7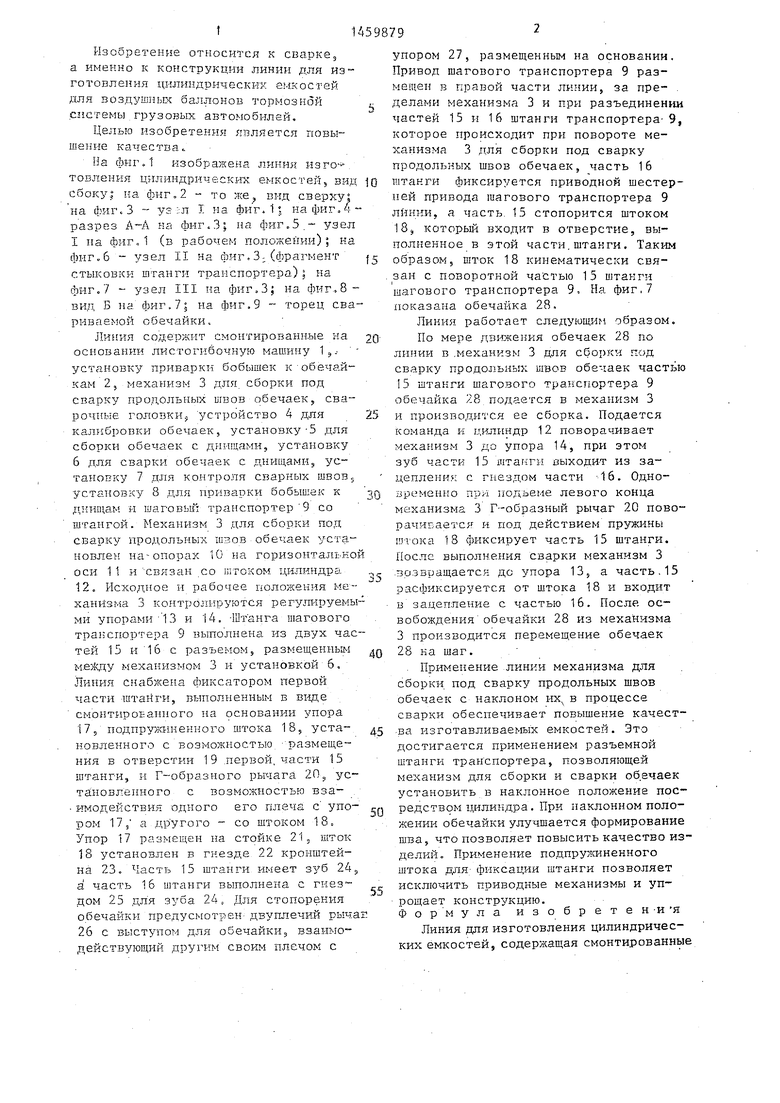
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656788A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
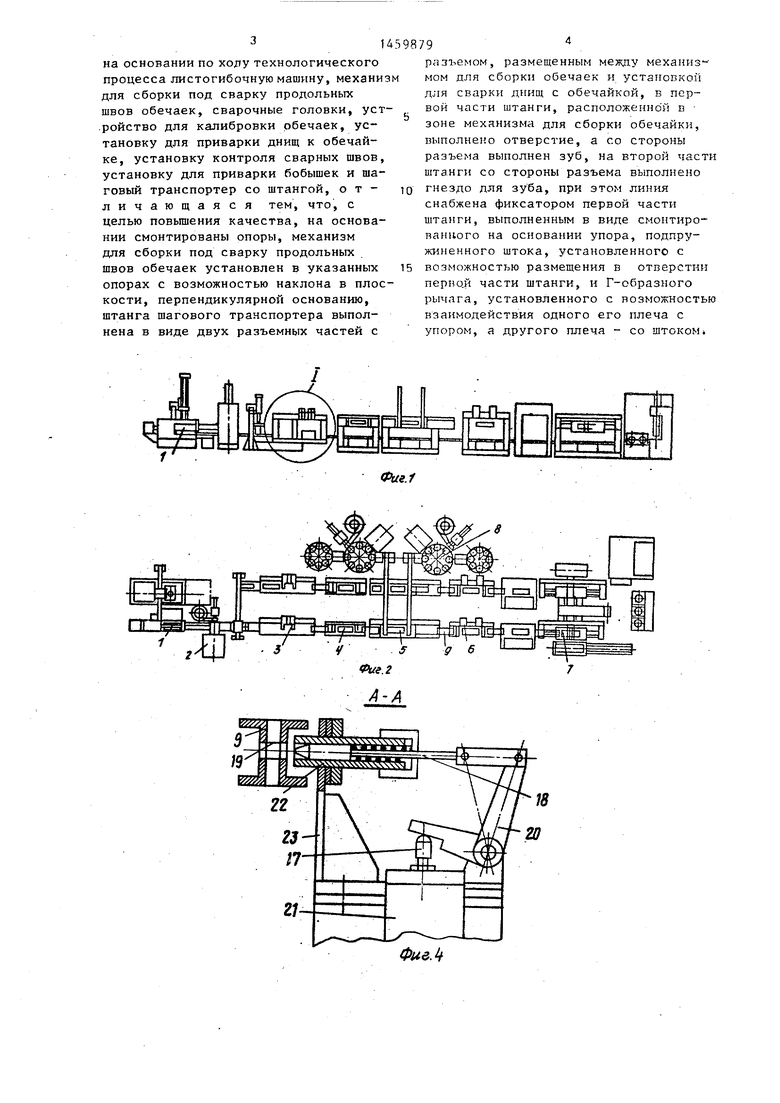

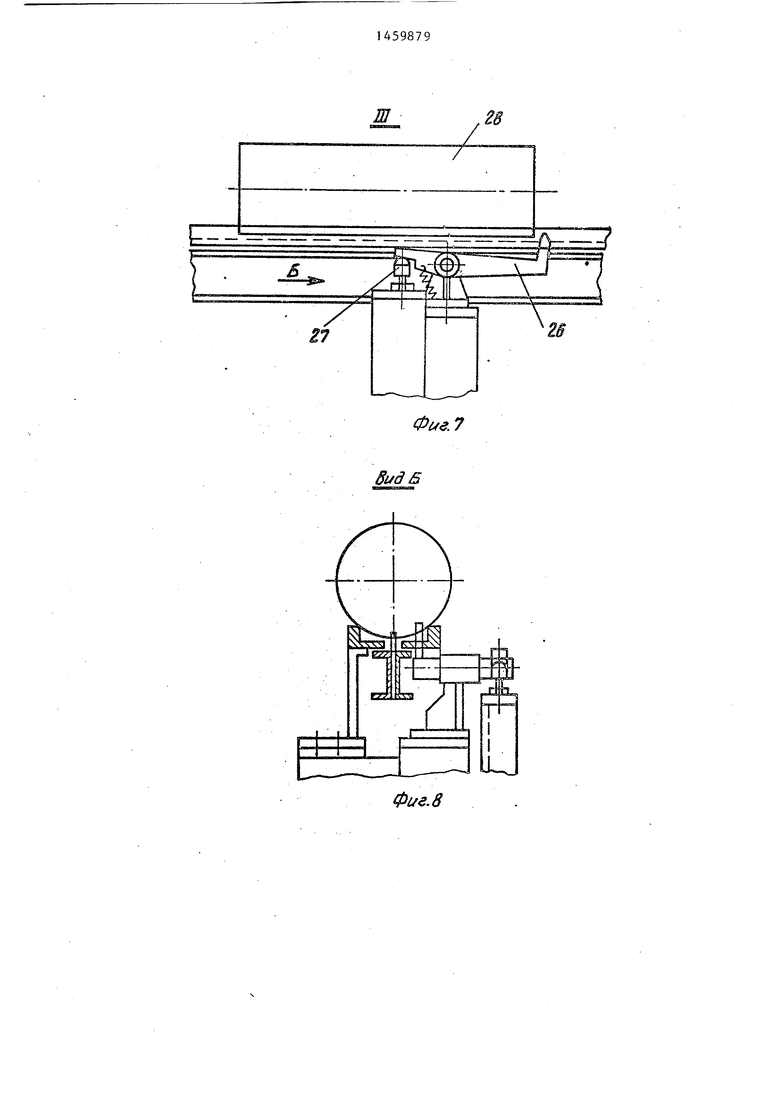
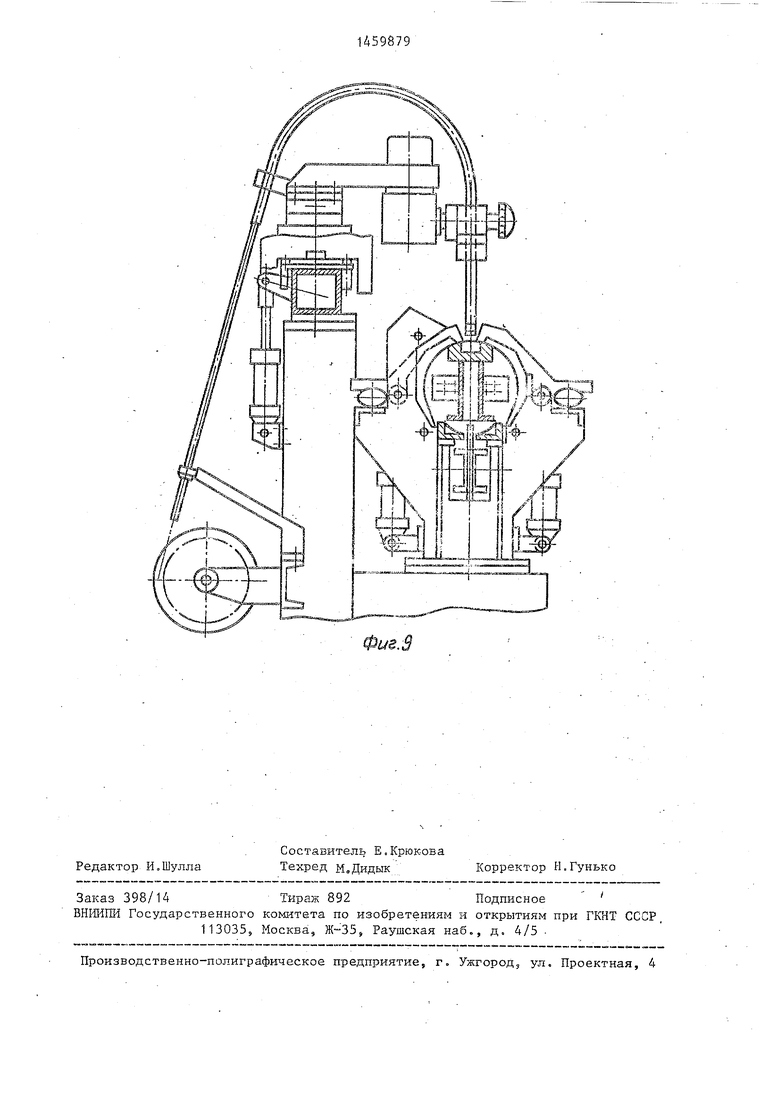
Изобретение относится к сварке, а именно к кокструкцнн линии для изготовления цилиндрических емкостей для воздушных баллонов тормозной системы грузовых: