Изобретение относится к производству железобетонных изделий, где напрягаемыми стерн нями являются как термически упрочненные, так и обычные арматурные стали.
Известна установка для высадки анкерных головок на арматурных стержнях, нагреваемых электрическим током, включающая корпус, каретку с пуансоном.и зажимные губки.
Целью изобретения является обеспечение высадки головок на термически упрочненных арматурных стержнях.
Для этого в одной из зажимных губок закреплен с возможностью свободного перемещения охлалсдаемый на части длины подпружиненный толкатель с шайбой, выполненный из токопроводящего материала малого сопротивления, например из меди.
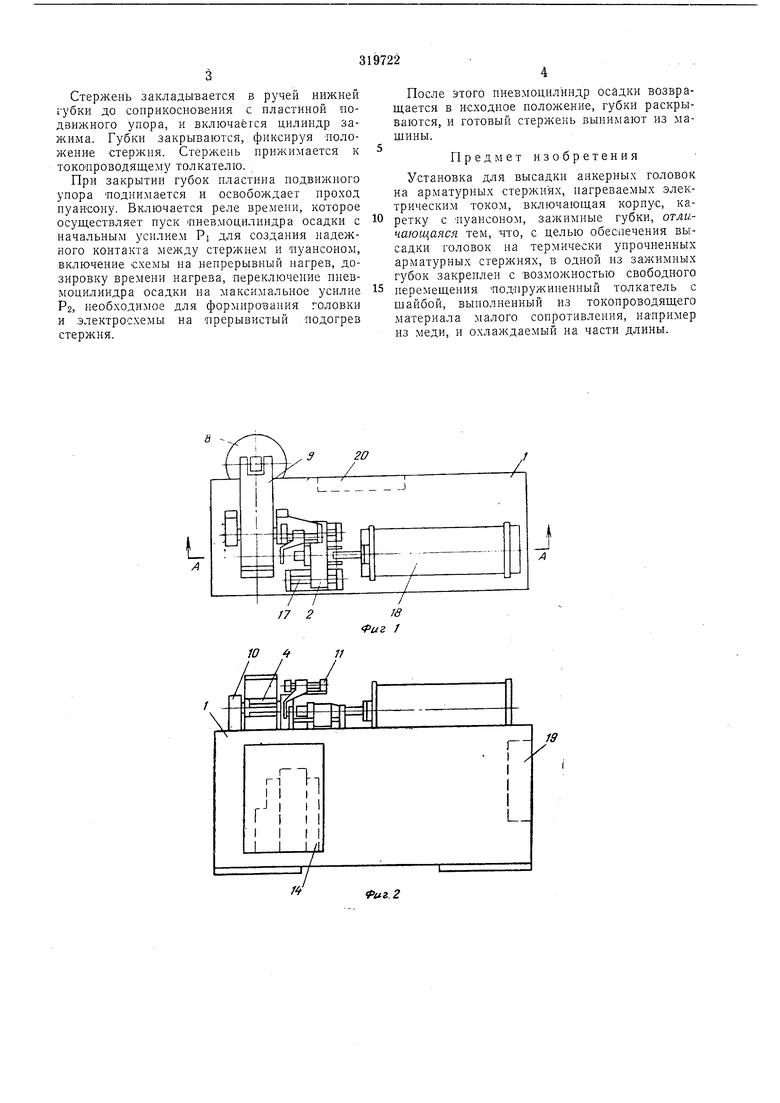
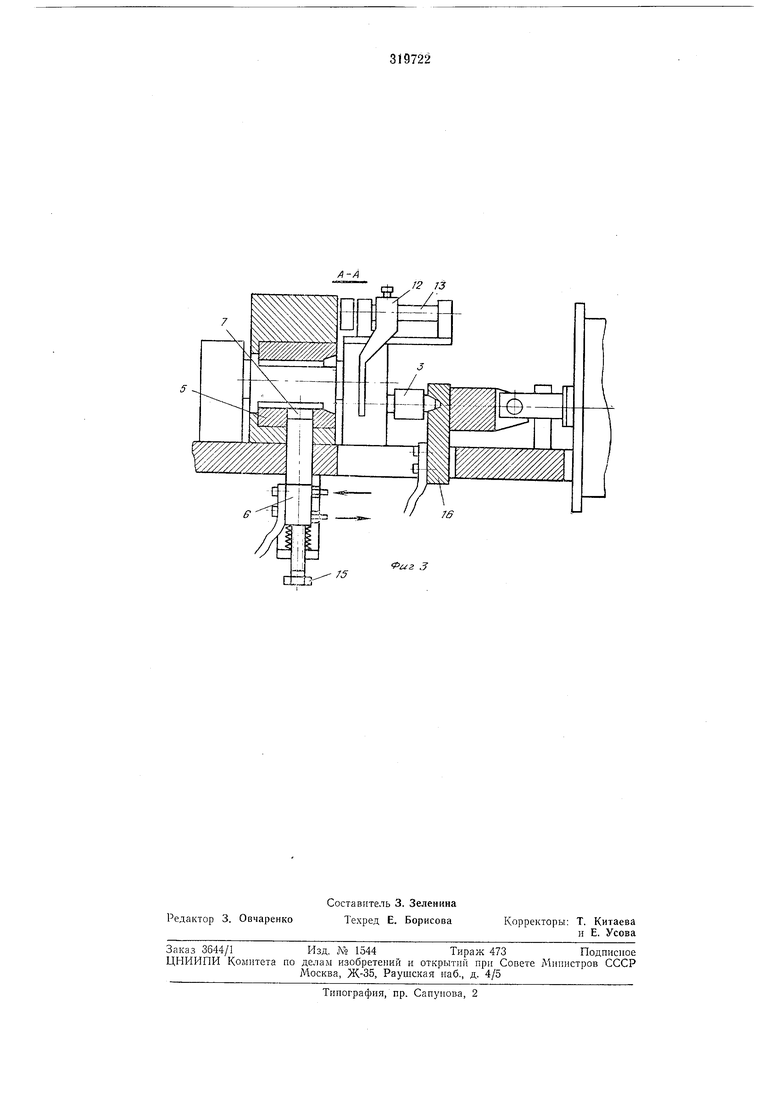
На фиг. 1 изображена предлагаемая установка в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 -разрез по Л-Л па фиг. 1.
