ного выключателя, например, ВК2, скоба 4 поджимается своими захватами к пресс- форме 2, а силовой цилиндр 5 производит прессование, причем необходимое усилие прессования зависит от давления, поддерживаемого пропорциональным клапаном 7 ограничения давления. Величина давления, поддерживаемого клапаном 7, зависит от силы электрического тока, подаваемого на электромагнит Э1 клапана 7, в свою очеруемого изменения усилия, развиваемого си- ю РВДь, необходимая сила тока заранее регу- ловым цилиндром, при прессовании изделий лируется сопротивлением, например Р2.
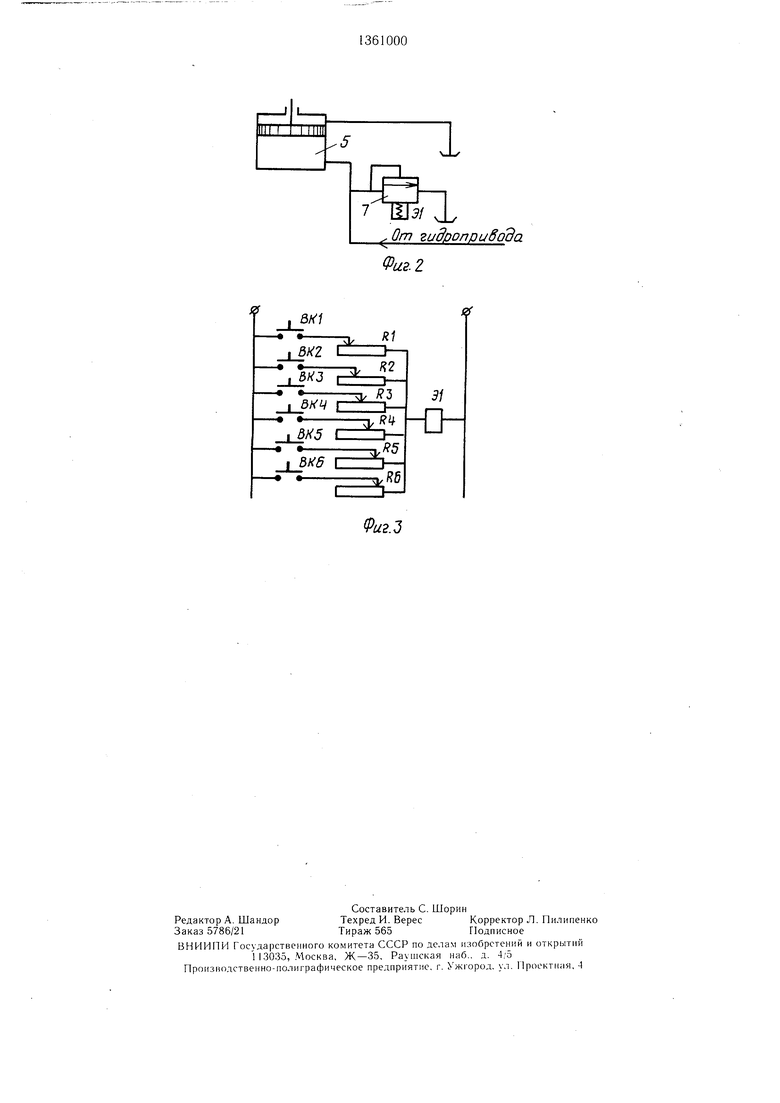
При прессовании изделий, требующих различные усилия прессования , упоры 9, смонтированные по одному на каждой позиции, устанавливаются так, чтобы взаимодейНа фиг. 1 изображен роторный пресс ствовать соответственно с одним из конеч- для изготовления изделий из полимерныхных выключателей ВК1-ВК6, каждый из
материалов, общий вид; на фиг. 2 - гидро-которых при срабатывании питает электромагнит Э1 клапана 7 через одно из сопротивлений RI-R6, пропускающее ток, соотэлектросхема управления пропорциональ- 2о ветствующий заранее заданному давлению ным клапаном ограничения давления.масла в напорном трубопроводе силового
Роторный пресс для изготовления изде-гидроцилиндра 5.