автомобилей. Цель - повышение качества. Линия для изготовления цилиндрических емкостей содержит смонтированные на основании по ходу технологического процесса листогибочную машину, механизм для сборки под сварку продольных швов обечаек, сварочные головки, установку для приварки днищ к обечайке, шаговый транспортер со штангой. На осно- :вании смонтированы опоры 10. Механизм для сборки под сварку продольных LCBOB обечаек установлен в опорах 10 с возможностью наклона в плоскости, перпендикулярной основанию 1. Штанга шагового транспортера выполнена из двух частей 15 и 16 с разъемом, размещенньм между механизмом для сборки обечаек и установкой для сварки дн1лц с обечайкой. В части штанги, расположенной в зоне механизма для сборки обечайки, выполнено отверстие, а со стороны разъема - зуб. На ответной части штанги выполнено гнездо для зуба. Линия снаб--: g жена фиксатором чайти штанги с зубом, выполненным в виде подпружиненного штока. При накло 1е механизма 3 -часть 15 штанги с зубом фиксируется подпру жиненным штоком, а сварка продольного шва обечайки происходит при перемещении сварочных головок ма спуск, что улучшает условие формирования гава. 9 ил.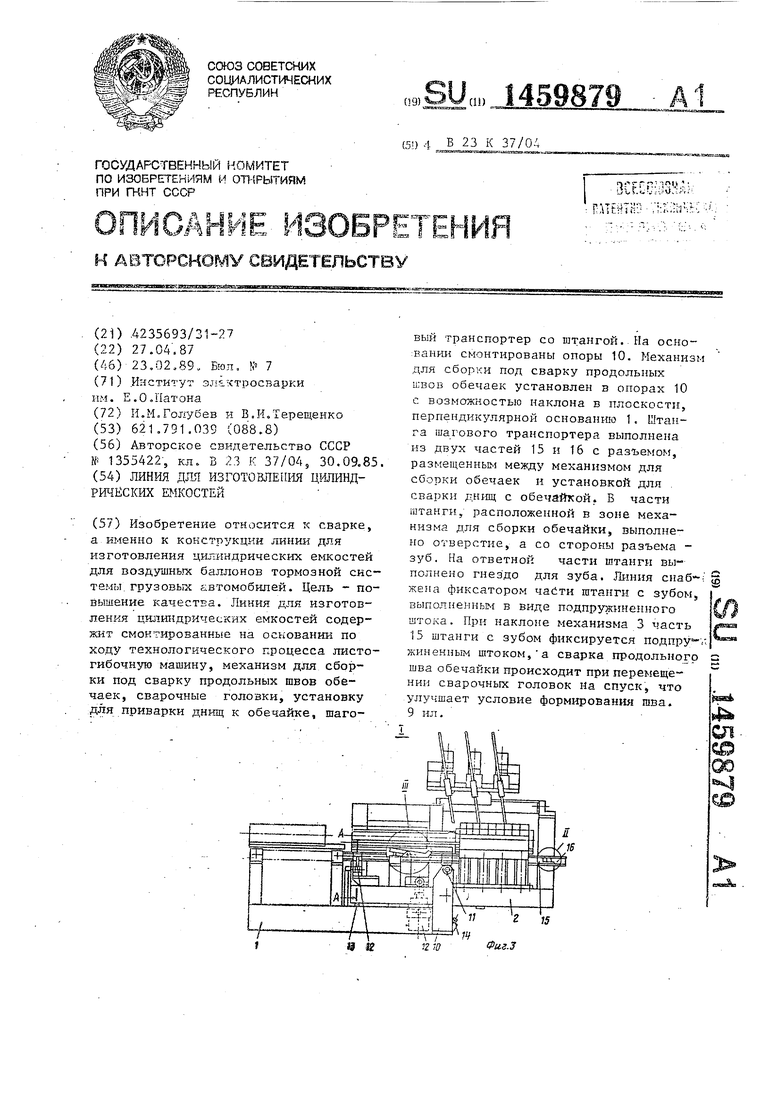
Фиг.1
Фие.
ФLfS.5
Фиа.б
Фиг. 8
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
