1
Изобретение относится к прокатному производству, точнее к способам получения полос на станах кварто в черной и цветной металлургии.
Цель изобретения - увеличение пределов регулирования поперечной разнотолщинности полосы за счет перраспределения нагрузок в контактных зонах каждого рабочего валка.
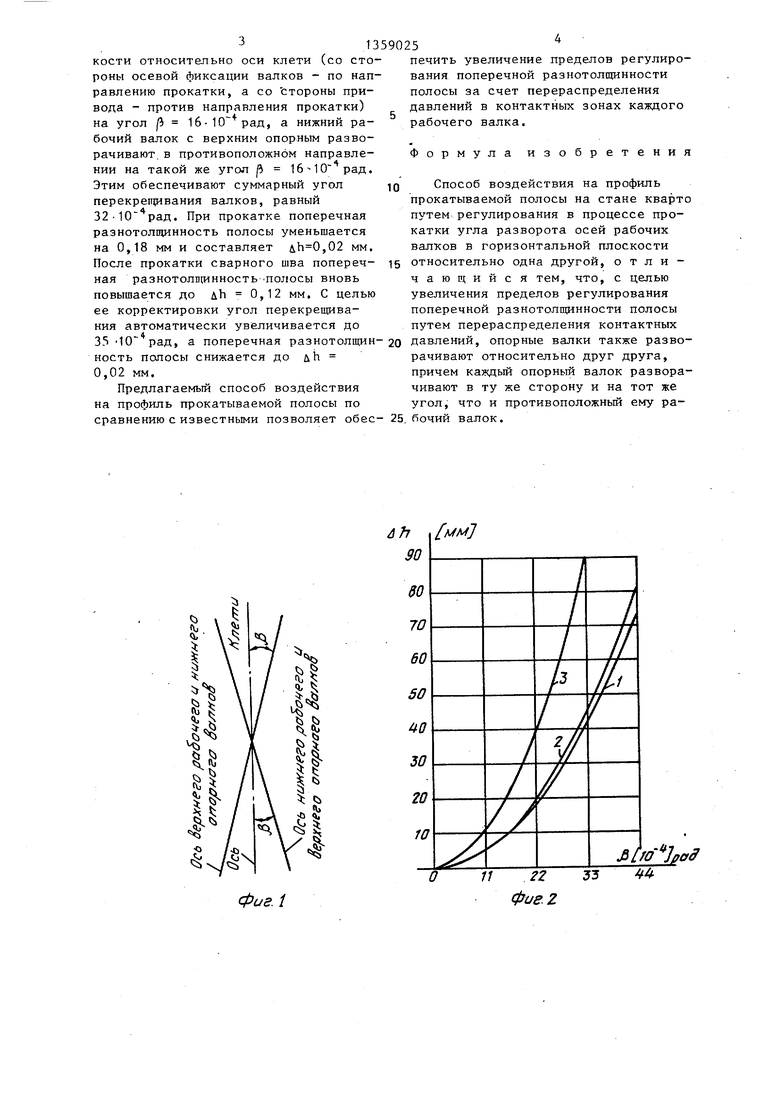
На фиг.1 изображена схема перекоса осей валков при регулировании поперечной разнотолщинности - синхронный разворот верхнего рабочего и нижнего опорного валков относительно нижнего рабочего и верхнего опорного валков; на .фиг.2 - график зависимости пределов регулирования величины поперечной разнотолщинности от угла перекоса (fi) рабочих валков; на фиг.З - график зависимости пределов регулирования поперечной разно толщикности от ширины прокатываемой полосы.
Способ воздействия на поперечную разнотолщннность полосы осуществляется следующ1м образом.
В процессе прокатки в результате прогиба валков возникает поперечная разнотолщинность полосы uh, т.е. неодинаковая толпщна по ее ишрине В равная:
дЬ hj - h,.
где h.
