Фи2.1
со
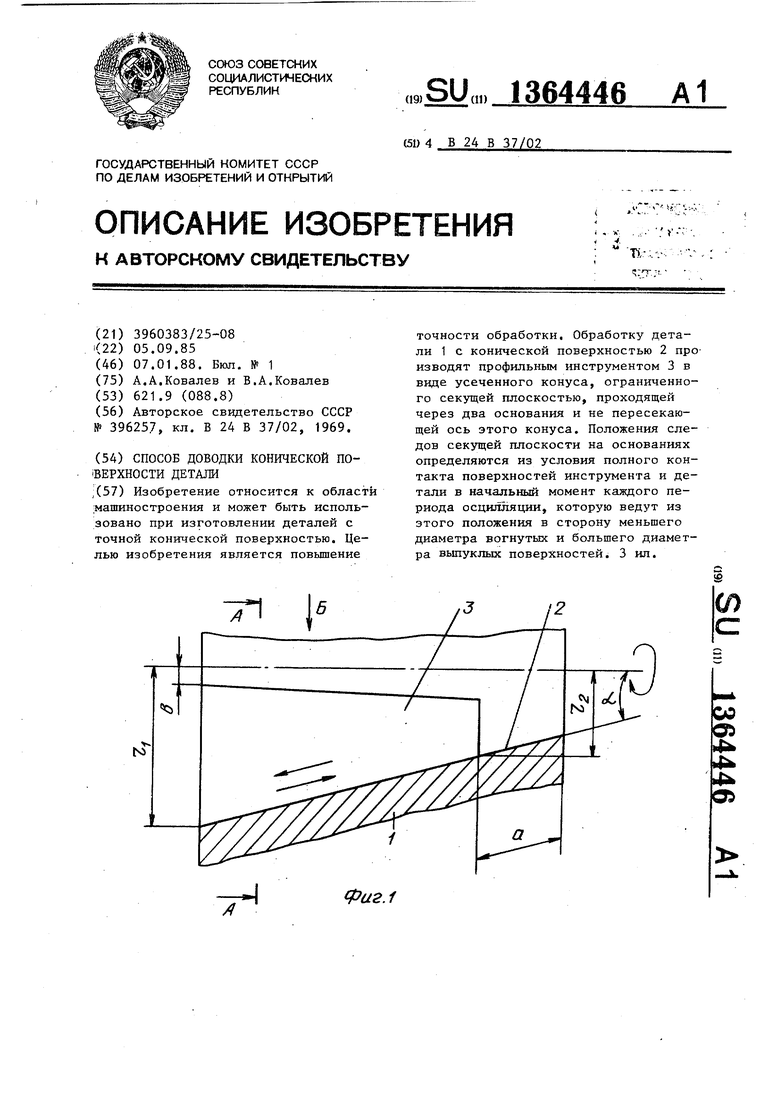
Изобретение относится к машино-- строению и может быть использовано при изготовлении деталей с точной конической поверхностью.
Целью изобретения является повышение точности обработки за счет сог.- ласованного выбора размеров инструмента в виде усеченного конуса с ограниченной конической поверхностью и параметров осцилляции его вдоль образующей конической поверхности детали.
