Известны механизмы поштучной выдачи деталей, например колец шарикоподшипников для бесцентровошлифовальных станков, состоящие из бункера, магазина, подаюш,его кулачка и приемного лотка. Однако они «е обеопеЧИвают продвижения подаваемых деталей с постоянной скоростью и с постоянным усилием, что отражается на качестве шлифуемых изделий.
В описываемом механиз-ме этот недостаток устранен тем, что в цепи привода подающего кулачка применена ограничительная фрикционная муфта, а кулачок снабжен расположенным по винтовой линии пазом, заборная часть которого выполнена с постепенным заглублением для захвата детали.
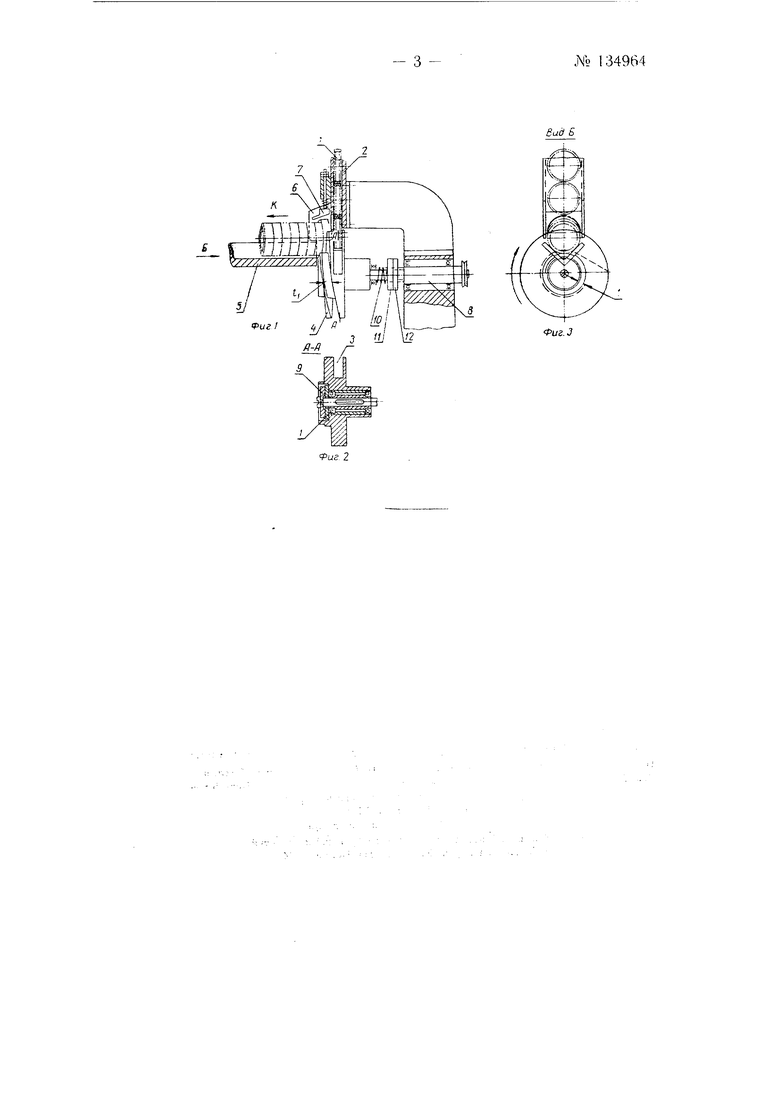
На фиг. 1 схематически изображен описываемый механизм с частичными разрезами; па фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 -в,ид по стрелке Б на фиг. 1.
Детали / (подшипниковые кольца) поступают в магазин 2 из бункера-накопителя в ориентированном положении. Из магазина 2 нижняя деталь попахи,ает в расположенный по винтовой линии паз 3 вращающегося кулачка 4.
Заборная часть паза 3 выполнена с постепенным заглублением t для захвата деталей. Шаг / винтовой линии паза 3 кулачка 4 равен высоте детали /. Благодаря такому выполнению кулачка 4 деталь, попавшая в заборную часть паза 5, при вращении кулачка поступательно перемещается по пазу и передает поступательное движение столбу деталей в самом низу.
Деталь, продвигаясь по зннтовой части кулачка 4, попадает на приемный лоток-угольник 5 и движется по последне.му к шлифовальным кругам станка. (Направ тение движения детали показано стрелкой К. При этом для регулирования направления движения деталей от 1магазина 2 к прием1ному лотку-угольнику 5 установ-пены щечки 6 и подпружиненный гаситель 7.
№ 134964- 2
Кулачок 4 получает вращение от вала (V через ограничительную фрикционную муфту 9, насзженную на К1вадратный конец вала 8. Крутящий момент, цередаваемьш кулачком 4, зависит от величины усилия пружины 10, которая регулируется гайкой //, фиксируемой контргайкой 12.
Количество оборотов вала 8 настраивается бесступенчатым вариатором (на схеме не показаи).
Механизм регулируется таким образом, чтобы за один оборот кулачка 4 на лоток 5 попадала одна деталь. При этом валу 8 сообщается несколько больщее количество оборотов. Например, при подаче ста деталей в минуту валу сообщается об/мин, поэтому деталь продвигается к шлифовальным кругам с небольшим уси,, вызываемым пробуксовыванием фрикциопцой муфты. А так как детали подаются уступом ведомой части кулачка, щаг винта которого одинаков но всей длине, то их продвижение совершается равномерно и без пульсации.
ЕслИ сопротивление перемещению деталей и шлифовальным кр гам .возрастает, например при увеличенном припуске на какой-либо детали, то кулачок 4 отожмет пружину 10, уменьшив этим силу трения в фрикционной муфте. В результате вращение кулачка 4 замедлится И, следовательно, замедлится продвижение деталей к шлифовальным кругам станка. Если же сопротивление перемещению дета.лей значительно возрастет, то пружина отожмется настолько, что кулачок перестанет вращаться и прекратится подача деталей.
П р е д м е т и з обретения
Механизм поштучной выдачи деталей, например колец шарикоподшипников для бесцентровошлифовальных станков, состоящий из бункера, магазина, подающего кулачка и приемного лотка, отличающийся тем, что, с целью обеспечения продвижения подаваемых деталей с постоянной скоростью и усилием, в цепи привода подающего кулачка применена ограничительная фрикционная муфта, а кулачок снабжен расположенным по винтовой линии пазом, заборная часть которого выполнена с постепенным заглублением для захвата дета.7Ги.

| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок | 1980 |
|
SU903082A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| Загрузочное устройство к бесцентрово-шлифовальному станку | 1981 |
|
SU1127743A1 |
| Бесцентровошлифовальный станок | 1983 |
|
SU1155424A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЧЕСКИЙ ПИТАТЕЛЬ | 1966 |
|
SU222851A1 |
| Бесцентровый круглошлифовальный станок | 1984 |
|
SU1202820A2 |
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1990 |
|
SU1780997A1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |