Изобретен/ие отнаситюя « оборудованию ДЛЯ праизводства оборного железобетона, в чаютности ДЛЯ высадки анкерных головОК и может быть использовано на заводах сборного железобетона.
Из1вестна машина для заготовки предварительно напряженных стержней с высадкой анкерных ГОЛОВОК, содержащая станину, на которой омонтированы зажи.мные губки с формующими гнеддаМИ, оиловые пневмодилпндры, пнавмораюлределительные клапаиы, имеющие управл яющие и выпуакные полости и пневмоправод 1.
Извесрно также устройство для высадки анкерных головок, садерж ащее корпус, на котором амонтированы зажимные губки с формующими гнездаими, силовые пненмоцилиндры и пневмораспредел ительные клапаны, связалные пневмопроводами с пневмоцилищдраМИ и Иимеющие управляющие и выпускные полости 2.
Однако известное устройство не обеспечивает термоупрочнение высаживаемых головок, а вьшуокаемый из пневмоцилиндрав сжатый возаух не иаполызуется вторично.
Цель изобретения - повышеи.ие прочности анкерных головок и зкономпя сжатого воздуха.
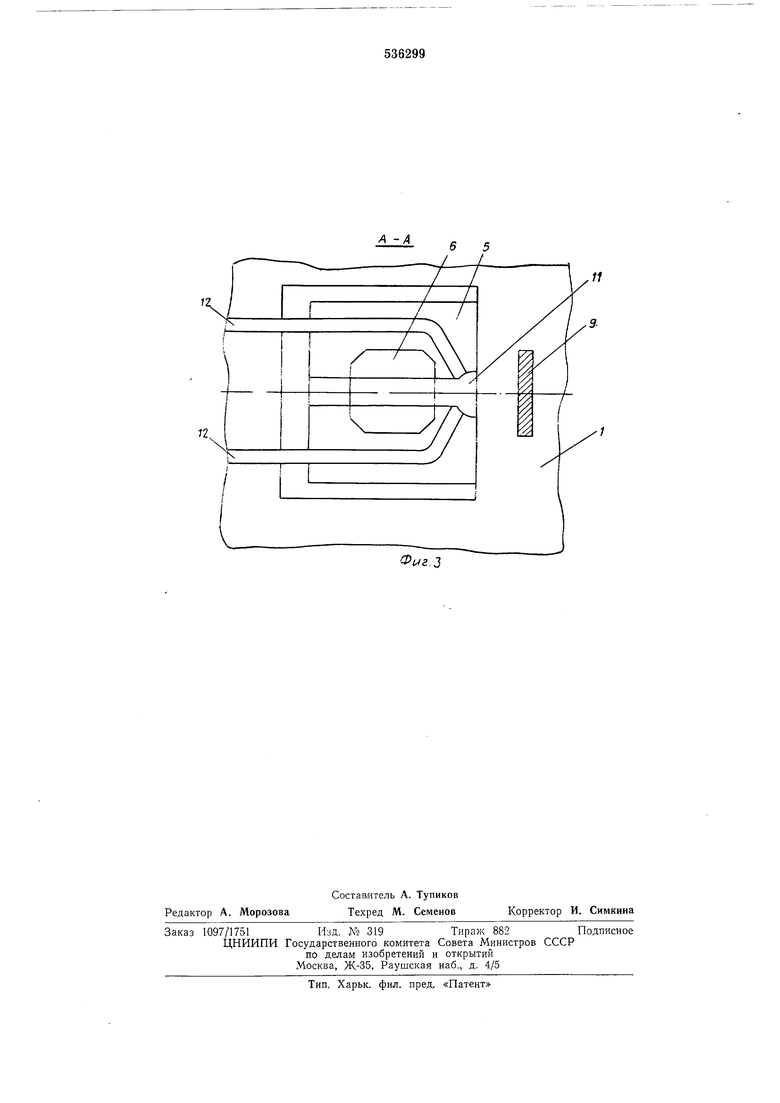
Это досчитается тем, что губки выполнены с каналами, сообщающи1М1И1ся с формующими
гнезда1ми и выпуск)Ы|Ми полостями воздухораспределительного клапана.