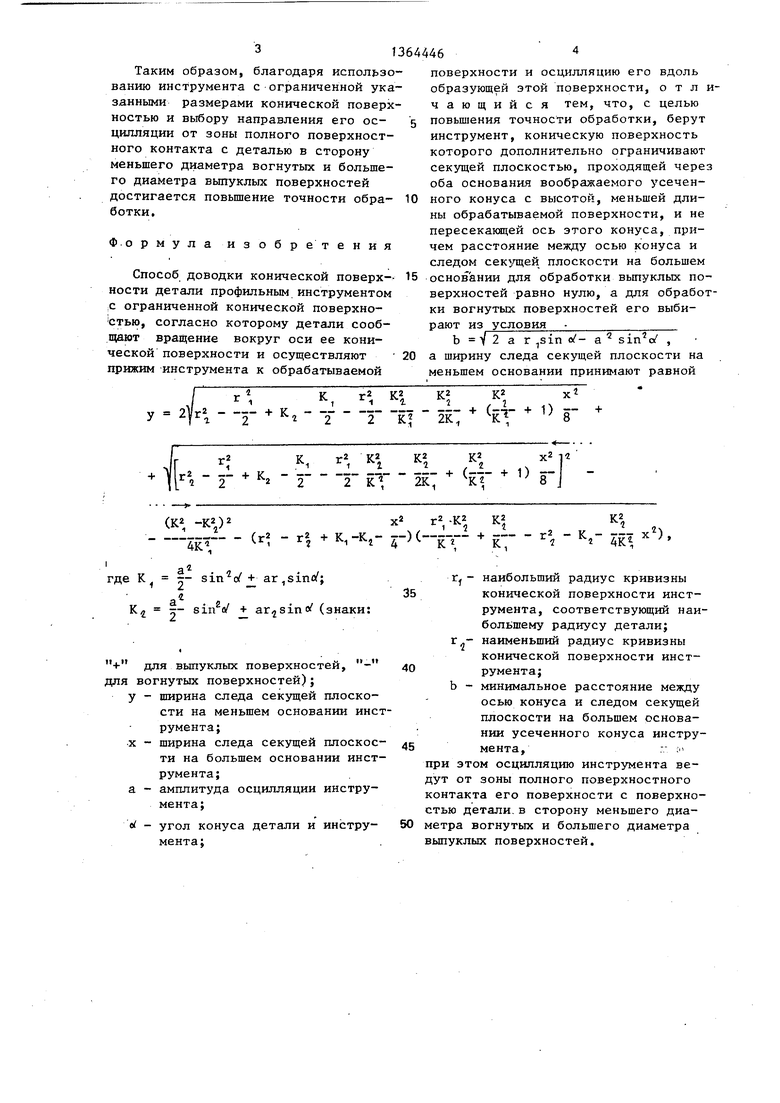
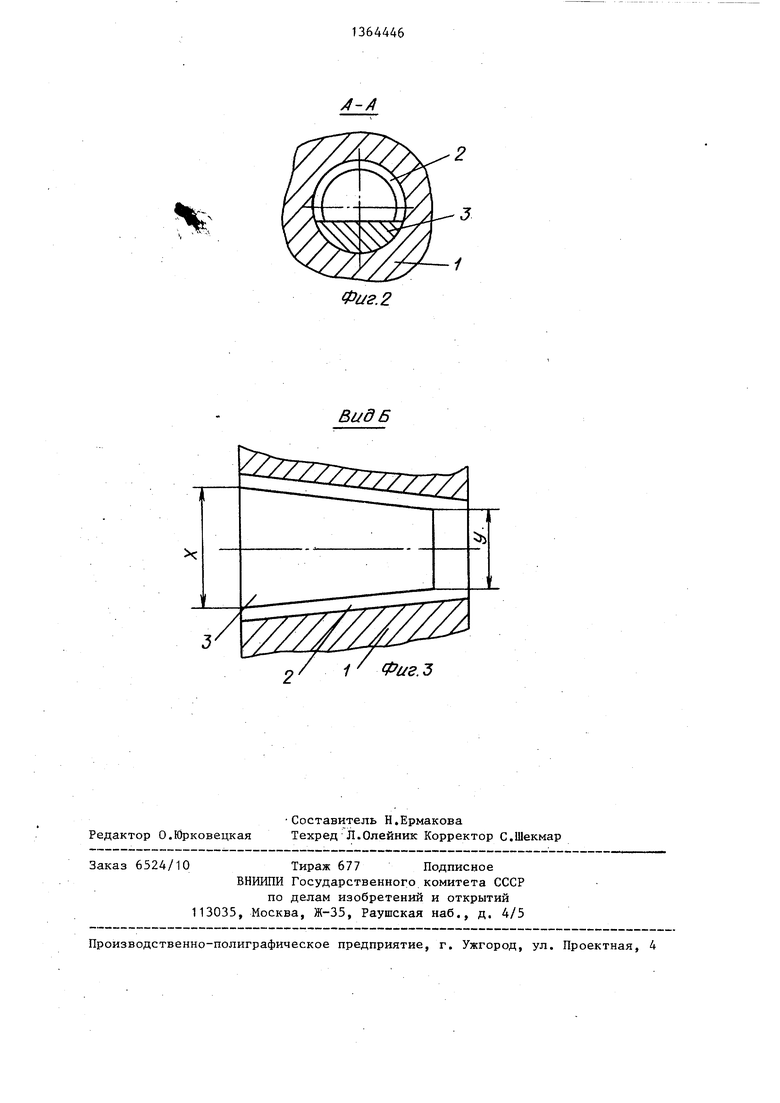
На фиг. 1 показана схема доводки конической поверхности; на фиг.2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Для обработки на детали 1 конической поверхности 2 используют про4А462
фильньй инструмент 3 в виде усеченного конуса, коническая поверхность которого дополнительно ограничена i секущей плоскостью, проходящей через оба основания воображаемого усеченного конуса с высотой, меньшей длины обрабатываемой поверхности, и не пересекакщей ось этого конуса, причем расстояние между осью конуса и следом секущей плоскости на большем основании при обработке вьшуклых поверхностей равно нулю, а для обработ- |ки вогнутых поверхностей его выбирают из условия
b /2ar, а . .
10
15
а ширину следа секущей плоскости на меньшем основании принимают равной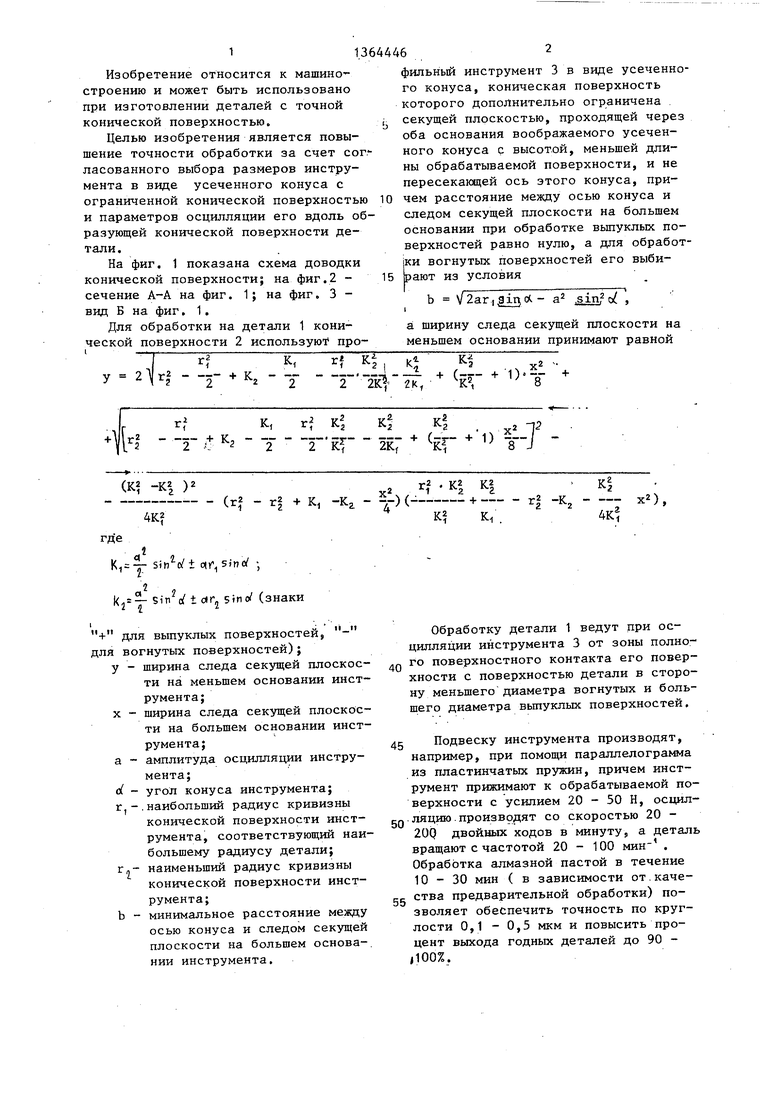
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки конической поверхности детали | 1987 |
|
SU1570884A2 |
| Устройство для доводки поверхностей вращения | 1985 |
|
SU1284791A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ | 1988 |
|
RU2061586C1 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Деформирующий элемент протяжек и матриц | 1988 |
|
SU1570885A1 |
| Накатной ролик | 1990 |
|
SU1816671A1 |
| Способ чистового нарезания конических зубчатых колес с круговыми зубьями | 1987 |
|
SU1495029A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
К, у sinVt (
2 kji- t oirj Sine/ (знаки
+ для выпуклых поверхностей, ля вогнутых поверхностей);
у - ширина следа секущей плоскости на меньшем основании инструмента;
X - ширина следа секущей плоскости на большем основании инструмента;
а - амплитуда осцилляции инструмента;
d - угол конуса инструмента; г,-.наибольший радиус кривизны конической поверхности инструмента, соответствующий наибольшему радиусу детали; г л- наименьший радиус кривизны конической поверхности инструмента;
b - минимальное расстояние между осью конуса и следом секущей плоскости на большем основа-. НИИ инструмента.
