Изобретение относится к области переработки пластмасс методом литья под давлением и может быть использовано в химической и машиностроительной промышленности.
Цель изобретения - повышение надежности работы сопла и упрош,ение его конструкции.
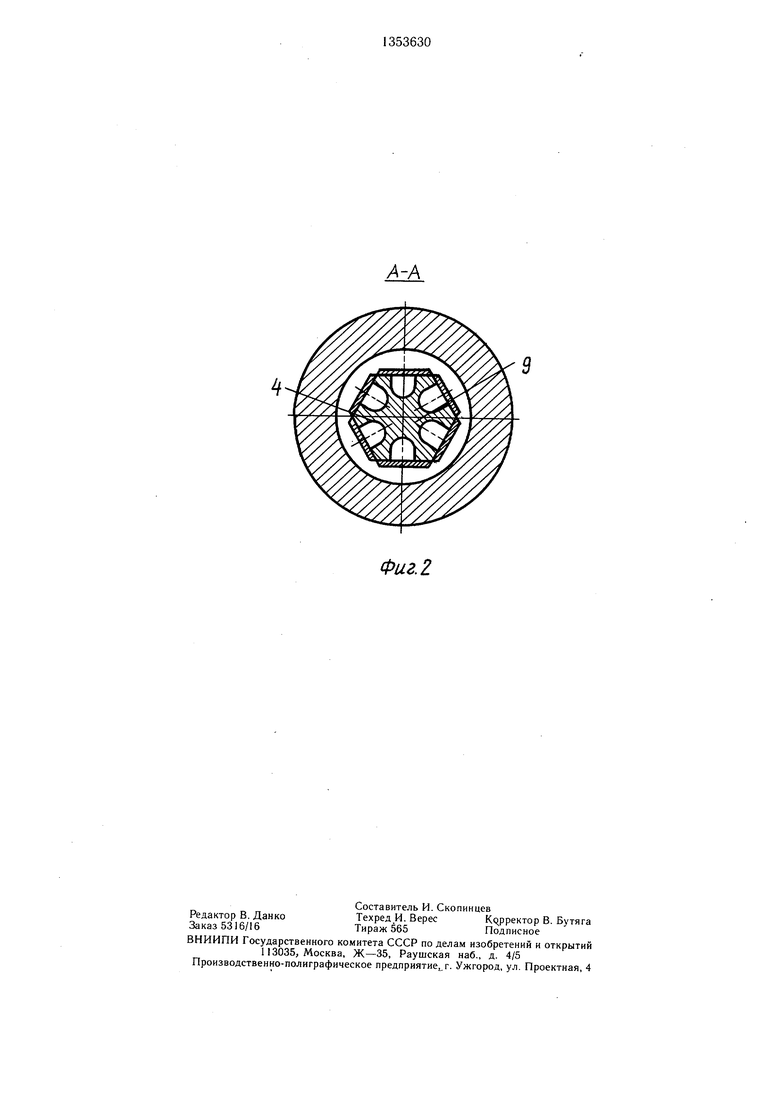
На фиг. 1 изображено сопло, оба;ий вид; на фиг. 2 - разрез А-А на фиг. 1.
Сопло содержит корпус 1 с центрально расположенным питаюшим каналом 2 и разводящими каналами 3. Выходная часть корпуса I вполнена в виде многогранника 4. К корпусу 1 прикреплен наконечник 5 с выходным каналом 6, сообщенным с питающим каналом 2 посредством разводящих каналов 3. На выходной части корпуса 1 с возможностью перекрытия разводящих каналов 3 размещен упругий элемент 7, выполненный в виде многогранной втулки с кольцевы.м буртом 8 на торце для сопряжения с корпусом 1. По ребрам .многогранной втулки до кольцевого бурта 8 йыполнеиы разрезы 9.
Сопло работает следующим обр.азом.
Сопло вворачивают в нагревательный цилиндр (не показан) литьевой машины. При заливке пресс-формы расплав под давлением поступает в центрально расположенный питающий канал 2 корпуса 1 сопла, проходит через разводящие каналы 3 и давит на грани упругого элемента 7, размещенного на выходной части корпуса 1 с возможностью перекрытия разводящих каналов 3. Под действием давления расплава грани упругого элемента 7 с разрезами 9 отжимаются, и через образовавшийся зазор между упругим элементом 7 и корпусом 1 расплав поступает через выходной канал 6 наконечника 5 в пресс- форму.
После заполнения формующей полости пресс-формы расплавом давление расплава в центрально расположенно.м питающем ка
нале 2 корпуса 1 сопла и в пресс- форме уравновешивается, грани упругого элемента 7 занимают свое первоначальное положение. При заборе пресс-материала щнеком литьевой машины усилия расплава недостаточно для отжатия упругого элемента 7, и расплав не вытекает из сопла. При следующей заливке пресс-формы расплавом процесс работы сопла повторяется.
Использование предлагаемой конструкции сопла за счет наличия упругого элемента, выполненного в виде многогранной втулки с кольцевым буртом и разрезами, выполненными по ребрам до бурта,
позволит повысить его надежность в работе за счет свободного отжатия граней упругого элемента. Конструкция сопла более проста за счет того, что не требуется изготовления кольцевого паза с наклонными стенками и установки щтифта под у.пругий элемент. Упругий эле.мент свободно устанавливается и снимается после работы.
