Изобретение относится к порошковой металлургии, в частности к установкам для прессования металлических порошков.
Известна установка для прессования металлических порошков, содержащая контейнер, матрицу с подвижныкш с тенками и пуансон Cl Недостатком данной установки является периодичность ее работы, обусловленная потерями времени на загрузку матрицы порошком, подъем матрицы после прессования и выталкивание спрессованной заготовки.
Наиболее близким к изобретению по технической сущности и достигаемому результату, является установка для прессования металлических порошков, содержащая пресс-форму и смесители, каждый из которых выполнен в виде шнека с приводом.. При этом смесители снабжены дозаторами C2J.
Недостатками, известной установки является низкая производительность, обусловленная цикличностью всех промежуточных операций (загрузка смеси, прессование, выталкивание спессованной заготовки и загрузка очередной порции порошка), а также ограниченность ее технологических возможностей по изготовлению заготовок заданной формы и размеров, чт связано с жестким закреплением матрицы и пресс-формы.
Цель изобретения - повышение производительности установки и расЬдарение ее технологических возможностей.
Поставленная цель достигается тем, что установка для прессования металлических порошков, содержшцая пресс-форму-и смесители, каждый иа которых выполнен в виде шнека с приводом, снабжена блоком матриц установленным с возможностью возвратно-поступательного перемещения, и последовательного соприкосновения одной из своих матриц с пресс-Фор мой, а смесители снабжены аакопительными камерами, соединенными с пресс-формой.
На чертеже показана схема предлагаемой установки.
Установка содержит пресс-форму, состоящую из матрицы1 с мундшту ком 2 и пуансона 3, торцовая поверхность которого выполнена с уклоном и смесителя.4. Каждый смеситель 4 выполнен в виде пресса, содержгицего шнек 5, на валу которого насажено опорное кольцо 6 с отверстиями 7. На выходе смесителя 4 установлены накопительные камеры 8, соединенные через загрузочные отверстия 9 с пресс-формой, соприкасающейся поочередно с матрицами 10 и 11 сменного
блока 12, установленного ,в направлякяцих 13 с возможностью возвратнопоступательного движения. В матрицах 10 и 11 установлены пуансоны 14 и 15. Сменный блок 12 соединен 5 штоком 16 с гидроцилиндром 17. Приводы шнеков 5 не показаны.
Установка работает следующим образом.
Металлический порошок подается О в смесители 4 и шнеками 5 уплотняется в сплошную массу, предварительно спрессовывается и выдавливается через отверстия в опорных кольцах 6 в накопите.пьные камеры 8, а за5 тем через загрузочные отверстия 9 попадает в полость матрицы 1. Совершая сложное движение (поступательное и вращательное), пуансон 3 двигается вниз из верхней мертвой точ0 ки, перекрывая загрузочные отверЬтия
9. Порошок при этом уплотняется и спрессовывается шнеками 5 смесителей 4, накапливаясв в накопительных камерах 8. Пуансон 3 двигается вниз,
5 торцовой поверхностью перемешивает порошок и равномерно прессует его, вьщавливая предварительно отпрессованный порошок через мундштук 2 в матрицу 10 сменного блока 12, котоQ рый придает отпрессованной заготовке заданную форму и размеры.
Вьщавливаемый в матрицу 10 через мундштук 2 пуансоном 3 отпрессованный
5 порошок дополнительно уплотняется пуансоном 14, так как усилие, приложенное к пуансону 14 от гидроцилиндра (не показан), направлено навстречу основному усилию пуансона
Q 3 После того, как в процессе прессования пуансон 3 достигает нижней мертврй точки, он останавливается и двигается вверх, снимая нагрузку с отпрессованной.заготовки.
При зтом с усилием, необходимым для разрыва монолита отпрессованной заготовки в точке соприкосновения пресс-формы и сменного блока 12, гидроцилиндр 17 посредством штока . 16 перемещает сменный блок 12 в
0 направляющих 13 станины, отводя
матрицу Ю с отпрессованной заготовкой и подводя матрицу 11 для следую| щей заготовки. Отпрессованная; заготовка в матрице 10 сменного блока
5 12 выталкивается пуансоном 14 от гидроцилиндра (не показан).
Пуансон 3, двигаясь вверх, открывает загрузочные отверстия 9 в матрице 1 и останавливается в верхней
0 мертвой точке. Накопленный в накопительных камерах 8 предварительно
спрессованный порошок выдавливается через загрузочные отверстия 9 в полость матрицы 1 и .начинается пресVсование следугацей заготовки.
. ПосЯе того, как пуансон 3 достигает нижней мертвой точки, он останавливается и двигается вверх. Гидроцилиидр 17 посредством штока 16 перемещает сменный блок 12, .разрывая монолит отпрессованной заготовки в точке соприкосновения пресс формы со сменным блоком 12, отводя матрицу 11 с отпрессованной заготовкой и подводя матрицу 10. Выталкивание отпрессованной заготовки из матрицы 11 осуществляется пуансоном 15 от гидроцилиндра (не показан
Затем цикл повторяется.
