днищем.
Корзина с кругами медленно (со скоростью 1-3 мм/с) погружается в емкость с постоянно перемещиваемой композицией. Круги меньщей зернистости и больщей твердости погружаются с меньщей скоростью и наоборот. Корзина с кругами выдерживается в емкости 1-5 мин, а затем поднимается над емкостью. После стекания избытка пропитывающего состава круги передаются на сушку.
Пропитанный инструмент сущится в горизонтальном положении (ось вращения - вертикальная). Укладка абразивных кругов для суиши производится в щтабели высотой не более 0,3 м.
Сушка кругов производится при 80°С в течение 4-6 ч.
В процессе сушки круги необходимо переворачивать на 180°С для обеспечения более равномерной пропитки.
В процессе пропитки состав, вытесняя воздух из пор круга полностью, заполняет их и в отсутствии кислорода в диапазоне температур 60-80°С отвердевает (происходит полимеризация МХО-64 и ГФЖ-136), обеспечивая монолитность абразивного инструмента. При этом повышается прочность и несмачиваемость абразивного круга, следовательно, увеличивается стойкость круга при его эксплуатации. В зоне шлифования при 480-550°С проис..одит деструкция полимера (термоокислительная деструкция) с поглощением энергии, что дополнительно снижает температуру в зоне шлифования. При деструкции полимерного импрегнатора образуются также различные продукты окисления (углеводородные радикалы и др.), которые, оказывая слабое травящее действие на обрабатываемую поверхность металла с образованием хемосорбционных пленок, способствуют упрочнению кругов. Получающиеся пленки на поверхностях круга и детали фиксируются при резком охлаждении в среде СОЖ при выходе из зоны щлифо- вания и способствуют дополнительному повышению показателей шлифования. Полученные химические соединения также снижают силы резания и в комплексе с диселе нидом молибдена служат твердой смазкой при шлифовании, снижая коэффициент трения системы круг - обрабатываемый материал.
Для определения оптимального содержа
5 ния компонентов было изготовлено несколько составов для пропитки абразивных кругов (табл. 1).
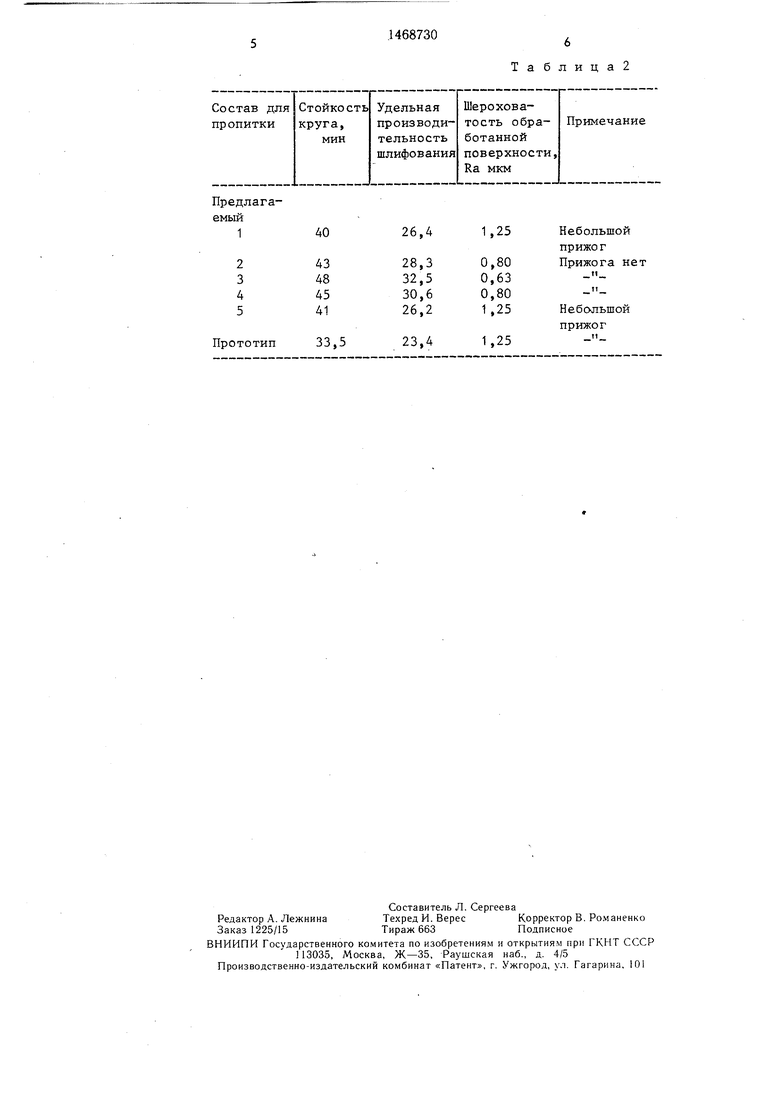
Испытания проводили на плоскошлифовальном станке модели ЗГ71М при шлифовании образцов из жаропрочного сплава
0 ЖС6К (.HRC 38-42). При шлифовании использовали абразивные круги из электрокорунда ПП 250X20X32 24А25СМ2КС6 на следующих режимах: скорость вращения круга 35 м/с; продольная подача 1,5 м/мин;
5 поперечная подача 0,06 мм/дв. ход с поливом СОЖ.
Результаты испытаний приведены в табл. 2.
Формула изобретения
Состав для пропитки абразивного инструмента, содержащий кремнийорганическое оединение, отличающийся тем, что, с целью повышения эксплуатационных свойств абразивного инструмента при работе с водными СОЖ, состав дополнительно Содержит дисе- ленид молибдена и концентрат СОЖ МХО- 64, а в качестве кремнийорганического соединения состав содержит кремнийорганиче- скую жидкость ГФЖ-136 при следующем соотношении ингредиентов, мае. %: Диселенид молибдена10-25
Концентрат СОЖ МХО-64 15-25
Кремнийорганическая
жидкость ГФЖ-136Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Состав для пропитки абразивного инструмента | 1981 |
|
SU1000255A1 |
| Состав для пропитки абразивного инструмента | 1980 |
|
SU931445A1 |
| Импрегнатор абразивного инструмента | 1988 |
|
SU1553365A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1366378A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1660947A2 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1634465A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
Изобретение относится к изготовлению абразивного инструмента с использованием пропиточных составов. Целью изобретения является улучшение эксплуатационных свойств абразивного инструмента при работе с охлаждением водными СОЖ. Состав содержит, мае. %: диселенид молибдена 10- 25; концентрат СОЖ МХО-64 15-25 и крем- нийорганическая жидкость ГФЖ-136 - остальное. 2 табл.
iziiizii:
Т а б л и ц 3141
Компоненты
До 100 До 100 До 100 До 100 До 100
5 10
10
15
15 20
25 25
30 30
ii:
Т а б л и ц а 1 31415
100 До 100 До 100 До 100
10
15
15 20
25 25
30 30
ПредлагаТаблица
| Способ пропитки абразивного инструмента | 1986 |
|
SU1366377A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