Формула изобретения
Сопло литьевой .машины для пластмасс, содержащее корпус с центрально расположенным питающим каналом и разводящими каналами, наконечник с выходным каналом, сообщенным с питающим каналом посредством рзводящих каналов, и упругий элемент, размещенный на выходной части корпуса с возможностью перекрытия разводящих каналов, отличающееся тем, что, с целью повыщения надежности работы сопла- и упрощения его конструкции, выходная часть корпуса в месте сопряжения с упругим элементом выполнена в виде многогранника, а упругий элемент выполнен в виде многогранной втулки с кольцевым буртом на торце для сопряжения с корпусом и разрезами, выполненными по ребрам .многогранной втулки до кольцевого
бурта.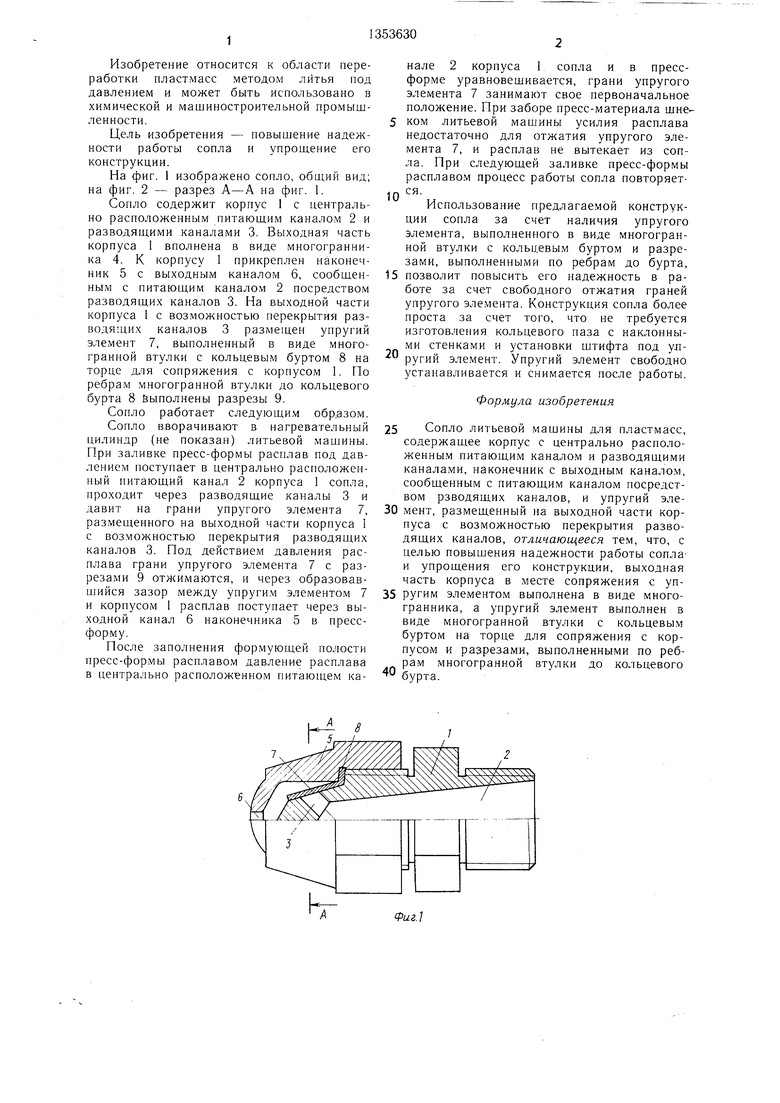
| название | год | авторы | номер документа |
|---|---|---|---|
| Сопло литьевой машины для пластмасс | 1986 |
|
SU1351807A1 |
| Сопло литьевой машины для пластмасс | 1983 |
|
SU1151475A1 |
| Самозапирающееся сопло литьевой машины для переработки пластмасс | 1982 |
|
SU1063616A1 |
| Сопло литьевой машины для переработки пластмасс | 1987 |
|
SU1495137A1 |
| Механизм впрыска многопозиционной литьевой машины | 1986 |
|
SU1353629A1 |
| САМОЗАПИРАЮЩИЙСЯ ИНЖЕКТОР ВПРЫСКА РАСПЛАВА ПОЛИМЕРА | 2014 |
|
RU2574245C1 |
| ИНЖЕКЦИОННОЕ СОПЛО ЛИТЬЕВОЙ МАШИНЫ ДЛЯ ПЛАСТМАСС | 1991 |
|
RU2021132C1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Запирающееся сопло литьевых машин для пластмасс | 1975 |
|
SU551184A1 |
Изобретение относится к переработке пластмасс методом литья под давлением. Цель изобретения - повышение надежности работы сопла и упрощение его конструкции. Сопло содержит корпус с центрально-расположенным питающим каналом и разводящими каналами. Выходная часть корпуса выполнена в виде многогранника. К корпусу прикреплен наконечник с выходным канало.м. На выходной части корпуса размещен упругий элемент в виде многогранной втулки. Кольцевой бурт упругого элемента сопряжен с корпусом. По ребрам втулки выполнены разрезы до кольцевого бурта. Это позволяет расплаву во время работы сопла отжимать грани упругого элемента. При этом расплав поступает в пресс-форму через выходной канал. После заполнения пресс-формы расплавом грани упругого элемента занимают первоначальное положение. При наборе дозы усилия расплава недостаточно для отжатия граней упругого элемента. В результате повыщается надежность работы сопла. Конструкция сопла упрощается. 2 ил. ю со ел со 05 оо
Фиг. 2
| Устройство для загрузки стержневых деталей с головкой | 1987 |
|
SU1414557A1 |
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Сопло литьевой машины для пластмасс | 1983 |
|
SU1151475A1 |
| Солесос | 1922 |
|
SU29A1 |
