113
Изобретение относится к производству изделий электронной техники, в частности может быть использовано в устройствах для изготовления электри- ческих соединителей.
Целью изобретения является обеспечение возможности бесступенчатого регулирования амплитуды рихтовки, а также упрощение техобслуживания.
На фиг. 1 схематически представлена профильная проекция устройства; на фиг, 2 - вид А на фиг. 1j на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - раз- рез Г-Г на фИг. 2.
Устройство содержит .рычаги 1 и 2 вертикального и горизонтального перемещения соответственно. Рычаги установлены на стойках 3 и 4 с возмож- ностью качания на осях 5 и 6. Стойки 3 и 4 установлены в направляющих 7 и
8и снабжены фиксирующими болтами
9и 10. Левые плечи рычагов 1 и 2 через регулируемыедолкатели 11 и 12 снабженные роликами 13 и 14, взаимо- действуют соответственно с кулачками
15 вертикального и 16 горизонтального перемещения, установленными на валу 17.
Правые плечи рычагов 1 и 2 взаимодействуют соответственно, через толкатель 18 с под пружиненнои плитой 19, установленной в неподвижных шариковых направляющих 20, и через толка тгель 21 - с подпружиненной плитой 22 установленной в шариковых направляющих 23 на плите 19. Толкатели 18 и 21 снабжены роликами 24 и 25. На плите 22 закреплена рихтовочндя сетка 26, со- держащая замкнутые ячейки прямоугольного сечения.
Устройство работает следующим образом.
Хвостовики изделий, подлежащих рихтовке, вводятся в ячейки рихтовоч- ной сетки 26. Изделие фиксируется в этом положении. При вращении кулачкового вала 17 кулачок 15 через толкатель 11 и ролик 13 сообщает рыча- гу 1 колебательное движение в вертикальной плоскости, которое через толкатель 18 и ролик 24 передается плите 19 и, соответственно, рихтовоч- ной сетке 26. Аналогично от кулачка 16 рычаг 2 через толкатель 12 и ролик 14 получает колебательное движение в горизонтальной плоскости, которое через толкатель 21 и ролик 25 пере192
дается плите 2Z с рихтовочной сеткой 26. Кулачки установлены согласно циклу так, что колебание происходит попеременно в вертикальном и горизонтальном направлении. В результате колебания рихтовочной сетки происходит попеременный изгиб хвостовика изделия в вертикальном и горизонтальном направлении, за счет чего происходит правка хвостовиков. Увеличение или уменьшение амплитуды рихтовки производится изменением плеч рычагов вертикального или горизонтального перемещения. Это достигается перемещением стоек 3 и 4 (или одной из них) вправо или влево.
Таким образом, создана возможност изменения амплитуды рихтовки без замены кулачков, причем обеспечена бесступенчатость регулирования амплитуды, поскольку установка стоек 3 и 4 на любую амплитуду не представляет сложности.
Компоновка предлагаемого устройства упрощает его обслуживание (смазку осмотры, текущие ремонты) благодаря размещению приводной части вне рабочей зоны.
Положительный эффект достигается за счет обеспечения возможности бесступенчатого регулирования амплитуды рихтовки, а также упрощения техобслуживания .
Формула изобретения
Устройство для рихтовки хвостовиков вилок соединителей, содержащее кулачковый вал, снабженный двумя кулачками для горизонтального и вертикального перемещения соответственно, и кинематически связанную с ним рих- товочную сетку, установленную с возможностью перемещения в плоскости ритовки, отличающееся тем, что, с целью обеспечения возможности бесступенчатого регулирования амплитуды рихтовки и упрощения техобслуживания, оно снабжено двуплечими рычагами, связь кулачков с рихтовочной сеткой осуществлена чере двуплечие рычаги с регулируемыми плечами, причем первые плечи рычагов взаимодействуютос кулачками, а вторые - с рихтовочной сеткой, рычаги закреплены на корпусе посредством кронштейнов, установленных с возможностью перемещения в направлякщих.