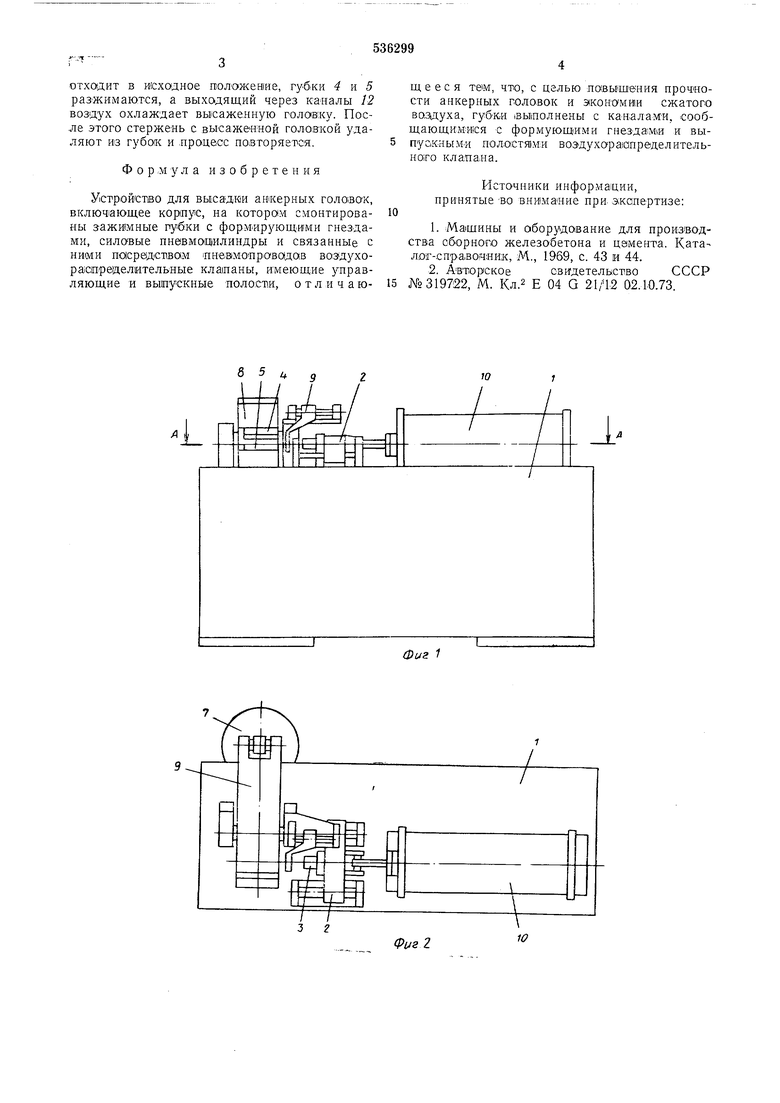
На фиг. 1 показан общий вид устройства; н-а фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А laa фйг. 1.
Устройство состоит из корпуса /, на котором смонт,ирО)ваны каретка 2 с пуансоном 3, верхняя и ниж}1яя зажимные губки 4 и 5, контакт 6 токоподводящ,ий, пневмоцилиндр 7, который с помощью рычага 5 связан с верхней губкой 4. Перед пуаисоном 3 установлен упор 9, ограничивающий длину выпуска арматурного стержня. Зажимные губми 4 и 5 -я пуансон 3 связаны с источником электроэнергии. На корпусе / также смонтирован пневмоцилиндр JO, шток которого связан с каретткой 2. В губках 4 и 5 выполнены фор.мующ1ие гнезда 11, которые с помощью каналов 12 сообщаются с выпускными иоластя.ми воздухор аспределительного клапана (на чертеже не показан).
Устройство работает следующим образом.
Арматурный стержень вставляют между губками 4 и 5 до упора 9 и зажи.мают его в губках. После чего упор 9 убирают, к торду стержня подводят пуансон 3 и включают ток. В процессе нагрева ния конца стержня пуансон 3 сжимает его, в результате чего образуется анкер в виде утолщения. По окончании образования анкера отключают ток, :иключают пневмощилиадры 7 и 10, при этом пуансон 3
отходит в исходное положение, губки 4 н 5 разжимаются, а выходящий через 12 воздух охлаждает высаженную голов;ку. После этого стержень с высажеданой головкой удаляют из губок и .процесс повторяется.
