Изобретение относится к машиностроению и может быть использовано для автоматической загрузки цилиндрических деталей с лысками на торце.
Цель изобретения - повышение производительности работы устройства за счет сохранения ориентированного положения деталей без дополнительного механизма ориентации.
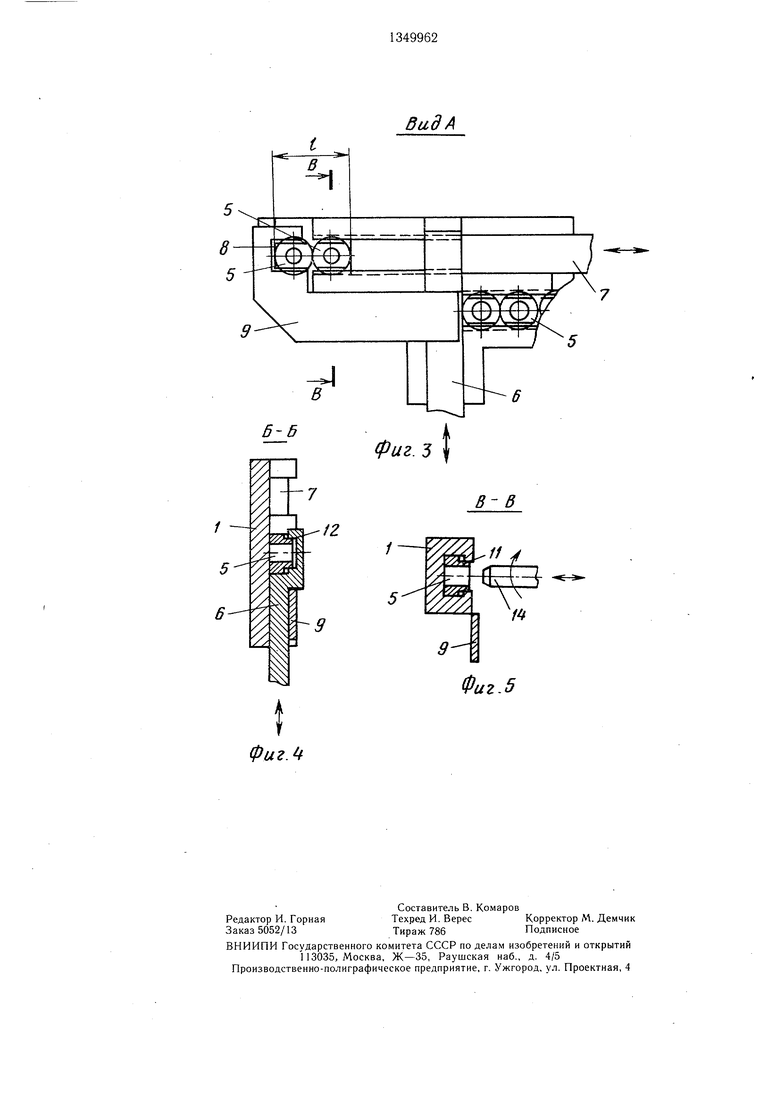
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1 (момент подачи детали под шибер и съем обработанной детали); на фиг. 3 - то же (.момент установки детали в зоне обработки); на фиг. 4 - разрез Б--Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 3.
Устройство содержит корпус 1, на котором закреплен накопитель 2, при этом в корпусе во взаимно перпендикулярных направлениях размещены подающий 3 и отводящий 4 каналы. В подающем канале 3 смонтирован механизм поштучной выдачи деталей 5, выполненный в виде шибера 6, установленного с возможностью возвратно- поступательного перемещения. В отводящем канале 4 смонтированы толкатель 7, предназначенный для подачи деталей в зону обработки, и упор 8.
На шибере 6 закреплен дополнительный шибер 9 с пазом этом паз 10 размещен с возможностью сопряжения с отводящим каналом 4. Кроме того. последний имеет продольные выступы 11 для удержания деталей 5 за лыски от проворота при установке последних в зоне обработки. На переднем конце шибера 6 выполнено гнездо 12 для приема деталей 5, а перед упором 8 - площадка 13 для съема обработанных деталей.
Вдоль оси расположения второй детали 5 установлен обрабатываю1ций инструмент 14.
0
5
0
5
0
5
Устройство работает следующим образом.
Из накопителя 2 под действие.м веса детали 5 перемеидаются в подающий канал 3, при этом деталь 5 попадает в гнездо 12 шибера 6 для удержания ее в ориентированном положении. При движении щибера 6 деталь 5 отсекается от общего потока и перемещается по подающему каналу 3 до совпадения гнезда 12 шибера 6 с выступами II отводящего канала 4. Из этого положения деталь 5 толкателем 7 проталкивается по отводящему каналу 4 в зону обработки, выталкивая при этом обработанную деталь 5 на площадку 13 до упора В, где обработанная деталь 5 оказывается в пазе щибера 9. При возвращении щибера 6 в исходное положение а1ибеЗ 9 сдвигает обработанную деталь 5 по площадке 13. В конце хода обработанная детал1з 5 выпадает из захвата. Затем и.икл работы повторяется.
