(54) АЛМАЗНО-ОБТОЧНОЙ СТАНОК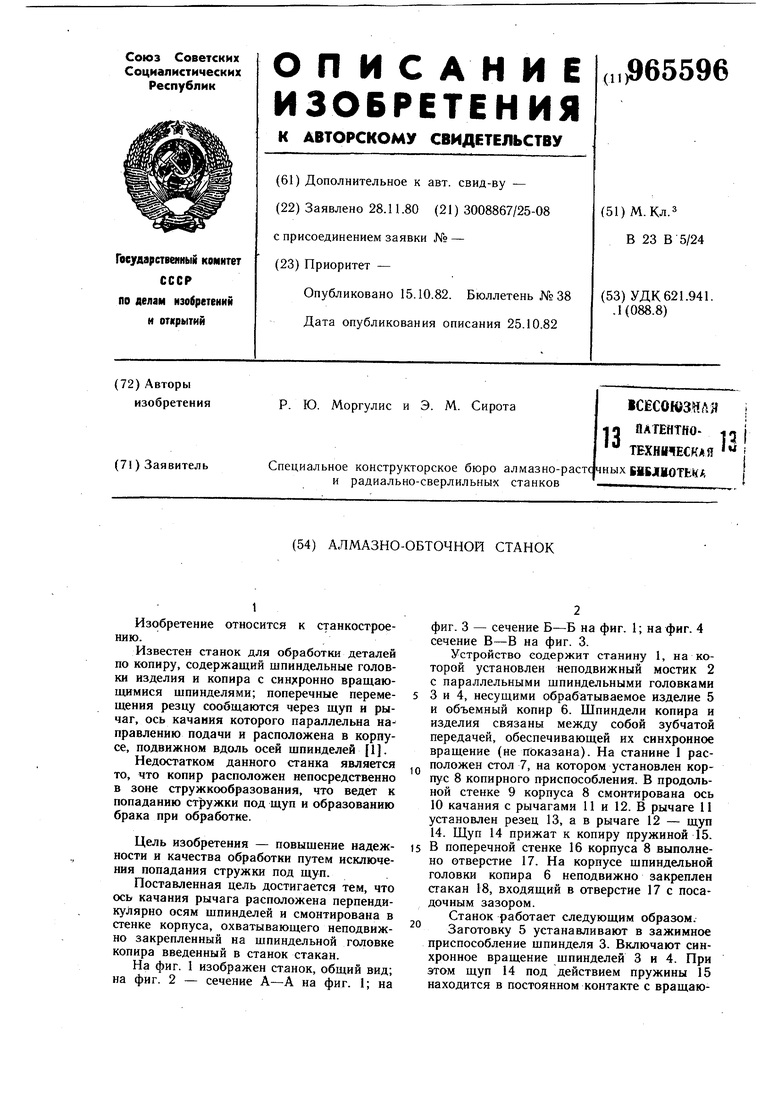
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазно-обточной станок | 1983 |
|
SU1114524A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Отделочно-обточный станок для обработки поршней | 1986 |
|
SU1351708A1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| Способ компенсации погрешности формы изделий с некруглым поперечным сечением при токарной обработке | 1987 |
|
SU1502202A1 |
| Станок для высверливания стекол | 1976 |
|
SU604701A1 |
| Способ и станок для обработки фасонных поверхностей деталей | 1975 |
|
SU543460A1 |
| Алмазно-расточной станок | 1976 |
|
SU654357A2 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
1
Изобретение относится к станкостроению.
Известен станок для обработки деталей по копиру, содержащий шпиндельные головки изделия и копира с синхронно вращающимися щпинделями; поперечные перемещения резцу сообщаются через щуп и рычаг, ось качания которого параллельна направлению подачи и расположена в корпусе, подвижном вдоль осей щпинделей 1.
Недостатком данного станка является то, что копир расположен непосредственно в зоне стружкообразования, что ведет к попаданию стружки под щуп и образованию брака при обработке.
Цель изобретения - повыщение надежности и качества обработки путем исключения попадания стружки под щуп.