Ф о р ,м у л а изобретения
Устройство для высадки ан керных головок, включающее корпус, на котором смонтированы Зажиадные губки с форм-ирующ нми гнездами, силовые пневмоцилиндры и связанные с ними пасредспвам ппевмопрОвадав воздухораапределительные клаланы, имеющ;ие управляющие и выпускные полосни, отличающееся там, что, с целью повышения прочности анкерных головок и зкокамни сжатого воздуха, губКи 1вьшолнены с каналами, сообщающими ся с формующими гнездами и выпуС|КныМИ полостя)м:и воэдухора1апределительHOifo кла,па;На.
Источники информации, принятые-во внимание при зкапертизе:
1.Машины и оборудование для производства сборного железобетона и цэмента. Каталог-справо Ч;ник, М., 1969, с. 43 и 44.
2.Авторскоеовидетельство СССР №319722, М. Кл.2 Е 04 G 21/12 02.10.73,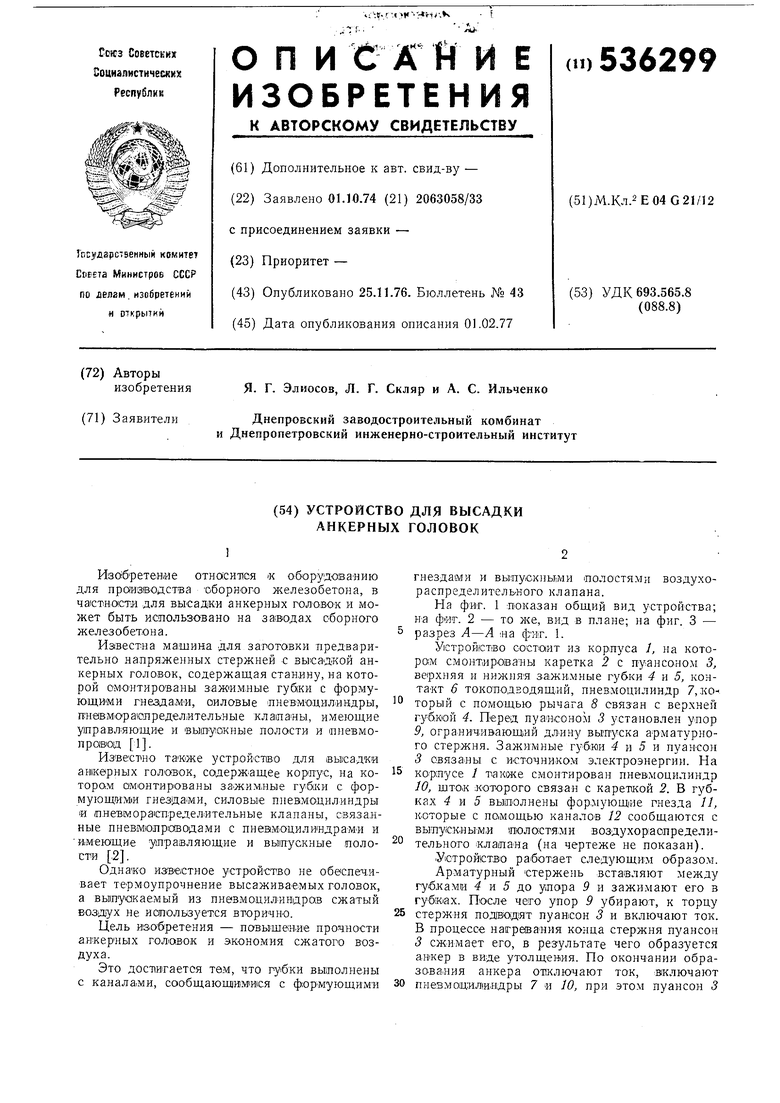
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования анкерных головок | 1990 |
|
SU1805192A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Способ образования анкерных головок | 1985 |
|
SU1352024A1 |
| Способ образования анкерных головок и рабочий орган устройства для образования анкерных головок | 1987 |
|
SU1530720A1 |
| УСТАНОВКА ДЛЯ ВЫСАДКИ АНКЕРНЫХ ГОЛОВОК НА АРМАТУРНЫХ СТЕРЖНЯХ | 1971 |
|
SU319722A1 |
| Способ образования анкера и устройство для его осуществления | 1990 |
|
SU1815320A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Путевой датчик | 1987 |
|
SU1529187A1 |
| Арматурный элемент и способ его изготовления | 1985 |
|
SU1278425A1 |
-JJФиг 1
А -А
6 5
/L,
//
Фиг.