Обработку детали 1 ведут при осцилляции инструмента 3 от зоны полного поверхностного контакта его поверхности с поверхностью детали в сторону меньшего диаметра вогнутых и большего диаметра выпуклых поверхностей.
5 Подвеску инструмента производят, например, при помощи параллелограмма из пластинчатых пружин, причем инструмент прижимают к обрабатываемой поверхности с усилием 20 - 50 Н, осцилляцию, производят со скоростью 20 - 20Q двойных ходов в минуту, а деталь вращают с частотой 20 - 100 мин . Обработка алмазной пастой в течение 10-30 мин ( в зависимости от.качества предварительной обработки) позволяет обеспечить точность по круг- лости 0,1 - 0,5 мкм и повысить процент выхода годных деталей до 90 - ,100%.
0
Таким образом, благодаря использованию инструмента с ограниченной указанными размерами конической поверхностью и выбору направления его осцилляции от зоны полного поверхностного контакта с деталью в сторону меньшего диаметра вогнутых и большего диаметра выпуклых поверхностей достигается повышение точности обработки.
Формула из об
р е т е н и я
следом секзтцей плоскости на большем
Способ доводки конической поверх- 15 основании для обработки выпукльк по- ности детали профильным инструментом ,с ограниченной конической поверхно- стью, согласно которому детали сообверхностей равно нулю, а для обработ ки вогнутых поверхностей его выбирают из условия
а где К -- sin с/Jb
2
а- Г
4
К - + (знаки:
а Т
+ для вьтуклых поверхностей, - для вогнутых поверхностей);
у - ширина следа секущей плоскости на меньшем основании инструмента;
X - ширина следа секущей плоскости на большем основании инструмента;
а - амплитуда осцилляции инструмента;
« - угол конуса детали и инструмента;
поверхности и осцилляцию его вдоль образующей этой поверхности, о т л и
повьш1ения точности обработки, берут инструмент, коническую поверхность которого дополнительно ограничивают секущей плоскостью, проходящей через оба основания воображаемого усеченного конуса с высотой, меньшей длины обрабатываемой поверхности, и не пересекающей ось этого конуса, причем расстояние между осью конуса и
основании для обработки выпукльк по-
верхностей равно нулю, а для обработки вогнутых поверхностей его выбирают из условия
f
наибольший радиус кривизны конической поверхности инструмента, соответствующий наибольшему радиусу детали; тс - наименьший радиус кривизны конической поверхности инструмента;
b - минимальное расстояние между осью конуса и следом секущей плоскости на большем основании усеченного конуса инструмента,- ;,. при этом осцилляцию инструмента ведут от зоны полного поверхностного контакта его поверхности с поверхностью детали.в сторону меньшего диа- метра вогнутых и большего диаметра выпуклых поверхностей.
Фиг. 2
Вид Б
i Фиг.
| СТАНОК ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 0 |
|
SU396257A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