фиг1
9
ВидА
fMf
f/
It
2
n
7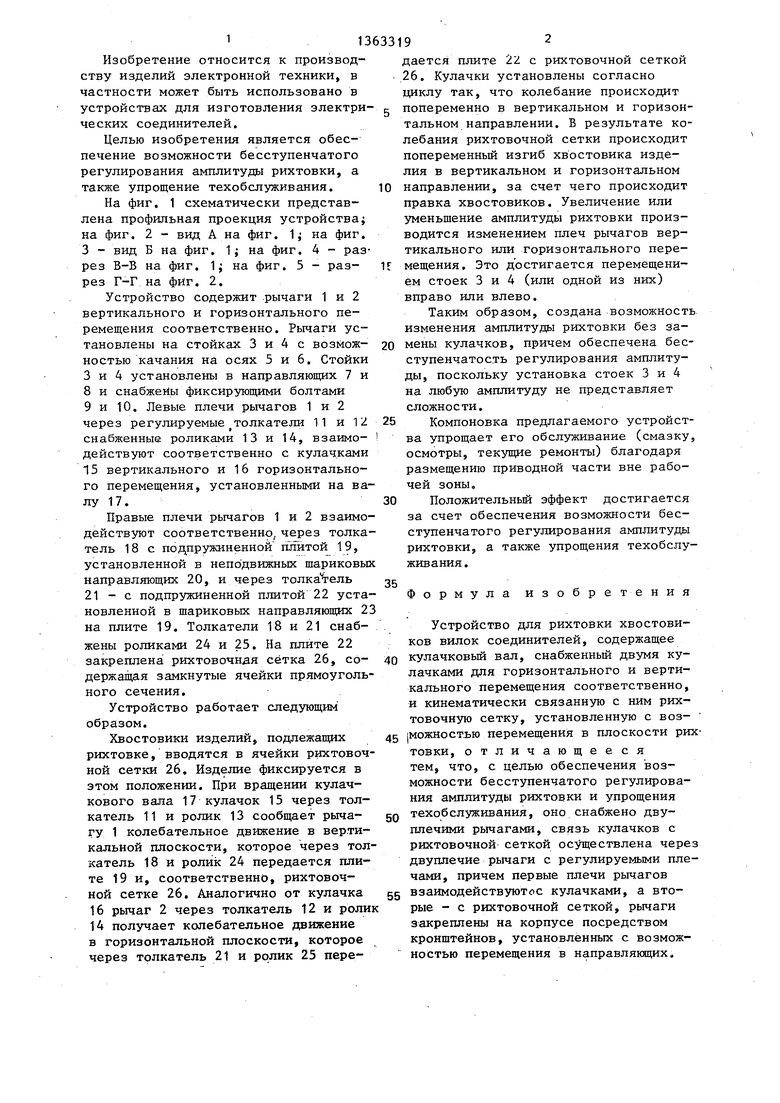
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации усилия прижима полосы заготовок автоматической линии изготовления упругих прижимов компакт-кассет кассетных магнитофонов | 1988 |
|
SU1549632A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1808450A1 |
| Автоматическая линия изготовления упругих прижимов компакт-кассет кассетных магнитофонов | 1979 |
|
SU854499A1 |
| Устройство для рихтовки осевых выводов радио-деталей | 1973 |
|
SU508807A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАТРАЦЕВ И КАРКАСНЫХ ПРУЖИН | 1994 |
|
RU2126307C1 |
| Система управления правильной валковой машиной | 1974 |
|
SU561496A3 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Способ рихтовки прецизионных дисков и установка для его осуществления | 1987 |
|
SU1445836A1 |
| Устройство для монтажа микросхем | 1976 |
|
SU649065A1 |
| Подвижная шпалоподбивочная подъемная и рихтовочная машина | 1988 |
|
SU1799409A3 |


Изобретение относится к производству изделий электронной техники и может быть использовано в устройбидБ ствах для изготовления электрических соединителей. Целью .изобретения является обеспечение возможности бесступенчатого регулирования амплитуды ; рихтовки, а также упрощение техобслу- .живания. Поставленная цель достигается тем, что кулачковый вал снабжен двумя кулачками, взаимодействующими с рычагами горизонтального 2 и вертикального 1 перемещения. Кулачки через толкатели 18 и 21 воздействуют на рихтовочную сетку 26. 5 ил.
16
tl
к
фие.2
4
У
1 LJ
8
