1
Изобретение относится к области обработки металлов давлением, в частности к способам гидравлической штамповки полых деталей со ступенчатой осью из трубчатых заготовок.
Цель изобретения - повышение качества полых деталей.
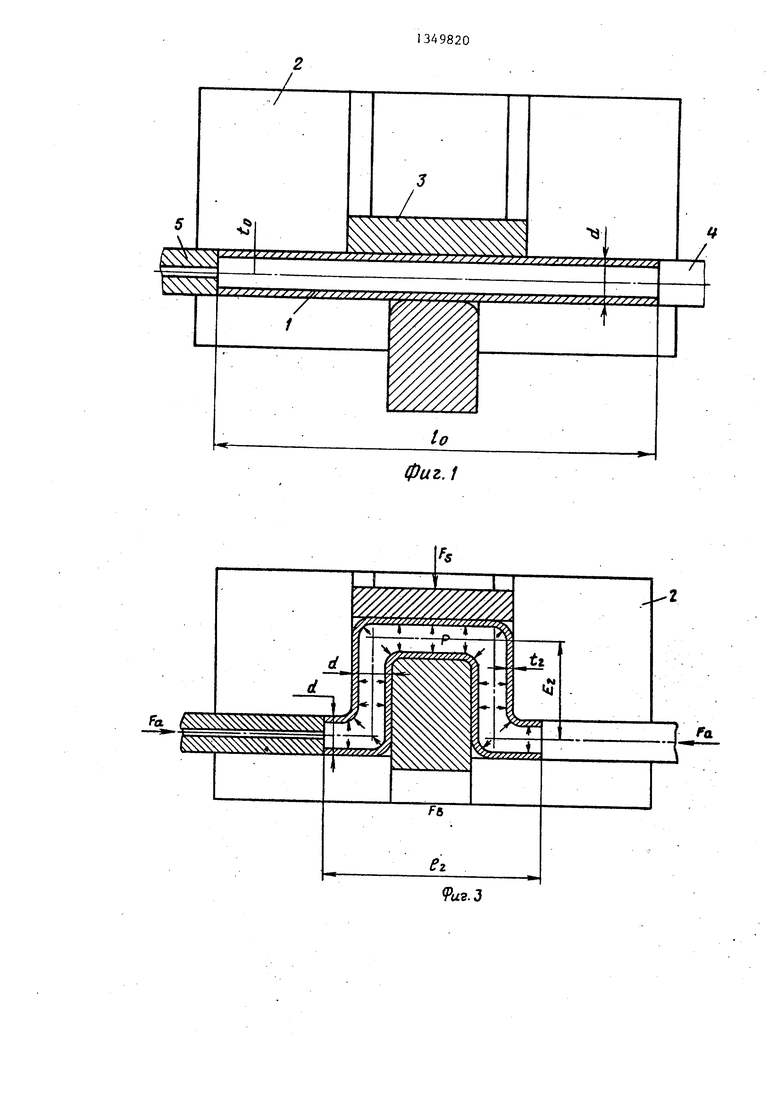
На фиг.1 показана схема изготовления деталей перед началом штамповки; на фиг.2 - то же, на первом этапе штамповки; на фиг.З - то же, на втором этапе штамповки; на фиг.4 - полая деталь после двух этапов штамповки.
Перед началом штамповки трубчатую заготовку 1 с наружным диаметром d, .толЕЩНОй стенки t и длиной р, имеющую прямолинейную ось, помещают в жесткую разъемную матрицу 2 и жесткий разъемный вкладаш 3 (фиг.1). Затем заготовку 1 заполняют жидкостью и герметизируют ее полость двумя осевыми пуансонами 4 и 5.
На первом этапе штамповки создают давление Р в полости заготовки 1 (фиг.2). Затем производят осевую осадку заготовки 1 на величину л пуансонами 4 и 5 усилием поперечный сдвиг формуемой части заготовки одно-, сторонним поперечным усилием Fg, прикладываемым к вкладышу 3, на величину Е . При этом образуется полая заготовка со ступенчатой осью с осевой длиной S. толщиной стенки t,:to с расстоянием Е между осью заготовки и осью сдвинутой части заготовки. Участки заготовки, поперечные оси заготовки, имеют нецилиндрическую форму поперечного сечения.
