(54) CnOCOi; ИЗГОТОВЛЕНИЯ полых КОЛЕНЧАТЫХ и ЭКСЦЕНТРИКОВЫХ ВАЛОВ
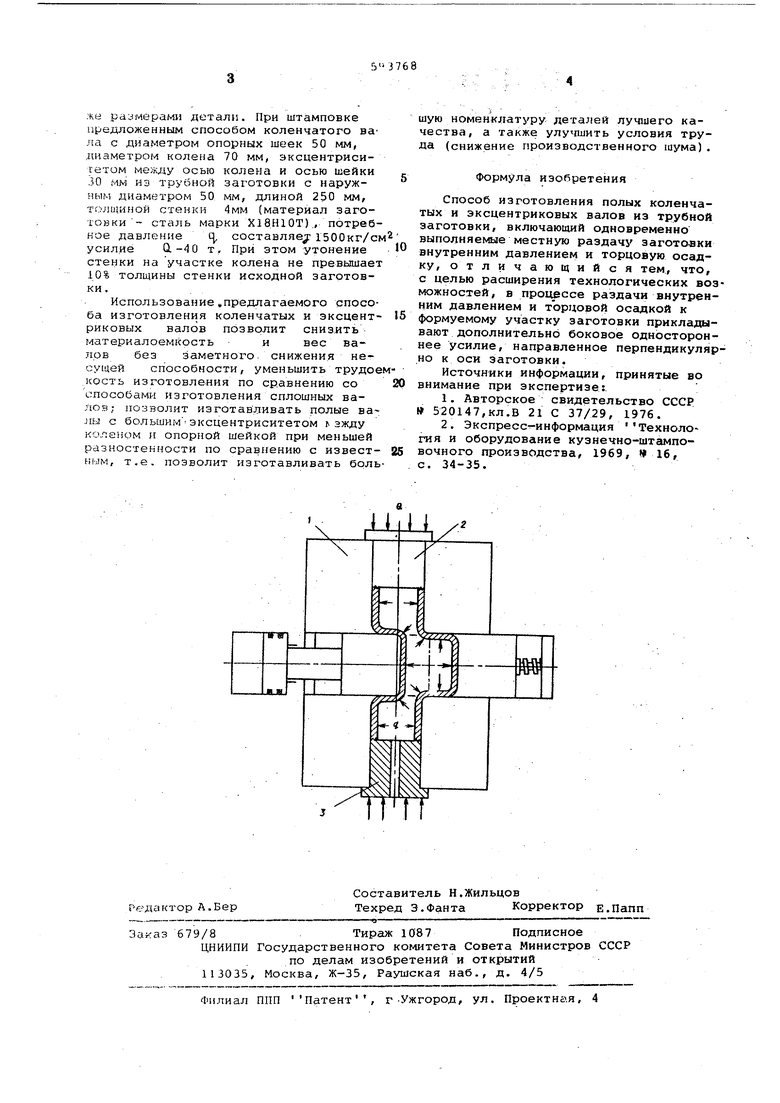
:ке раамерамн детали. При штамповке предложенным способом коленчатого вэ яа с диаметром опорных шеек 50 мм, .ниаметром колена 70 , эксцентрисигетом междду осью колена и осью шейки 30 мм из трубной заготовки с наружныгч диаметром 50 мм, длиной 250 мм, толш.иной стенки 4мм {материал заготовки- сталь марки XI8H10T)., потребное давление Ц, составляе 1500кг/см усилие Q-40 т. При этом утонение стенки на участке колена не превышает 10% толщины стенки исходной заготовки.
Использование.предлагаемого способа изготовления коленчатых и эксцентриковых валов позволит снизить материалоемкость и вес валов без заметного, снижения несущей способности, уменьшить трудое кость изготовления по сравнению со способами изготовления сплошных валов; позволит изготав-пивать полые ва лы с большим эксцентриситетом эжду KO-. н опорной шейкой при меньшей разностенности по сравнению с известным, т.е. позволит изготавливать брльшую номенклатуру деталей луч1иего качества, а также улучшить условия труда (снижение производственного шума).
Формула изобретения
Способ изготовления полых коленчатых и эксцентриковых валов из трубной заготовки, включающий одновременно выполняемые местную раздачу заготовки внутренним давлением и торцовую осадку, отличающийся тем, что, с целью расширения технологических возможностей, в процессе раздачи внутренним давлением и торцовой осадкой к формуемому участку заготовки прикладывают дополнительно боковое одностороннее усилие, направленное перпендикулярно к оси заготовки.
Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство СССР 520147,кл.В 21 С 37/29, 1976.
2.Экспресс-информация Технология и оборудование кузнечно-штамповочного производства, 1969, W 16,
с. 34-35.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидроштамповки полых коленчатых и эксцентриковых валов | 1981 |
|
SU967607A1 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| Устройство для гидравлической штамповки полых деталей со ступенчатой осью | 1986 |
|
SU1355312A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ штамповки полых деталей с отводами | 1990 |
|
SU1810159A1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
| Способ изготовления полых деталей | 1986 |
|
SU1433524A1 |
| Способ изготовления полых деталей со ступенчатой осью | 1986 |
|
SU1349820A1 |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1984 |
|
SU1230739A1 |
| УСТАНОВКА С НЕПРЕРЫВНОЙ ТРУБОЙ ДЛЯ ОБСЛУЖИВАНИЯ СКВАЖИН, НЕПРЕРЫВНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2000 |
|
RU2180389C1 |