ЛИЙ из полимерных материалов содержит поворотный стол 1, пресс-формы 2, цилиндрФормула изобретения 3 смыкания, скобу 4, силовой цилиндр 5, Роторный пресс для изготовления из- станину 6, гидро- и электрооборудование 25 делий из полимерных материалов, содер- (не показано), смонтированный на напор- жащий поворотный стол с расположенны- ном трубопроводе силового цилиндра 5 про- ми по его периферии пресс-формами с циИзобретение относится к оборудованию для изготовления изделий методом прессования и может быть использовано, в многопозиционных прессах при переработке пластмасс и эластомеров в условиях мелкосерийного производства.
Целью изобретения является повыщение универсальности роторного пресса, снижение энергоемкости и металлоемкости за счет обеспечения возможности программис различной массой и площадью прессования « одинаковыми технологическими режимами переработки (температура, ка).
схема подключения пропорционального клапана ограничения давления; на фиг. 3 -
порциональный клапан 7 ограничения давления, систему конечных выключателей ВК1-ВК6 (по числу позиций пресса).
линдрами смыкания, установленную в зоне прессования скобу с захватами для удержания пресс-формы и с приводом ее осевого
-- J --Г/1- 1I11- -
установленных на неподвижной стойке 8 и перемещения, установленный внутри скобы
взаимодействующих с упорами 9, закрепленными по одному на каждой позиции поворотного стола, и электросхему управления пропорциональным клапаном ограничения давления, включающую помимо конечных выключателей ВК1-ВК6 набор регулируе- мых сопротивлений R1 - R6 и электромагнит Э1 пропорционального клапана 7 ограничения.
Роторный пресс работает следующим образом.
Поворотный стол 1 с пресс-формами 2 циклично поворачивается вокруг вертикальной оси. В момент поступления предварительно сомкнутой пресс-формы 2 в зону прессования упор 9, закрепленный на поворотсиловой гидроцилиндр, отличающийся тем, что, с целью повыщения универсальности за счет обеспечения возможности программируемой разгрузки гидропривода при прессовании изделий различной массы и площади прессования и одинаковыми технологическими режимами переработки, силовой гидроцилиндр снабжен механизмом программированного изменения усилия прессования поочередно для каждой пресс- 40 формы, содержащим пропорциональный клапан ограничения давления с управлением от системы автоматики, включающий в себя электрический мост сопротивлений и конечные выключатели, взаимодействующие с упорами, установленными на поворотном
ном столе 1, нажимает на ролик конеч- 45 столе по одному на каждой позиции.
линдрами смыкания, установленную в зоне прессования скобу с захватами для удержания пресс-формы и с приводом ее осевого
1I11- -
перемещения, установленный внутри скобы
силовой гидроцилиндр, отличающийся тем, что, с целью повыщения универсальности за счет обеспечения возможности программируемой разгрузки гидропривода при прессовании изделий различной массы и площади прессования и одинаковыми технологическими режимами переработки, силовой гидроцилиндр снабжен механизмом программированного изменения усилия прессования поочередно для каждой пресс- формы, содержащим пропорциональный клапан ограничения давления с управлением от системы автоматики, включающий в себя электрический мост сопротивлений и конечные выключатели, взаимодействующие с упорами, установленными на поворотном
столе по одному на каждой позиции.
