Изобретение относится к области металлообработки, а именно к инструменту для обработки высокоточных отверстий, и может быть использовано для абразивной и электрохимической притирки цилиндрических отверстийо
Цель изобретения - првьшшние качества обработки отверстий малого диаметра за счет повышения жесткости притира в поперечном направлении.
На фиг. 1 показан притир, общий вид;- на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на
фиг. 1; на фиг. 4 - развертка наружной 5 кость участков рубашки, например
и пазы, располо- т.е. с равным паза 4 и 5, рас20
25
поверхности притира.
Притир для обработки отверстий содержит втулку 1, установленную на конической оправке 2. На втулке 1 выполнены разрез 3 женные равномерно, угловым шагом. Два положенные противоположно разрезу, выходят из одной точки Т, расположенной диаметрально противоположно разрезу 3, и наклонены в разные стороны. Остальные пазы 6 и 7 также расположены наклонно,
Рассмотрим поперечную деформацию притира при разжиме при его работе. Участки внутренней поверхности притира около разрезай под пазами плотно контактируют с оправкой. В крайних сечениях притир разбит на равные по длине сегменты: в сечении А-А - на четыре5В сечении Б-Б -на пять.В любом другом сечении со- держится пять сегментов,,например в сечении Ш (фиг. 4).
Расссмотрим жесткость рубашки в сечениях.А-А и Б-Б. Учитывая, что эти сечения разбиты на равные сегменты, рассмотрим по одному из них - DC и EF (фиг. 4). Сегмент DC имеет большую толщину стенки Н,, чем толщина Н сегмента EF. Но за счет того
30
40
,, что
количество сегментов в сечении меньше, чем в сечении Б-Б и вследствие малой величины конусности, длина сегмента DC значительно больше длины сегмента EF. Следовательно, жесткость последнего повьшается по сравнению с притирами, имеющими одинаковое коли чество пазов или сегментов в крайних сечениях рубашки.
Рассмотрим промежуточное сечение
45
50
CEFD, расположенных между паз разрезов практически одинаков
Предлагаемый инстр- ент обл повышенной жесткостью. Извест притиры, обладающие высокой ж стью, например цельные, обесп высокую точность обработки и в интенсивность исправленияпогр тей геометрической формы. Поэ предлагаемый притир обеспечив вышение точности и производите ности.
Предлагаемую конструкцию пр наиболее эффективно использов абразивной притирки глубоких п зионных отверстий малого диаме (5,.,20 мм). Это .объясняется т для обработки этого диапазона ров отверстий вынуждены исполь тонкостенные притиры, обладающ низкой и переменной по длине ж костью.
Формула изобрете
Притир для обработки отверс содержащий установленную на ко кой оправке втулку с разрезом непересекающимися наклонными к зующей наружной поверхности па о тлич ающий с я тем, целью повьшгения качества обраб отверстий малого диаметра, на вьшолнено четное количество пазо этом в сечениях притира с наимень наибольшей толщиной стенок пазы расположены равномерно по пери причем в сечении с наибольшей стенки, диаметрально противопо
притира, например,.MN (фиг, 4), Участ- разрезу, расположены два паза.
ки МР, PQ, LR и RN имеют равные длины. Длины этих участков меньше, чем длина соответствуюшюс сегментов в сечении А-А, например CD. Поэтому эти участки также несу1цественно отличаются от жесткости участков притира в сечении А-А Участок QL имеет меньшую длину, чем другие участки сечения MNj поэтому его жесткость тоже высока.
Таким образом, в результате предлагаемого выполнения наклонных пазов на наружной поверхности рубашки, жест0
5
0
CEFD, расположенных между пазами, и разрезов практически одинакова.
Предлагаемый инстр- ент обладает повышенной жесткостью. Известно, что притиры, обладающие высокой жесткостью, например цельные, обеспечивают высокую точность обработки и высокую интенсивность исправленияпогрешностей геометрической формы. Поэтому предлагаемый притир обеспечивает повышение точности и производительности.
Предлагаемую конструкцию притира наиболее эффективно использовать для абразивной притирки глубоких прецизионных отверстий малого диаметра (5,.,20 мм). Это .объясняется тем, что- для обработки этого диапазона диаметров отверстий вынуждены использовать тонкостенные притиры, обладающие низкой и переменной по длине жесткостью.
