А IS 23 28 21 2 - / / 15 f9t27 в
Изобретение относится к машиностроению, в частности к манипуляторам и роботам с цикловым программным управлением, и может быть использовано для загрузочноразгрузочных работ.
Известен автооператор, содержащий станину, каретку с механизмом захвата, привод, механизм поворота, упоры и фиксаторы 1.
Однако у этого автооператора малое число степеней свободы, что не позволяет достигнуть повышенной точности подачи собир аемой детали относительной базовой для получения надежного сопряжения.
Цель изобретения - расширение его функциональных возможностей.
Поставленная цель достигается тем, что автооператор, содержащий станину, каретку с механизмом захвата, привод, механизм поворота, упоры и фиксаторы, снабжен связанной с приводом подвижной планкой, образующей с кареткой копирную пару, а механизм поворота выполнен в виде зубчатого зацепления и установленного на каретке двуплечего рычага, кинематически связанного с одним плечом с водилом зубчатого зацепления, а другим - с дополнительно выполненным на станине неподвижным копиром, кроме того, водило кинематически связано с кареткой.
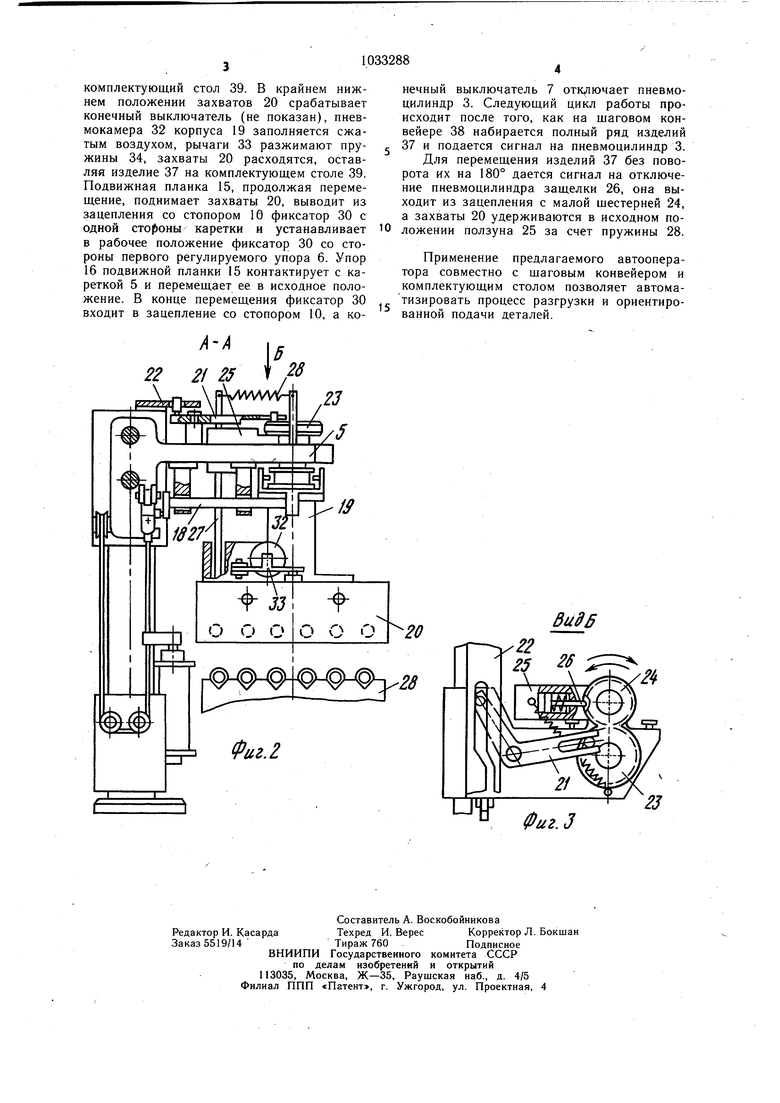
На фиг. 1 схематически изображен автооператор; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - вид Б на фиг. 2.
Автооператор состоит из стойки 1, укрепленной на основании 2, с возможностью поворота в горизонтальной Плоскости от привода (не показан). На стойке 1 установлены пневмоцилиндр 3 и направляющие 4 с подвижной кареткой 5 и регулируемыми упорами б, которые могут устанавливаться в любой точке направляющих 4. Каждый регулируемый упор 6 снабжен конечным выключателем 7, пружиной 8, ограничителем 9 и стопором 10, закрепленным на оси 11. Фиксация регулируемого упора в направляющих 4 производится с помощью болтов 12. Регулируемые упоры 6 снабжены тормозом (не показан) для плавной остановки каретки 5 в крайних положениях. Каретка 5 связана с пневмоцилиндром 3 посредством троса 13, блоков 14 и подвижной планки 15. Подвижная планка 15 имеет упоры 16, ограничивающие ее перемещение относительно каретки 5, и фигурный паз 17, по которому контактирует рычаг 18, связанный с корпусом 19 захватов 20. На каретке 5 установлен рычаг 21, один конец которого контактирует с неподвижным коциром 22, а другой подвижно закреплен на большой шестерне - водиле 23, находящаяся в зацеплении с малой шестерней 24. С последней периодически взаимодействует ползун 25 посредством защелки 26, выполненный в виде штока пневмоцилиндра. ПолЗун 25 штырем 27 связан с корпусом 19
захватов 20 и имеет пружину 28 для фиксации крайних положений захватов 20 и выборки люфтов при повороте захвата на 180. Малая шестерня 24, ползун 25 и корпус 19 подвижно закреплены на оси 29. Над подвижной планкой 15 на каретке 5установлены фиксаторы 30 на осях 31, которые постоянно находятся в контакте с подвижной планкой 15 и попеременно (в крайних положениях каретки 5) - в зацеплении со 0 стопорами 10 регулируемых упоров 6. Корпус 19 захватов 20 имеет возможность вертикального перемещения по оси 29 от рычага 18 и вращения вокруг оси 29 от ползуна 25. Корпус 19 содержит пневмокамеру 32, рычаги 33 и пружины 34, обеспечивающие перемещение захватов 20, имеющих карманы 35, по направляющим 36.
