со о
05
ю
00
со
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования трубчатых изделий из порошков.
Целью изобретения является расширение технологических возвожносте устройства за счет получения длинномерных тонкостенных изделий и улучшение качества изделий.
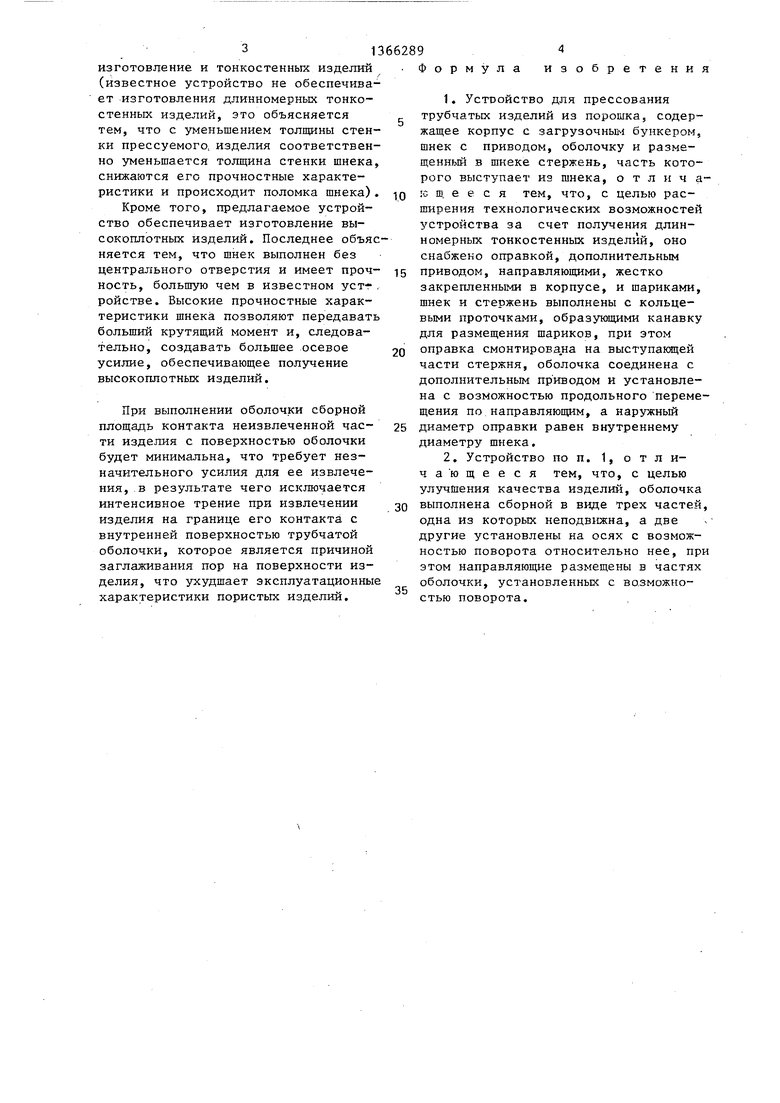
На фиг. 1 схематически представлено предлагаемое устройство, продольный разрез; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство состоит из корпуса 1, внутри которого установлен шнек 2, соединенный посредством зубчатого колеса 3 с приводом (не показан).
оболочкой и съемной оправкой 7. При этом оболочка получает перемещение от электродвигателя D посредством
зубчатой передачи винт 19 - гайка 20. Порошок, поступающий в зазор между оболочкой и оправкой, уплотняется шнеком, а окончательное уплотнение осуществляется съемной оправкой. При этом привод вращения шнека настраивается на максимальный момент, обеспечивающий изготовление изделий с заданной плотностью. При превьш1ении указанного момента при постоянном
перемещении оболочки уменьшается частота вращения шнека, что приводит к уменьшению количества порошка, подаваемого для прессования в гильзу. Последнее обстоятельство приводит к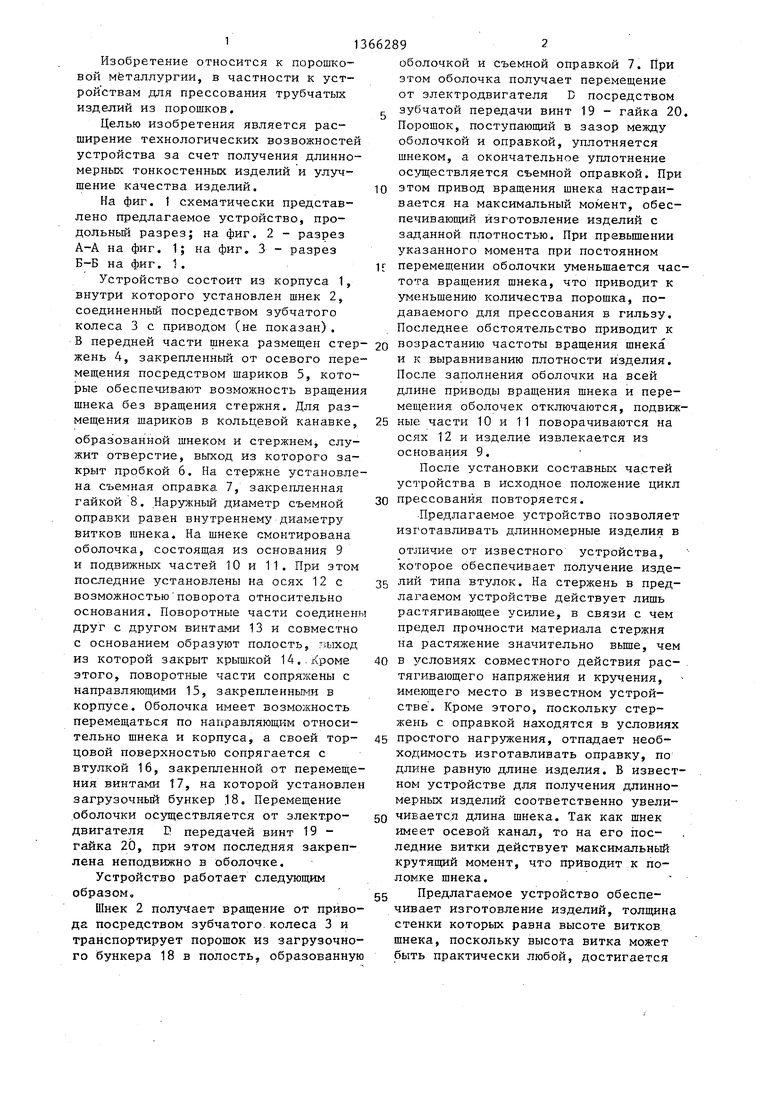
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования трубчатых длинномерных изделий из порошков | 1985 |
|
SU1258626A1 |
| Установка для формирования длинномерных изделий из порошка | 1986 |
|
SU1353575A1 |
