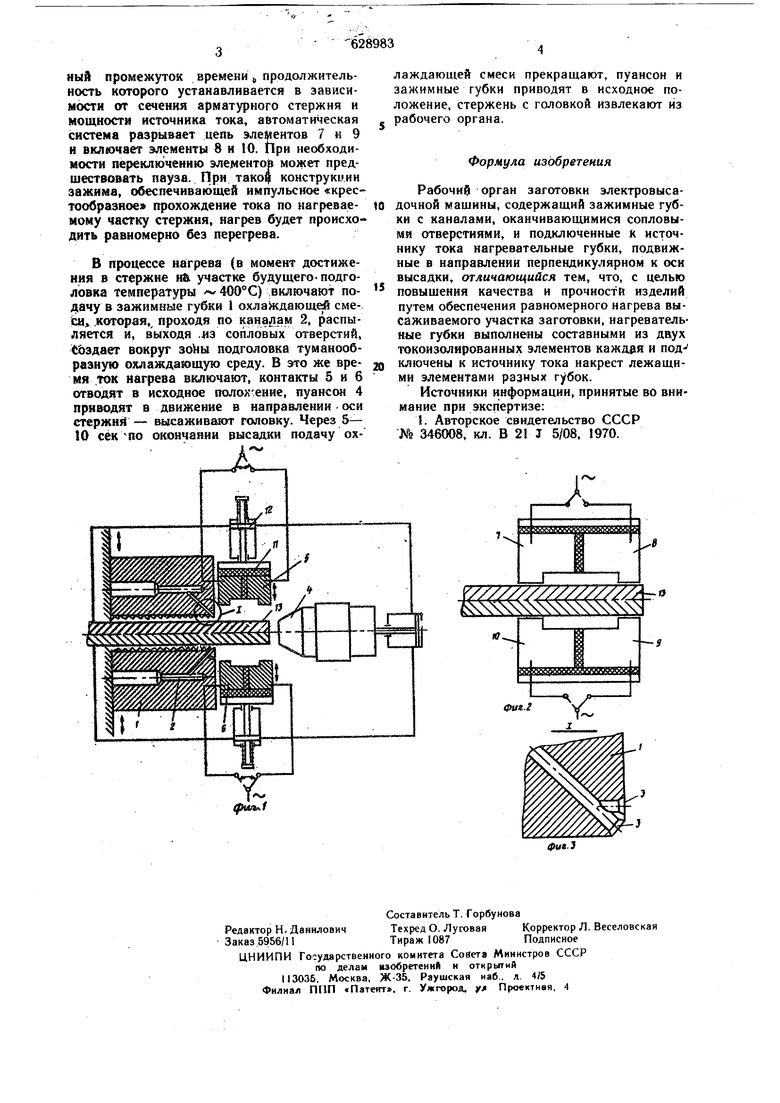
ный промежуток времени продолжительность которого устанавливается в зависимости от сечения арматурного стержня и мощности источника тока, абтоматическая система разрывает цепь эле ентов 7 и 9 и включает элементы 8 и 10. tip необходимости переклк)чению элементов может предшествовать пауза. При тако4 конструкиии зажима, обеспечивающей импульсное «крестообразное прохождение тока по нагреваемому частку стержня, нагрев будет происходить равномерно без перегрева. В процессе нагрева (в момент достижения в стержне Ш. участке будущего-подголовка температуры 400°С) включают подачу в зажимные губки i охла кдающей смесИд .которая,, проходя по 2, распыляется и, выходя .из сопловых отверстий, (издает вокруг подголовка туманообразную охлаждающую среду. В это же время .ток нагрева включают, контакты 5 и 6 отводят в исходное полох-ение, пуансон 4 приводят в движение в направлении оси стержн - высаживают головку. Через 5- 10 сек по окончании высадки подачу охлаждающей смеси прекращают, пуансон и зажимные губки приводят в исходное положение, стержень с головкой извлекают из рабочего органа. Формула изобретения Рабочий орган заготовки электровысадомной