Автооператор работает следующим образом.
После набора ряда изделий 37 на шаговом конвейере 38 подается сигнал на включение пневмоцилиндра 3. Трос 13 через блоки 14 сначала перемещает подвижную планку 15, так как каретка 5 удерживается на месте за счет сцепления фиксатора 30
5 со стопором 10 регулируемого упора 6. Планка 15, перемещаясь, поворачивает с помощью фигурного паза 17 рычаг 18, который опускает корпус 19 с захватами 20 к изделиям 37 на конвейере 38. Как только захваты 20 опускаются до уровня изделий
0 37, срабатывает конечный выключатель (не показан), пневмокамера 32 подключается К атмосфере и захваты 20 под действием пружин 34 сближаются, зажимая карманами 35 торцы изделий 37. Во время захвата изделий фигурный паз 17 на подвижной
5 планке 15 имеет горизонтальный участок для обеспечения выдержки захватов 20 в нижнем положении. Перемещаясь далее, подвижная планка 15 поднимает захваты 20 с изделиями 37 в исходное положение.
Q В конце своего движения подвижная планка 15 поворачивает фиксатор 30 на оси 31 за счет ухода из-под его нижнего торца, освобождает каретку 5 от стопора 10 и упорами 16 перемещает ее на следующую позицию. При движении каретки 5 по направляющим 4, рычаг 21, перемещаясь по неподвижному копиру 22 через водило 23, поворачивает на 180° малую шестерню 24 и контактирующую с ней защелку 26 с ползуном 25, а следовательно и захваты 20 с изделиями 37. После того, как каретка 5 подходит к следующему регулируемому упору 6, фиксатор 30 (он взведен в начале хода подвижной планки 15) входит в контакт со стопором 10, а конечный выключатель 7 дает сигнал на переключение движения пнев5 моцилиндра 3. Подвижная планка 15 начинает перемещаться в обратную сторону. Рычаг 18, перемещаясь по фигурному пазу 17, опускает захваты 20 с изделиями 37 на комплектующий стол 39. В крайнем нижнем положении захватов 20 срабатывает конечный выключатель (не показан), пневмокамера 32 корпуса 19 заполняется сжатым воздухом, рычаги 33 разжимают пружины 34, захваты 20 расходятся, оставляя изделие 37 на комплектующем столе 39. Подвижная планка 15, продолжая перемещение, поднимает захваты 20, выводит из зацепления со стопором 16 фиксатор 30 с одной стороны каретки и устанавливает в рабочее положение фиксатор 30 со стороны первого регулируемого упора 6. Упор 16 подвижной планки 15 контактирует с кареткой 5 и перемещает ее в исходное положение. В конце перемещения фиксатор 30 входит в зацепление со стопором 10, а ко/I-XI 1 22 21 25 t 28 .,|f.wvv 23 1 Ml .,Г1 нечный выключатель 7 отк,лючает пневмоцилиндр 3. Следующий цикл работы происходит после того, как на шаговом конвейере 38 набирается полный ряд изделий 37 и подается сигнал на пневмоцилиндр 3. Для перемещения изделий 37 без поворота их на 180° дается сигнал на отключение пневмоцилиндра защелки 26, она выходит из зацепления с малой шестерней 24, а захваты 20 удерживаются в исходном положении ползуна 25 за счет пружины 28. Применение предлагаемого автооператора совместно с шаговым конвейером и комплектующим столом позволяет автоматизировать процесс разгрузки и ориентированной подачи деталей. Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1988 |
|
SU1521576A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Станок для заплетки канатов | 1976 |
|
SU614144A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU411941A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
АВТООПЕРАТОР, содержащий станину, привод, каретку с механизмом захвата, механизм поворота, упоры и фиксаторы, отличающийся тем, что, с целью расширения его функциональных возможностей, он снабжен связанной с прибодом подвижной планкой, образующей с кареткой копирную пару, а механизм поворота выполнен в виде зубчатого зацепления и установленного на каретке двуплечего рычага, кинематически связанного одним плечом с водилом зубчатого зацепления, а другим -- с дополнительно выполненным на станине кеподвил ным копиром, кроме того, водило кинематически связано с кареткой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм позиционирования робота | 1978 |
|
SU774939A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