| Устройство для прессования биметаллических длинномерных изделий | 1988 |
|
SU1519844A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1985 |
|
SU1289605A1 |
| Устройство для непрерывного формования трубчатых изделий из порошков | 1985 |
|
SU1289603A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1987 |
|
SU1423283A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1982 |
|
SU1033263A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для прессования изделий из порошков | 1989 |
|
SU1664461A1 |
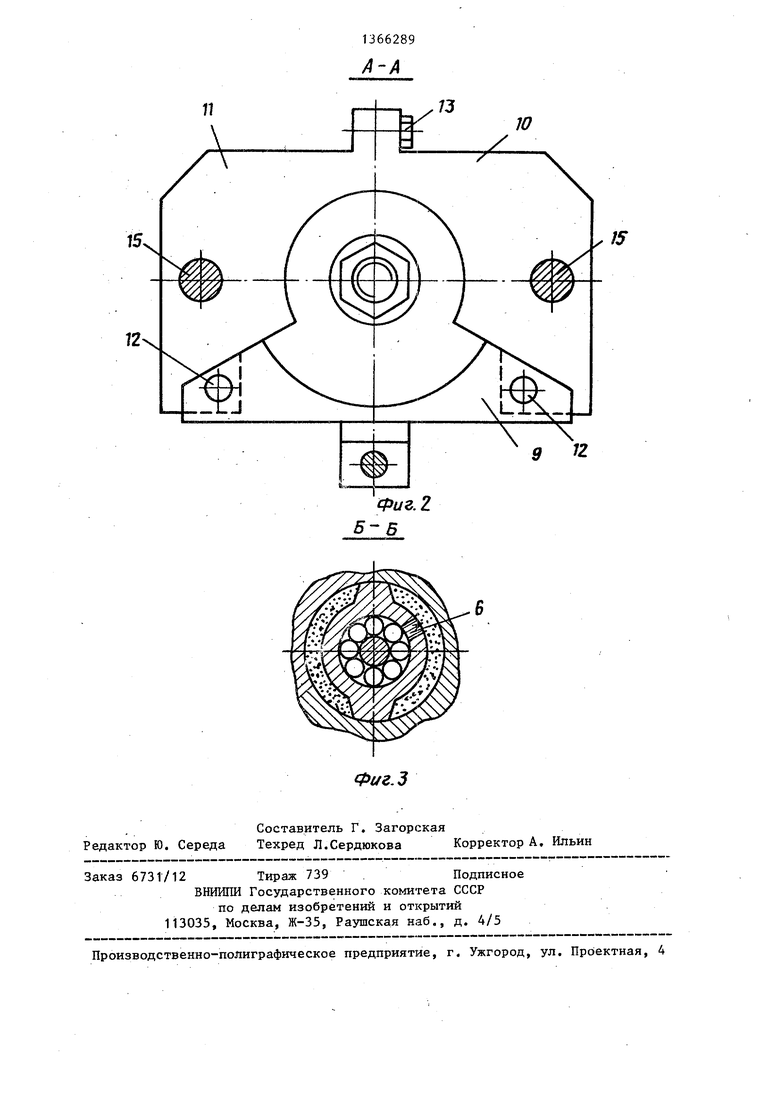
Изобретение относится к устройствам для прессования трубчатых изделий из. порошка. Цель изобретения- расширение технологических возможностей устройства за счет получения длинномерных тонкостенных изделий и улучшение качества изделий. Шнек 2 получает вращение от привода через колесо 5 и транспортирует порошок из бункера 18 в полость, образованную оболочкой и оправкой 7. При этом оболочка получает перемещение от двигателя посредством зубчатой передачи винт 19 - гайка 20. Сначала порошок уплотняется шн«ком, а затем оправкой, установленной на выступающей из шнека 2 части стержня 4. После заполнения оболочки на всей длине приводы вращения шнека и перемещения оболочки отключаются, и изделия извлекаются из оболочки. 1 з.п. ф-лы. 3 ил. сл
В передней части шнека размещен стер- 20 возрастанию частоты вращения шнека жень 4, закрепленный от осевого пере- и к выравниванию плотности изделия.