На втором этапе а1тамповки сохраняют давление Р в полости заготовки 1 (фиг. 3). Производят осевую осадку заготовки 1 пуансонами 4 и 5 усилием F . на величину л. При этом изменяют
45
Способ .изготовлен со ступенчатой осью товки, включающий .со тического давления в
направление действия одностороннего поперечного усилия на противоположное, производя обратньй поперечный сдвиг формируемой части заготовки 1 на величину JE односторонним обратным
поперечным усилием Fg, прикладываемым противоположное, к вкладышу 3. В процессе обратного щ и и с я тем, что, поперечного сдвига происходит осевая осадка участков заготовки, поперечных оси заготовки на величину ЛЕ, в ре- зультате чего эти участки приобретают цилиндрическую форму поперечного сечения, а стенка заготовки на этих
55
ки, осевую осадку за ньм сдвиг части заго ним поперечным усили изменением направ.пен
ния качества полык д се приложения усилия положного направлени му участки заготовки перпендикулярно ее о но подвергают осевой
10
490202
участках утолщается. Образуется полая заготовка со ступенчатой осью с осевой длиной С- , толщиной стенки tj 7 t.,, с расстоянием Е 1., между осью заготовки и осью сдвинутой части заготовки.
Величины давления Р, усилий „, Fg и F. , осевой осадки , и Е, поперечного сдвига Е и /}Е задают в зависимости от механических характеристик материала заготовки и геометрических размеров заготовки и изделия. Например, при штамповке из заготовки 5 из стали 20 длиной 145 мм, диаметром 16 мм и толщиной стенки 1 мм давление Р 160 МПа, усилии Е„ 150 КН, усилие Fg 7 КН„ усилие Fg 10 КН, ЛЕ, 50 мм, Ai 10 мм,. Е 30 мм, /)Е 10 мм. Толщина стенки заготовки 12 на ц шиндpичecкиx участках заготовки, поперечных оси заготовки, составляет 0,98 мм.
20
Способ изготовления полых деталей со ступенчатой осью обеспечивает следующие преимущества: повьшается качество изделий за счет полного соответствия наружных размеров и формы изделия размерам и форме формоизменяющей полости штампового инструмента; повышается работоспособность изделия за счет уменьшения утонения стенок, которое не превьшгает 1-2%; снижается количество бракованных деталей. Процент брака в условиях мелосерийного и серийного производства не превышает 2-4%.
Формула изобретения
Способ .изготовления полых деталей со ступенчатой осью из трубной заготовки, включающий .создание гидростатического давления в полости заготов противоположное, щ и и с я тем, что,
ки, осевую осадку заготовки, попереч- ньм сдвиг части заготовки односторонним поперечным усилием- с последующим изменением направ.пения усилия сдвига
отличаю- с целью повышения качества полык деталей, в процессе приложения усилия сдвига противоположного направления первоначальному участки заготовки, расположенные перпендикулярно ее оси, дополнительно подвергают осевой осадке.
фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых пространственных фитингов | 1986 |
|
SU1362525A1 |
| Устройство для гидравлической штамповки полых деталей со ступенчатой осью | 1986 |
|
SU1355312A1 |
| Способ гидравлической штамповки с осадкой полых деталей из трубчатых заготовок и устройство для его осуществления | 1987 |
|
SU1503945A1 |
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348024A1 |
| Способ изготовления полых деталей | 1986 |
|
SU1433524A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ гидравлической штамповки | 1987 |
|
SU1417954A1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
| Способ формовки из круглой трубы полого изделия прямоугольного сечения | 1986 |
|
SU1398963A1 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |

Изобретение относится к области обработки металлов давлением, в частности к гидравлической штамповке деталей сложной формы из трубчатых заготовок, и йожет быть применено при изготовлении полых деталей со ступен чатой осью типа коленчатых валов. Целью изобретения является повышение качества штампуемых деталей за .счет уменьшения утонения стенок заготовки и полной проформовки деталей. Перед началом штамповки трубчатую заготов. ку 1 помещают в разъемную матрицу 2 и разъемньй вкладыш 3. Затем заготовку I заполняют жидкостью и герметизируют полость.ее двумя осевыми пуансонами (П) 4 и 5. На первом этапе . штамповки создают давление Р в полос- ти заготовки 1 и производят ее осевую осадку П 4 и 5 усилием и поперечный сдвиг заготовки односторонним поперечным усилием, прикладываемым к вкладьш1у 3. На втором этапе штамповки сохраняют давление Р в полости заготовки 1 и производят осевую осадку заготовки П 4 и 5 усилием. Изменяя при этом направление действия одно- стороннего поперечного усилия на противоположное, производят обратный по- перечньй сдвиг формуемой части заготовки 1. 4 ил. 3 2 00 N со О) ю Фи2.г
UE
П
Tl
л
1
«ta
V1
Li
.
lii
изЛ
Составитель В. Поникаров Редакто:р А. Козориз Техред Л.Олийнык Корректор О.Кравцова
Заказ 5213/6 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д..4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
liill
SiJ /
1
v
| Способ изготовления деталей трубопроводов | 1974 |
|
SU531591A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
