20
18
ТО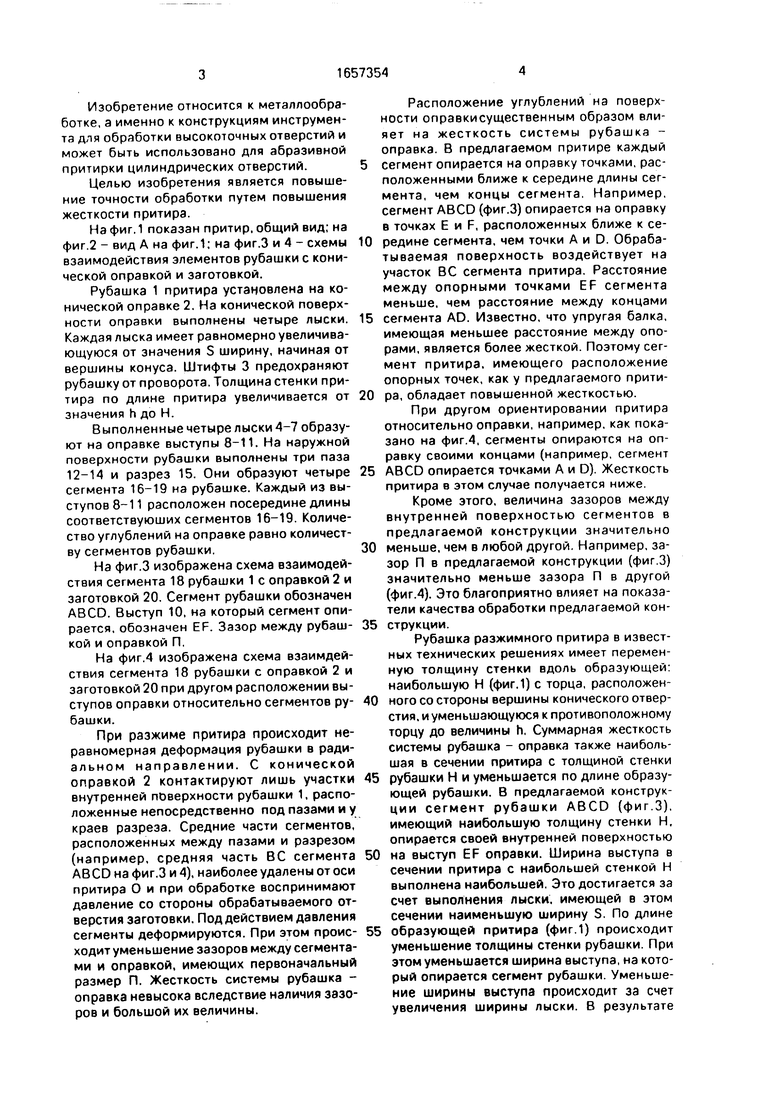
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для обработки отверстий | 1986 |
|
SU1349975A1 |
| Притир для обработки отверстий | 1984 |
|
SU1255404A1 |
| Притир для обработки отверстий | 1985 |
|
SU1315262A1 |
| Притир для доводки отверстий | 1988 |
|
SU1609622A1 |
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| Притир | 1982 |
|
SU1100794A1 |
| Притир для доводки цилиндрических отверстий | 1988 |
|
SU1604578A1 |
| Устройство для окончательной обработ-Ки ОТВЕРСТий | 1977 |
|
SU831577A1 |
| Притир для доводки цилиндрических отверстий | 1986 |
|
SU1371884A1 |
| Инструмент для доводки отверстий | 1982 |
|
SU1034881A2 |
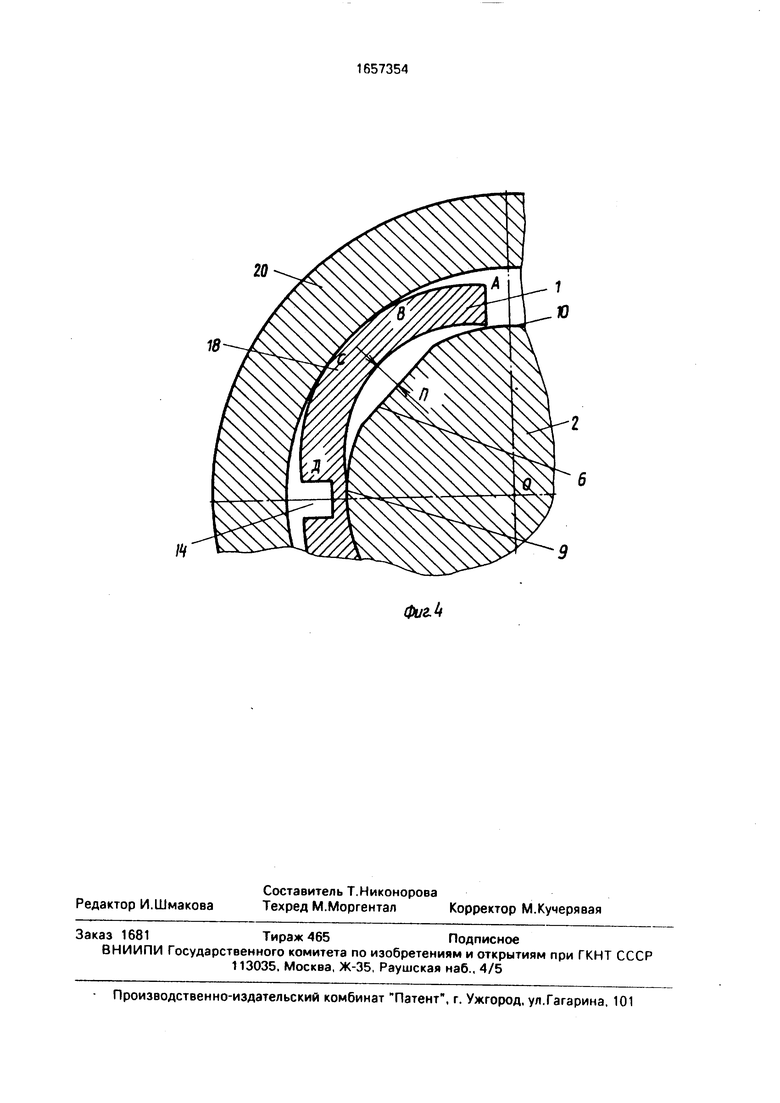
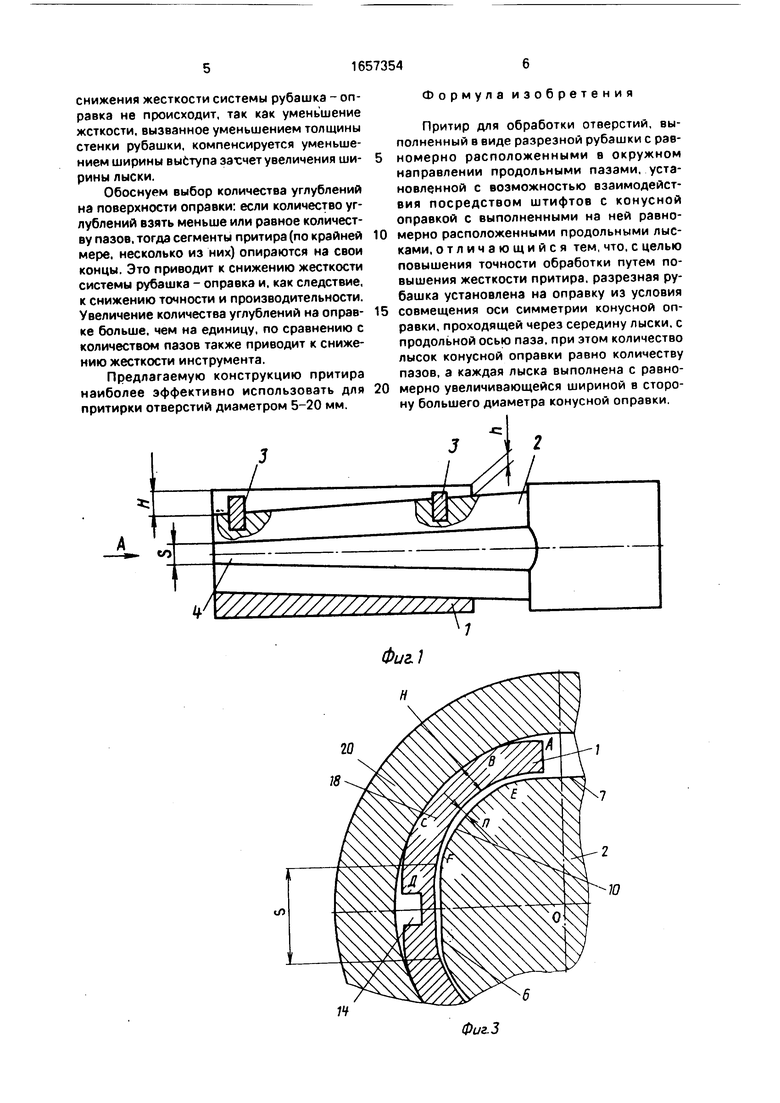
Изобретение относится к металлообработке и может быть использовано для абразивной притирки цилиндрических отверстий. Цель изобретения - повышение точности обработки путем повышения жесткости притира. На конической оправке 2 ВидА установлена рубашка 1 притира и выполнены лыски 4-7, каждая из которых имеет равномерно увеличивающуюся от значения S ширину, начиная от вершины конуса. Лыски 4-7 образуют на оправке 2 выступы 8-11. На наружной поверхности рубашки выполнены три паза 12-14 и разрез 15. Они образуют четыре сегмента 16-19. Каждый из выступов расположен посредине длины соответствующих сегментов. При разжиме притира происходит неравномерная деформация рубашки 1 в радиальном направлении. Под действием давления со стороны обрабатываемого отверстия сегменты деформируются и происходит уменьшение зазоров между сегментами и оправкой 2. На жесткость системы рубашка - оправка влияет расположение углублений на поверхности оправки 2. 4 ил.
| 0 |
|
SU264179A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