Таким образом происходит непрерывное прессование металлического
порошка, а именно предварительное прессование его в накопительных камерах с последующим прессованием в пресс-форме и матрицах сменного блока, где отпрессованной заготовке придается згщанная Форма и размеры.
Предлагаемая установка для непрё+рывного прессования метгшлических порошков за счет непрерывности прес
сования позволяет увеличить производительность в .1,5-2 раза, а также расширить технологические возможности установки путем обеспечения возможности прессования заготовок различных заданных форм и размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного прессования металлических порошков | 1983 |
|
SU1129026A1 |
| Устройство для прессования порошковых материалов | 1983 |
|
SU1121097A1 |
| Установка для прессования металлических порошков | 1983 |
|
SU1122421A1 |
| Устройство для прессования крупногабаритных заготовок | 1983 |
|
SU1161243A1 |
| Пресс-форма для прессования изделий из порошка | 1986 |
|
SU1360898A1 |
| Установка для прессования полых изделий из порошка | 1983 |
|
SU1138244A1 |
| Установка для прессования металлических порошков | 1987 |
|
SU1438924A1 |
| Пресс-форма для прессования изделий из порошка | 1987 |
|
SU1444076A1 |
| Устройство для прессования крупногабаритных заготовок | 1985 |
|
SU1276436A2 |
| Устройство для прессования трубчатых изделий из порошка | 1986 |
|
SU1342595A1 |
УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ, содержащая пресс-форму и смесители, каждый из которых выполнен в виде шнека с-приводом, отличающаяс я тем, что, с целью повышения производительности и расширения технологических возможностей, она снабжена блоком матриц, установленным с возможностью возвратно-поступательного перемощения и последовательного соприкосновения одной из матриц с пресс-формой, а смесители снабжены накопительными камерами, соединенными с пресс-формой. 4 со оо ел 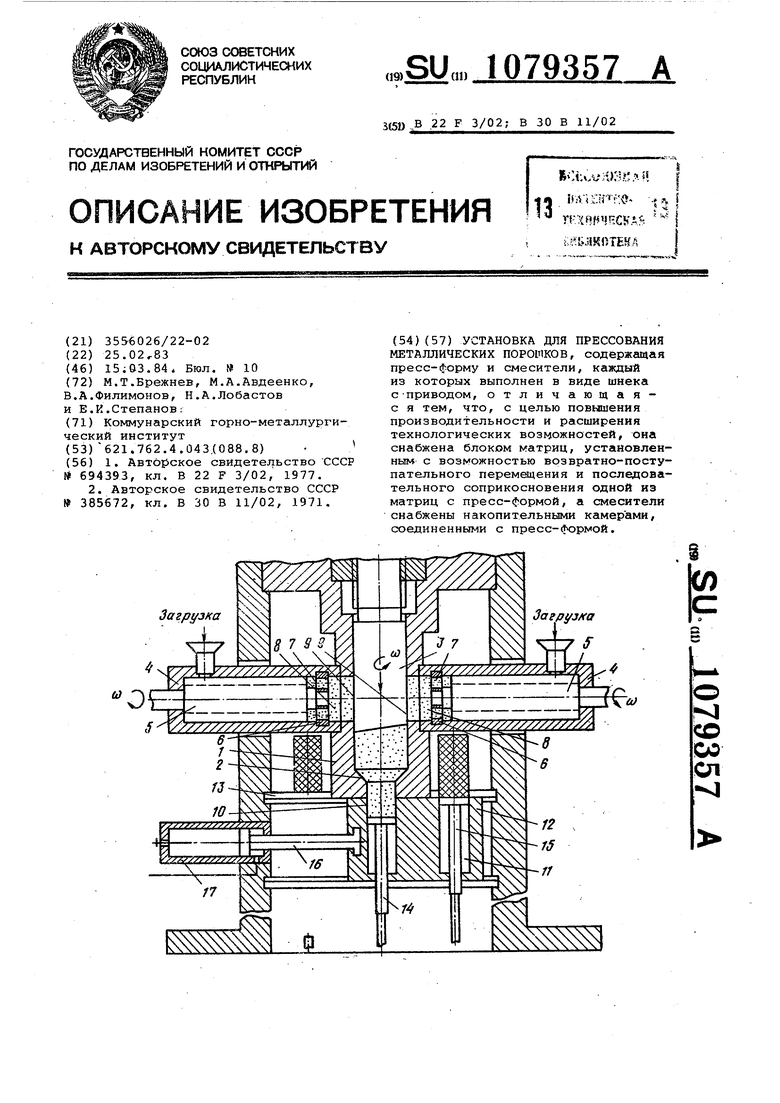
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для брикетирования сыпучих материалов | 1977 |
|
SU694393A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИИ | 0 |
|
SU385672A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Загрузка | |||