мещения посредством шариков 5, которые обеспечивают возможность вращения шнека без вращения стержня. Для размещения шариков в кольцевой канавке,
образованной шнеком и стержнем, служит отверстие, выход из которого закрыт пробкой 6. На стержне установлена съемная оправка 7, закрепленная гайкой 8. Наружный диаметр съемной оправки равен внутреннему диаметру витков шнека. На шнеке смонтирована оболочка, состоящая из основания 9 и подвижных частей 10 и 11. При этом последние установлены на осях 12 с возможностью поворота относительно основания. Поворотные части соединены друг с другом винтами 13 и совместно с основанием образуют полость, из которой закрыт крышкой 14.-Кроме этого, поворотные части сопряжены с направляющими 15, закрепленньпчги в корпусе. Оболочка имеет возможность перемещаться по нагфавляющим относительно шнека и корпуса, а своей торцовой поверхностью сопрягается с втулкой 16, закрепленной от перемещения винтами 17, на которой установлен загрузочный бункер ,18. Перемещение оболочки осуществляется от электродвигателя Г передачей винт 19 - гайка 20, при этом последняя закреплена неподвижно в оболочке.
Устройство работает следующим образом.
Шнек 2 получает вращение от привода посредством зубчатого.колеса 3 и транспортирует порошок из загрузочного бункера 18 в полость, образованную
осле заполнения оболочки на всей длине приводы вращения шнека и перемещения оболочек отключаются, подвижные части 10 и 11 поворачиваются на осях 12 и изделие извлекается из основания 9.
После установки составных частей устройства в исходное положение цикл
прессования повторяется.
Предлагаемое устройство позволяет изготавливать длинномерные изделия в
отличие от известного устройства, которое обеспечивает получение издеЛИЙ типа втулок. На стержень в предлагаемом устройстве действует лишь растягивающее усилие, в связи с чем предел прочности материала стержня на растяжение значительно вьш1е, чем
в условиях совместного действия растягивающего напряжения и кручения, имеющего место в известном устройстве. Кроме этого, поскольку стержень с оправкой находятся в условиях
простого нагружения, отпадает необходимость изготавливать оправку, по длине равную длине изделия. В известном устройстве для получения длинномерных изделий соответственно увелнчИЕ1аетсл длина шнека. Так как шнек имеет осевой канал, то на его последние витки действует максимальный крутящий момент, что приводит к поломке шнека.
Предлагаемое устройство обеспечивает изготовление изделий, толщина стенки которьк равна высоте витков шнека, поскольку высота витка может быть практически любой, достигается
изготовление и тонкостенных изделий (известное устройство не обеспечивает изготовления длинномерных тонкостенных изделий, это объясняется тем, что с уменьшением толщины стенки прессуемого, изделия соответственно уменьшается толщина стенки шнека, снижаются его прочностные характеристики и происходит поломка шнека). Кроме того, предлагаемое устройство обеспечивает изготовление высокоплотных изделий. Последнее объясняется тем, что шнек выполнен без центрального отверстия и имеет прочность, большую чем в известном устг , ройстве. Высокие прочностные характеристики шнека позволяют передавать больший крутящий момент и, следовательно, создавать большее осевое усилие, обеспечивающее получение высокоплотных изделий.
При выполнении оболочки сборной площадь контакта неизвлеченной части изделия с поверхностью оболочки будет минимальна, что требует незначительного усилия для ее извлечения, в результате чего исключается интенсивное трение при извлечении изделия на границе его контакта с внутренней поверхностью трубчатой оболочки, которое является причиной заглаживания пор на поверхности изделия, что ухудшает эксплуатационные характеристики пористых изделий.
0
5
0
5
0
5
Формула изобретения
15
1366289
/9-А
/5
| Устройство для прессования изделий из порошковых материалов | 1973 |
|
SU461848A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| ШНЕК-ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 0 |
|
SU273634A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
