Изобретение относится к листовой штамповке„
Целью изобретения является повышение производительности за счет сокращения количества переходов вытяжки
На чертеже изображены переходы вытяжки ступенчатых изделий.
Способ осуществляют следующим образом.
Предварительно вытягивают полый полуфабрикат с оформленными ступенями большего диам етра. Вытяжку ступени меньшего диаметра производят за два перехода. Сначала получают полуфабрикат с дном в форме усеченного конуса, в котором диаметры оснований равны диаметрам большей и меньшей ступени детали, а объем материала F которого равен объему материала, необходимого для формирования меньшей ступени и плоского участка между большей и меньшей ступенями, после чего производят вытяжку меньшей ступени.
Использование предлагаемого спосо- 25 стенку и плоский участок перехода ба позволяет сократить количество вы- между большей и меньшей ступенью.
тяжных перехрдов, а следовательно, повысить производительность труда и получить экономический эффект за счет сокращения числа изготавливаемых штампов и высвобождения, штамповочйо- го оборудования.
Формула изобретения
Способ изготовления полых цилиндрических изделий ступенчатой формы путем многопереходной вытяжки придонной ступени меньшего диаметра, отличающийся тем, что, с целью повьшгения производительности за счет сокращения количества переходов вытяжки, вначале формуют полый полуфабрикат с дном в виде усеченного конуса с диаметрами оснований, равными соответственно диаметрам большей и меньшей ступени, затем переформовывают коническую стенку дна полученного полуфабриката в цилиндрическую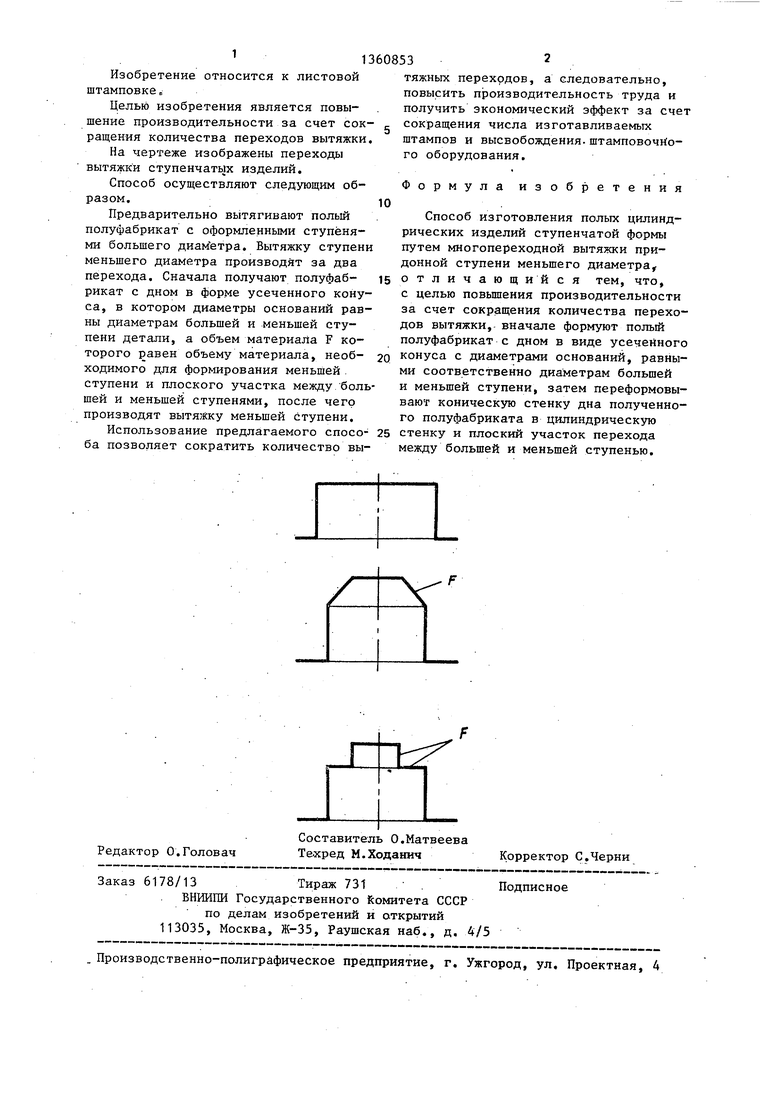
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных осесимметричных сосудов | 1988 |
|
SU1581416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 2000 |
|
RU2190493C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
| Способ изготовления полых изделий | 1988 |
|
SU1540902A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| Способ изготовления полых ступенчатых деталей | 1987 |
|
SU1479170A1 |
| Способ изготовления изделий типа тонкостенных конических стаканов | 1976 |
|
SU651884A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении полых изделий ступенчатой формы. Цель изобретения - повышение производительности за счет сокращения количества переходов вытяжки. Изделие получают многопереходной вытяжкой из листовой заготовки. Вытяжку ступени меньшего диаметра осуществляют за два перехода. Сначала получают полый полуфабрикат с дном в виде усеченного конуса. Диаметр меньшего основания конуса равен диаметру меньшей ступени готового изделияj и диаметр большего основания конуса - диаметру большей ступени готового изделия. Затем коническую стенку полуфабриката переформовывают в цилиндрическую стенку и плоский участок перехода между ступенями изделия. Цилиндрический участок большей ступени деформации не подвергается. Это позволяет коэффициент вытяжки указанного перехода принять равным коэффициенту вытяжки первого перехода. 1 ил. с S (Л со а о оо О1 00
Редактор О.Головач
Составитель О.Матвеева Техред М.Ходанич
Заказ 6178/13Тираж 731 .
ВНИИПИ Государственного Комитета СССР
по делам изобретений к открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
. Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ГТ
Корректор С.Черни
Подписное
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - Машиностроение, 1959, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