Установка для высадки анкерных головок на арматурных стержнях включает корпус 1, каретку 2 с пуансоном 3, верхнюю 4 и нижнюю 5 зажимные губки и толкатель 6 с щайбой 7. Последние выполнены из токопроводящего материала малого сопротивления, например из меди.
щимся в двух опорах 10 и имеющим на противоположном конце верхнюю зажимную губку. Па правой опоре закреплен подвижный упор 11, пластина 12 которого перемещается
по направляющей 13, имеющей мерные риски и фиксируется в нужном положении при помощи стопорного болта.
Подвижный упор приводится в движение от зажимного рычага при помощи кулисы
так, что при открытых зажимных губках пластины перекрывают путь арматурному стержню, а при закрытых поднимаются. Нижняя губка крепится на корпусе и имеет отверстие, через которое проходит толкатель, соединенный с одной клеммой трансформатора 14 и и.меющий систему охлаждения.
Толкатель подводит ток к стержню через щайбу, которая предохраняет толкатель от износа и легко заменяется. Толкатель установлен подвижно, подпружинен . и регулируется при помощи регз-лировочного винта 15. Второй вывод трансформатора присоединен к пуансонодержателю 16, закрепленному на каретке, движущейся по направляющим
17 под действием пневмоцилиндра 18 высадки. В пуансонодержателе крепится иуансон. Необходимая последовательность и режим работы установки обеспечивает устройство управления, включающее реле 19 времени и
Стержень закладывается в ручей нижней губки до соприкосновения с пластиной подвижного упора, и включается цилиндр зажима. Губки закрываются, фиксируя положение стержня. Стерл.ень прижимается к токопроводящему толкателю.
При закрытии губок пластина подвижного упора поднимается и освобождает проход пуансону. Включается реле времени, которое осуществляет пуск пневмоцилиндра осадки с начальным уснлием PI для создания надежного контакта между стержнем и -нуансоном, включение схемы на непрерывный нагрев, дозировку времени нагрева, переключение нневмоцилиндра осадки на максимальное усилие РЗ, необходимое для формнрования головки и электросхемы на прерывистый подогрев стержня.
После этого нневмоцнлиндр осадки возвращается в исходное положение, губки раскрываются, и готовый стержень вынимают из машины.
Предмет изобретения
Установка для высадки анкерных головок на арматурных стержнях, нагреваемых электрическим током, включающая корпус, каретку с пуансоном, зажимные губки, отличающаяся тем, ЧТО, с целью обеспечения высадкн головок на термически упрочненных арматурных стержнях, в одной из зажимных губок закреплен с возможностью свободного
перемещения подпружиненный толкатель с шайбой, выполненный из токопроводящего материала малого сопротивления, например из меди, и охлаждаемый на части длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Устройство для высадки анкерных головок | 1974 |
|
SU536299A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Способ образования анкерных головок и рабочий орган устройства для образования анкерных головок | 1987 |
|
SU1530720A1 |
| Устройство для образования анкерных головок на концах арматурных стержней | 1978 |
|
SU775267A1 |
| Способ образования анкерных головок | 1985 |
|
SU1352024A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
| Путевой датчик | 1987 |
|
SU1529187A1 |
| Способ образования анкерных головок | 1990 |
|
SU1805192A1 |
| УСТРОЙСТВО для ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА И УКЛАДКИ АРМАТУРНБ1Х СТЕРЖНЕЙ В УПОРЫ | 1968 |
|
SU217259A1 |
fff
fuz.2
Риг 3