- толщина по среднему сечению полосы;
h, - толщина по краю полосы. С целью уменьшения поперечной разнотолщинности полосы, а следовательно, улучшения ее качества, предлагается разворачивать верхний рабочий валок синхронно с противолежаш;им ему относительно прокатываемой полосы нижним опорным валком, например, со стороны осевой фиксации валков по направлению прокатки. При этом нижний рабочий и верхний опорный валки разворачивают в противоположном направлении против направления прокатки с той же стороны осевой фиксаций, а сторону привода валков разворачивают соответственно в противоположных направлениях. В результате такого разворота валков их оси займут положе- 55 уменьшения с толщиномера автоматичес- ние, показанное на фиг.1. Причем в ки подают сигнал на устройство раз- процессе- прокатки при относительном ворота валков. При этом верхний рабо- развороте валков в зависимости от ве- чий валок синхронно с нижним валком личины угла их перекрещивания, напри- разворачивают в горизонтальной плос
2
мер от О до 3,3-10 рад, можно соответственно корректировать поперечную разнотолщинность полосы uh от О до 90 кмк (фиг.2, кривая 3).
Кроме того, корректировка поперечной разнотолщинности зависит от ширины прокатываемой полосы В. Например,
при одинаковом угле разворота валков В 25-10 рад, при ширине полосы В 1200 мм поперечная разнотолщин
ность полосы уменьшается на uh 0,11 мм, а при ширине В 1600 мм разнотолщинность уменьшается на ih 0,19 мм (фиг.З, кривая 3).
Согласно расчету, проведенному для стана 2500 холодной прокатки при прокатке полосы мм, составлен график изменения величины регулируемой поперечной разнотолщинности дЬ (фиг.1, кривые 1, 2 и 3) в зависимости от величины угла /3 перекрещивания валков (см.фиг.2, где кривая 3 соответствует регулирова- нию поперечной разнотолщинности полосы по предлагаемому способу воздействия, а кривые 1 и 2 - соответственно при совместном развороте пар
рабочих и опорных валков при развороте только рабочих валков). По предлагаемому способу при гораздо меньшем угле / перекоса валков можно отрегулировать большую разнотол- щинность полосы uh и представляется
возможным в больших пределах регулировать поперечную разнотолш 1нность полосы.
Данный способ может внести существенную корректировку в регулирование
поперечной разнотолщинности, особенно при прокатке узких полос (фиг.З, где кривая 3 соответствует регулированию поперечной разнотолщинности полосы по данному способу воздействия,
кривая 1, 2, 4 - соответственно при совместном развороте рабочих и опорных валков, при развороте только рабочих валков или при использовании устройств противоизгиба валков.
П р и М е р . При прокатке на четырехклетьевом стане 2500 полосы шириной В 1610 мм при выходе из 4-й клети поперечная разнотолщинность составила &h 0,2 мм. С целью ее
кости относительно оси клети (со стороны осевой фиксации валков - по направлению прокатки, а со стороны привода - против направления прокатки) на угол fb 16-10 рад, а нижний рабочий валок с верхним опорным разворачивают, в противоположном направлении на такой же угол j рад. Этим обеспечивают суммарный угол перекрепр1вания валков, равный 32-10 рад. При прокатке поперечная разнотолщинность полосы уменьшается на 0,18 мм и составляет ,02 мм.
1359025
10
печить увеличение пределов регулирования поперечной разнотолпщнности полосы за счет перераспределения давлений в контактных зонах каждого рабочего валка.
Формула изобретения
Способ воздействия на профиль прокатываемой полосы на стане кварто путем регулирования в процессе прокатки угла разворота осей рабочих валков в горизонтальной плоскости
После прокатки сварного шва попереч- 15 относительно одна другой, о т л и ная разнотолп(инность.полосы вновь повышается до дЬ 0,12 мм. С целью ее корректировки угол перекрещивания автоматически увеличивается до
чающийся тем, что, с целью увеличения пределов регулирования поперечной разнотолшлнности полосы путем перераспределения контактных
35 Ю рад, а поперечная разнотолщин- 20 давлений, опорные валки также развоность полосы снижается до лЬ 0,02 мм.
Предлагаемый способ воздействия на профиль прокатываемой полосы по сравнению с известными позволяет обесрачивают относительно друг друга, причем каждый опорньш валок разворачивают в ту же сторону и на тот же угол, что и противоположный ему ра- 25. бочий валок.
1359025
печить увеличение пределов регулирования поперечной разнотолпщнности полосы за счет перераспределения давлений в контактных зонах каждого рабочего валка.