Формула изобретения
Загрузочное устройство, содержащее накопитель, подающий и отводящий каналы, расположенные в одной плоскости перпендикулярно друг к другу, при этом в подающем канале -смонтирован механизм поштучной выдачи деталей, выполненный в виде щибера, установленного с возмои-сностью возвратно-посту нательного пере1ч1ещения, а в отводящем канале смонтирован толкатель, предназначенный для подачи деталей в 30}iy обработки, и упор, отличающееся тем, что, с целью поЕ;ышения производительности работы устройства, оно снабжено дополнительным шибером с пазом, установ- ленны.м с возможностью перемепдения параллельно ociiOBHOMy шиберу и жестко связанным с ним, при это.м паз дополнительного шибера размещен с цоз.можностью сопряжения с отводя)ци.м каиало.м.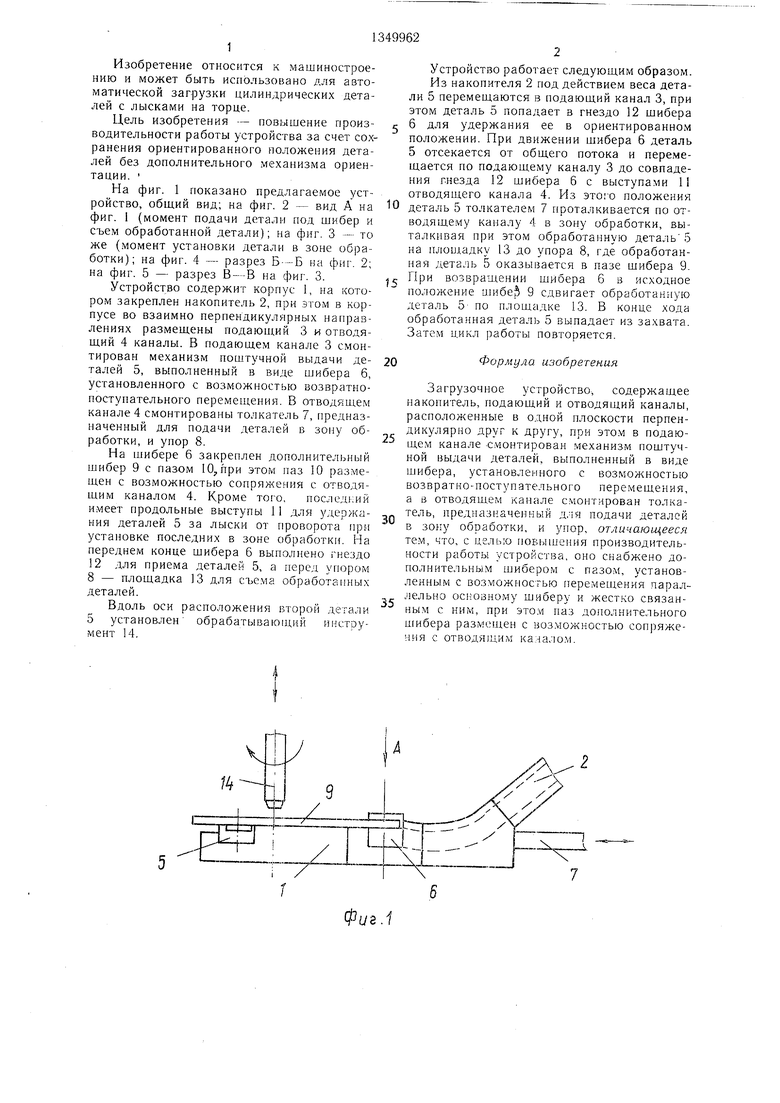
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи ступенчатых деталей | 1977 |
|
SU614930A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1313636A1 |
| Устройство для ориентирования плоских деталей | 1985 |
|
SU1284775A1 |
| Загрузочно-разгрузочное устройство | 1981 |
|
SU992159A1 |
| Устройство для поштучной подачи деталей при комплектовании их с базовыми деталями | 1973 |
|
SU485855A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Ориентирующее устройство | 1988 |
|
SU1593906A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1331631A1 |
Изобретение относится к области машиностроения и может быть использовано для автоматической загрузки цилиндрических деталей с лысками на торце. Цель изобретения - повышение производительности работы устройства за счет сохранения ориентированного положения деталей без дополнительного механизма ориентации. При движении шибера 6 деталь 5 отсекается из накопителя и подается по подаюш,ему каналу 3 в отводяший канал 4, в котором деталь 5 проталкивается толкателем 7 в зону обработки. При этом выталкивается обработанная деталь 5 на плошадку 13 до упора 8, где обработанная деталь 5 оказывается в назу дополнительного шибера 9. При возврашении шибера 6 в исходное положение шибер 9 сдвигает обработанную деталь 5 по плошадке 13. В конце хода обработанная деталь 5 выпадает из паза шибера 9. Затем цикл работы повторяется. 5 ил. ВидД OD 4 СО СО а: to Фиг.2
7
Фив.1
Bad А
Фиг.5
| 0 |
|
SU170824A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