машины, содержащий зажимные губки с каналами, оканчивающимися сопловыми отверстиями, и подключенные к источнику тока нагревательные губки, подвижные в направлении перпенднкулярном к оси высадки, отличающийся тем, что, с целью повышения качества и прочности изделий путем обеспечения равномерного нагрева высаживаемого участка заготовки, нагревательные губки выполнены составными из двух токоизолированных элементов каждая и подключены к источнику тока накрест лежащнми элементами разных губок. Источники информации, принятые во внимание при экспертизе: . Авторское свидетельство СССР № 346008, кл. В 21 J 5/08, 1970.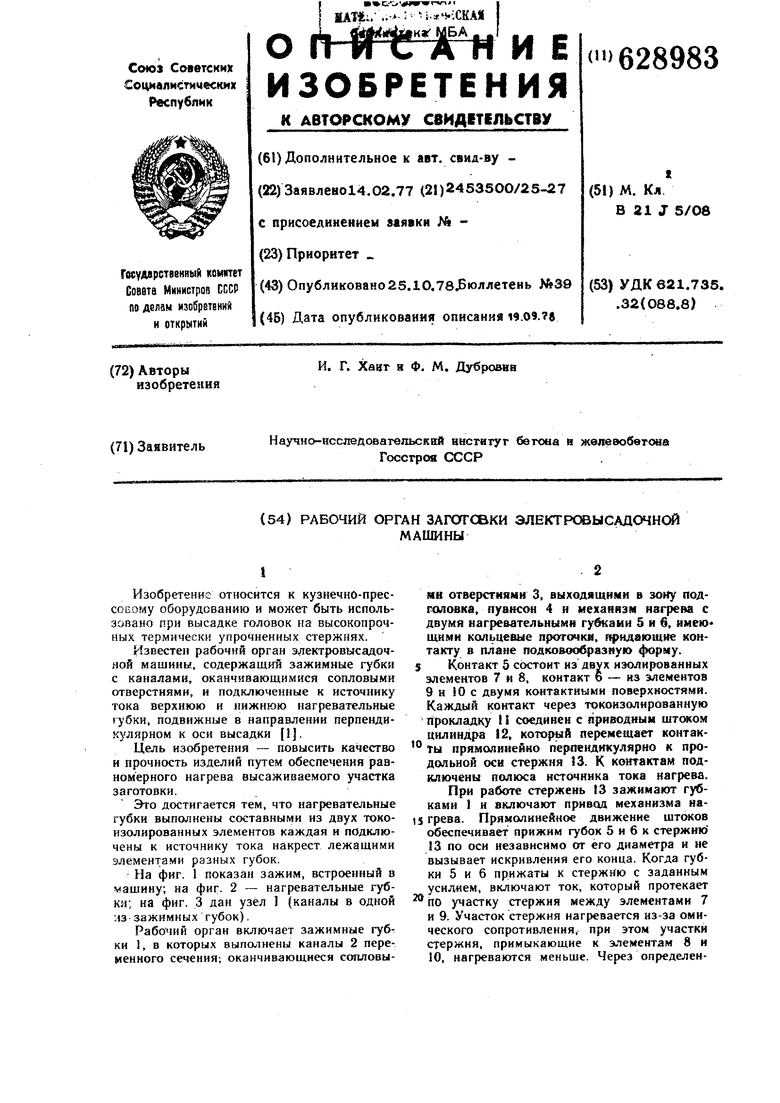
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования анкерных головок и рабочий орган устройства для образования анкерных головок | 1987 |
|
SU1530720A1 |
| Способ образования анкерных головок | 1985 |
|
SU1352024A1 |
| Способ образования анкерных головок | 1990 |
|
SU1805192A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Устройство для высадки анкерных головок | 1974 |
|
SU536299A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |
| МЕХАНИЗМ НАГРЕВА | 1973 |
|
SU366024A1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