Формула изобретения
Способ воздействия на профиль прокатываемой полосы на стане кварто путем регулирования в процессе прокатки угла разворота осей рабочих валков в горизонтальной плоскости
чающийся тем, что, с целью увеличения пределов регулирования поперечной разнотолшлнности полосы путем перераспределения контактных
давлений, опорные валки также разво
рачивают относительно друг друга, причем каждый опорньш валок разворачивают в ту же сторону и на тот же угол, что и противоположный ему ра- 25. бочий валок.
J Ь мм 90
фаг. i
80 70 60 50 0 30
20 10
/
7
LfO IffO
11 22
фие.г
33
J
аНГм
O.OS
/000
rzoo
Фие-Ъ
f6OO efMM)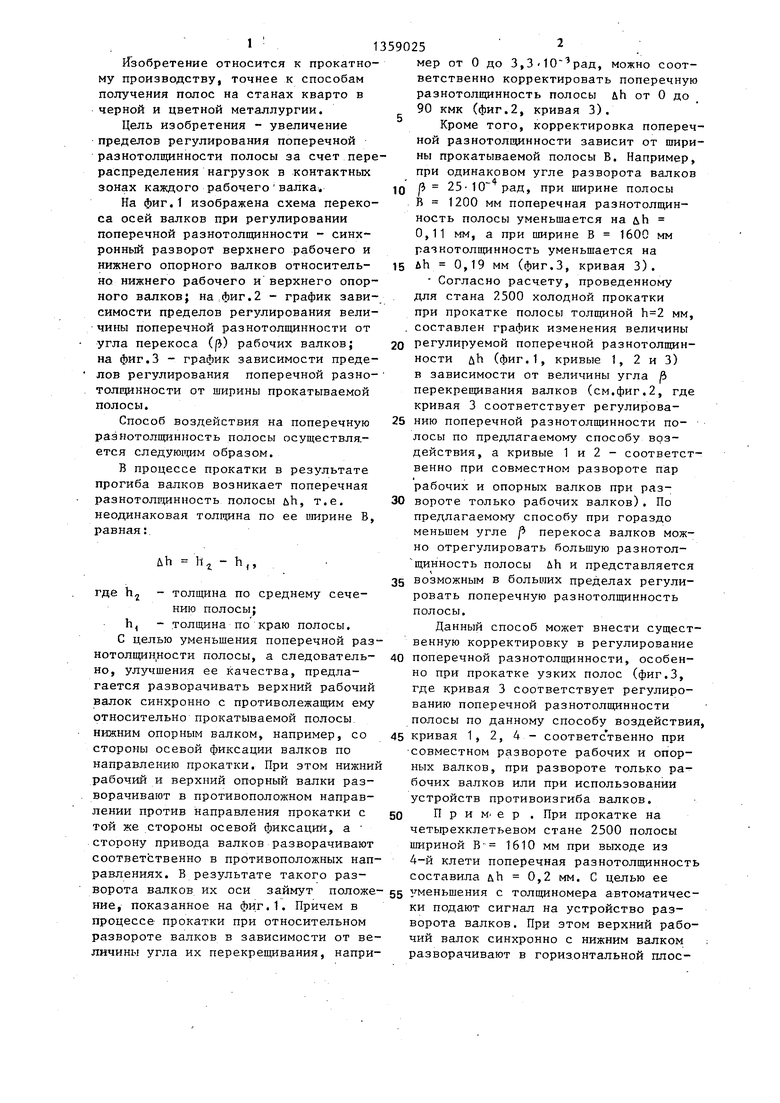
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1983 |
|
SU1106557A1 |
| Способ регулирования профиля прокатываемой полосы на стане кварто | 1987 |
|
SU1447442A1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1987 |
|
SU1443991A2 |
| Способ воздействия на форму прокатываемой полосы на стане кварто | 1988 |
|
SU1666236A1 |
| Способ воздействия на профиль прокатываемой полосы | 1975 |
|
SU559740A2 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 1985 |
|
SU1320957A1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| КЛЕТЬ КВАРТО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2262999C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |

Редактор М.Петрова
Составитель Г.Ростов
Техред Л.Сердюкова Корректор М.Шароши
Заказ 6021/12 Тираж 481 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
rtp
оизводственно-полиграфическое : предприятие, г.Ужгород, ул.Проектная, 4
| Способ противоизгиба валков | 1978 |
|
SU698691A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1983 |
|
SU1106557A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ воздействия на профиль прокатываемой полосы | 1974 |
|
SU544478A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