7 Ш5/
От гидроприбода
Фиг. 2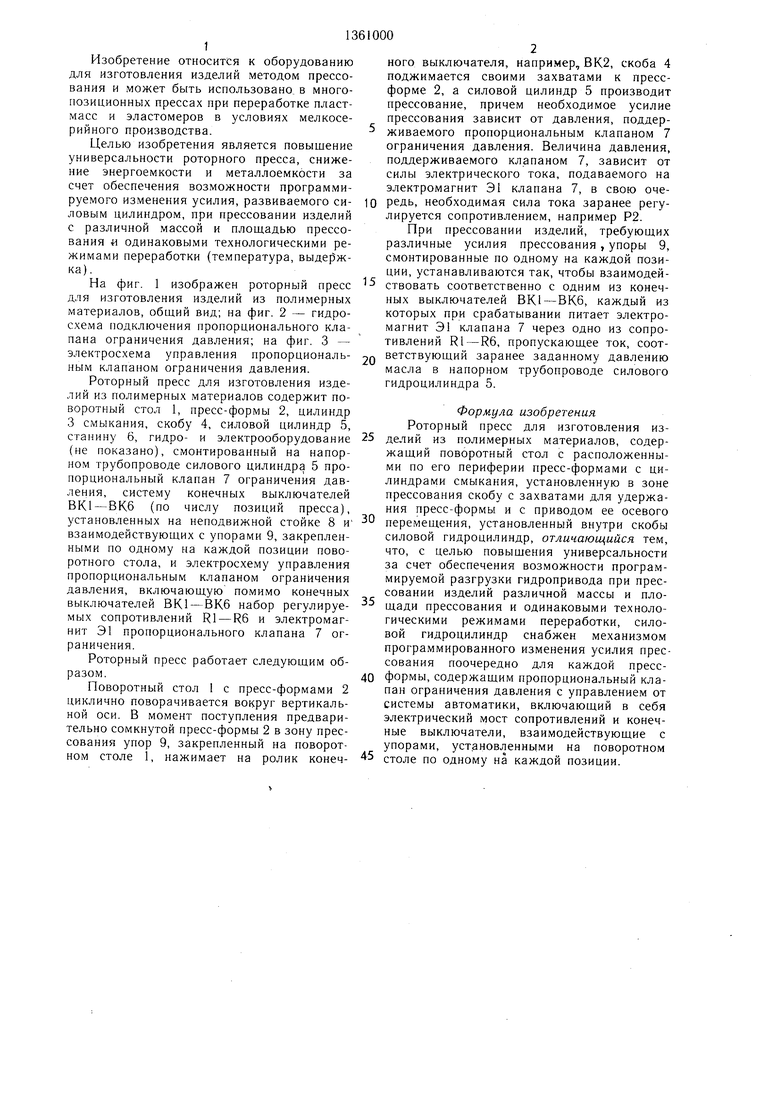
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Устройство для изготовления изделий из полимерных материалов | 1975 |
|
SU553116A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Роторно-конвейерная машина | 1987 |
|
SU1532300A1 |
| Клепальная установка | 1981 |
|
SU1016032A1 |
| Устройство для производства полимерных изделий с металлической стержневой арматурой | 1978 |
|
SU743890A1 |
| Агрегат для изготовления изделий из полимерных материалов | 1976 |
|
SU654429A1 |
| Роторно-конвейерная машина для переработки реактопластов | 1980 |
|
SU870173A1 |
| Устройство для диагностирования гидроприводов | 1977 |
|
SU734431A1 |
Изобретение относится к оборудованию для изготовления изделий методом прессования при переработке пластмасс. Цель - повышение универсальности роторного пресса, снижение металлоемкости и энергоемкости при прессовании изделий с различной массой и площадью прессования. Для этого в момент поступления предварительно сомкнутой пресс-формы 2 в зоне прессования упор 9, закрепленный на поворотном столе 1, нажимает на ролик конечного выключателя, установленный на стойке 8, скоба 4 поджимается своими за.- ватами к пресс-форме 2, а силовой гидроцилиндр 5 производит прессование, причем усилие прессования поддерживается обратным клапаном. 3 ил. (Л СО Oi о о о Фи2.1 
| Устройство для изготовления изделий из полимерных материалов | 1975 |
|
SU553116A1 |
| Солесос | 1922 |
|
SU29A1 |