Формула изобретения
Притир для обработки отверстий, содержащий установленную на конической оправке втулку с разрезом и с непересекающимися наклонными к образующей наружной поверхности пазами, о тлич ающий с я тем, что, с елью повьшгения качества обработки отверстий малого диаметра, на втулке ьшолнено четное количество пазов,при этом в сечениях притира с наименьшей и с наибольшей толщиной стенок пазы и разрез расположены равномерно по периметру, причем в сечении с наибольшей толщиной стенки, диаметрально противоположной
разрезу, расположены два паза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для доводки отверстий | 1988 |
|
SU1609622A1 |
| Притир для обработки отверстий | 1984 |
|
SU1255404A1 |
| Притир для обработки отверстий | 1989 |
|
SU1657354A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ТОРЦА КОЛЬЦЕВОЙКАНАВКИ | 1971 |
|
SU422574A1 |
| Притир для обработки отверстий | 1985 |
|
SU1315262A1 |
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
| Инструмент для доводки отверстий | 1982 |
|
SU1034881A2 |
| Притир для доводки цилиндрических отверстий | 1986 |
|
SU1371884A1 |
| Инструмент для доводки деталей | 1980 |
|
SU905017A1 |

Изобретение относится к области металлообработки, а именно к инструменту для притирки высокоточных от-. верстий. Целью изобретения является повышение качества обработки отверстий малого диаметра за счет повышения жесткости притира в поперечном направлении. На наружной поверхности втулки 1 притира, установленной на конической оправке, изготавливают четное количество пазов. Разрез и пазы расположены равномерно в сечениях притира с наибольшей толщиной стенки и с наименьшей ее толщиной. Два паза 4 и 5 выходят из одной точки Т, расположенной диаметрально . противоположно разрезу в сечении с наибольшей толщиной стенки. 4 ил. п р -/ ОЭ Gt / А/ CD D сл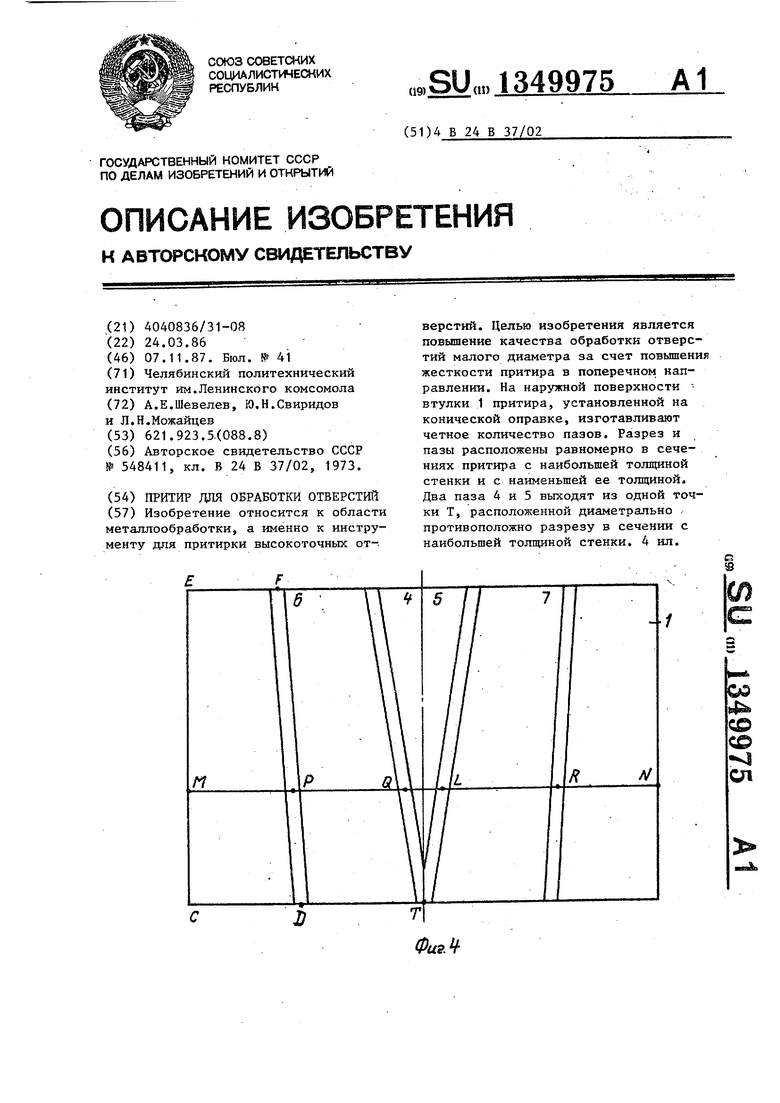
fpu2.2
X
Фи.З
| Притир для доводки отверстий | 1973 |
|
SU548411A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