Поставленная цель достигается тем, что ось качания рычага расположена перпендикулярно осям шпинделей и смонтирована в стенке корпуса, охватывающего неподвижно закрепленный на шпиндельной головке копира введенный в станок стакан.
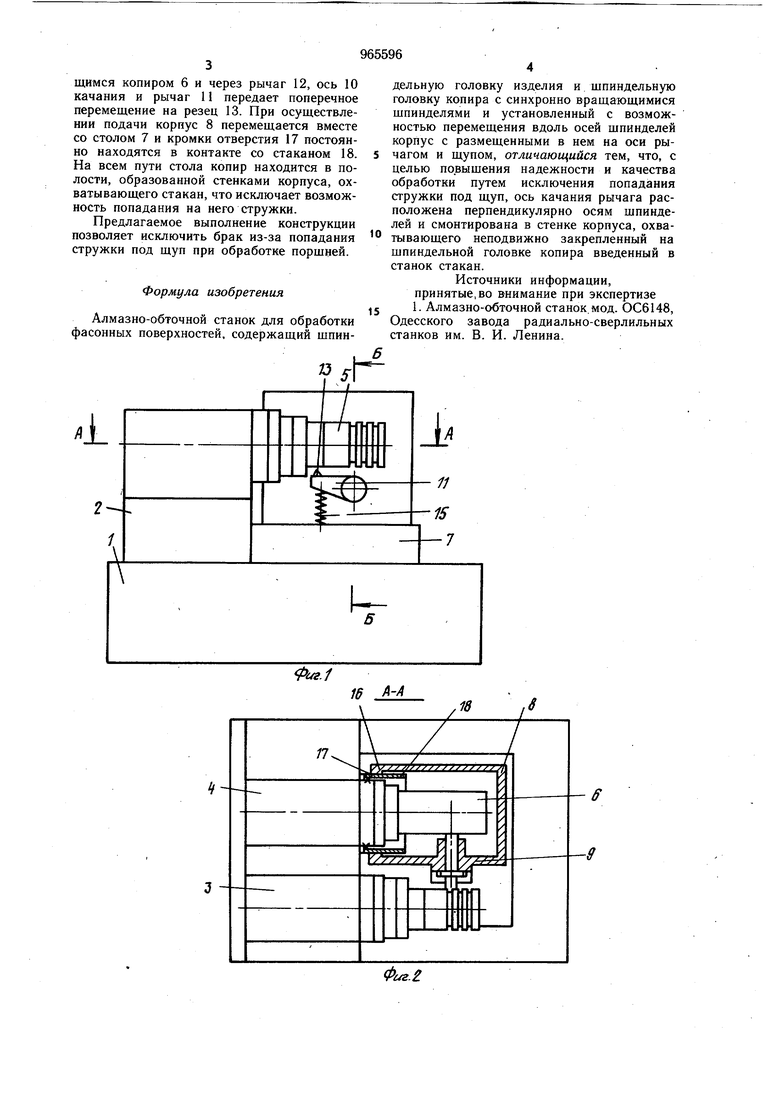
На фиг. 1 изображен станок, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на
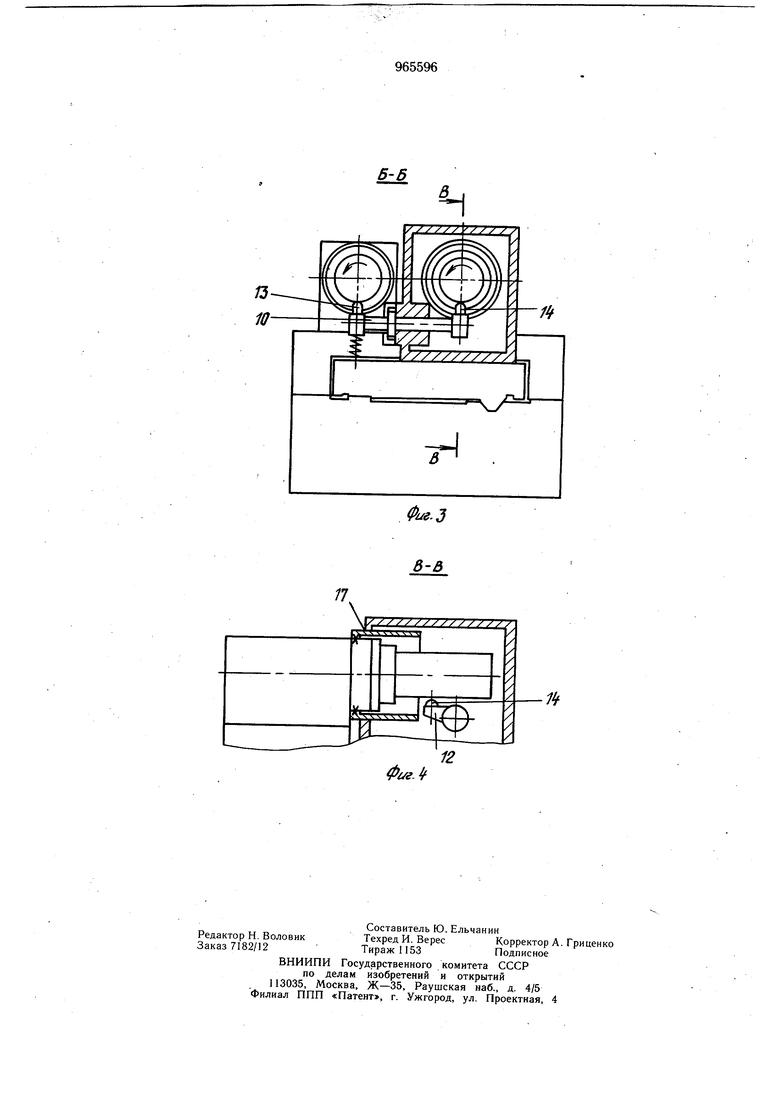
фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 сечение В-В на фиг. 3.
Устройство содержит станину 1, на которой установлен неподвижный мостик 2 с параллельными шпиндельными головками 5 3 и 4, несущими обрабатываемое изделие 5 и объемный копнр 6. Шпиндели копира и изделия связаны между собой зубчатой передачей, обеспечивающей их синхронное вращение (не показана). На станине 1 расположен стол 7, на котором установлен корпус 8 копирного приспособления. В продольной стенке 9 корпуса 8 смонтирована ось 10 качания с рычагами 11 и 12. В рычаге 11 установлен резец 13, а в рычаге 12 - щуп 14. Щуп 14 прижат к копиру пружиной 15. 15 В поперечной стенке 16 корпуса 8 выполнено отверстие 17. На корпусе шпиндельной головки копира 6 неподвижно закреплен стакан 18, входящий в отверстие 17 с посадочным зазором.
Станок работает следующим образом.
20
Заготовку 5 устанавливают в зажимное приспособление шпинделя 3. Включают синхронное вращение шпинделей 3 и 4. При этом щуп 14 под действием пружины 15 находится в постоянном контакте с вращающимся копиром 6 и через рычаг 12, ось 10 качания и рычаг 11 передает поперечное перемещение на резец 13. При осуществлении подачи корпус 8 перемещается вместе со столом 7 и кромки отверстия 17 постоянно находятся в контакте со стаканом 18. На всем пути стола копир находится в полости, образованной стенками корпуса, охватывающего стакан, что исключает возможность попадания на него стружки.
Предлагаемое выполнение конструкции позволяет исключить брак из-за попадания стружки под щуп при обработке порщней.
Формула изобретения
Алмазно-обточной станок для обработки фасонных поверхностей, содержащий щпиндельную головку изделия и шпиндельную головку копира с синхронно вращающимися щпинделями и установленный с возможностью перемещения вдоль осей щпинделей корпус с размещенными в нем на оси рычагом и щупом, отличающийся тем, что, с целью повыщения надежности и качества обработки путем исключения попадания стружки под щуп, ось качания рычага расположена перпендикулярно осям щпинделей и смонтирована в стенке корпуса, охватывающего неподвижно закрепленный на щпиндельной головке копира введенный в станок стакан.
Источники информации, принятые, во внимание при экспертизе
