Изобретение относитвя к радиоэлектронной технике, в частности к устройствам технологии производства деталей радиоэлектронной техники, и может быть использовано для двухсторонней приварки выводов к армированным колпачкам и заготовкам резисторов.
Целью изобретения является расширение технологических возможностей устройства и повышение качества сварки.
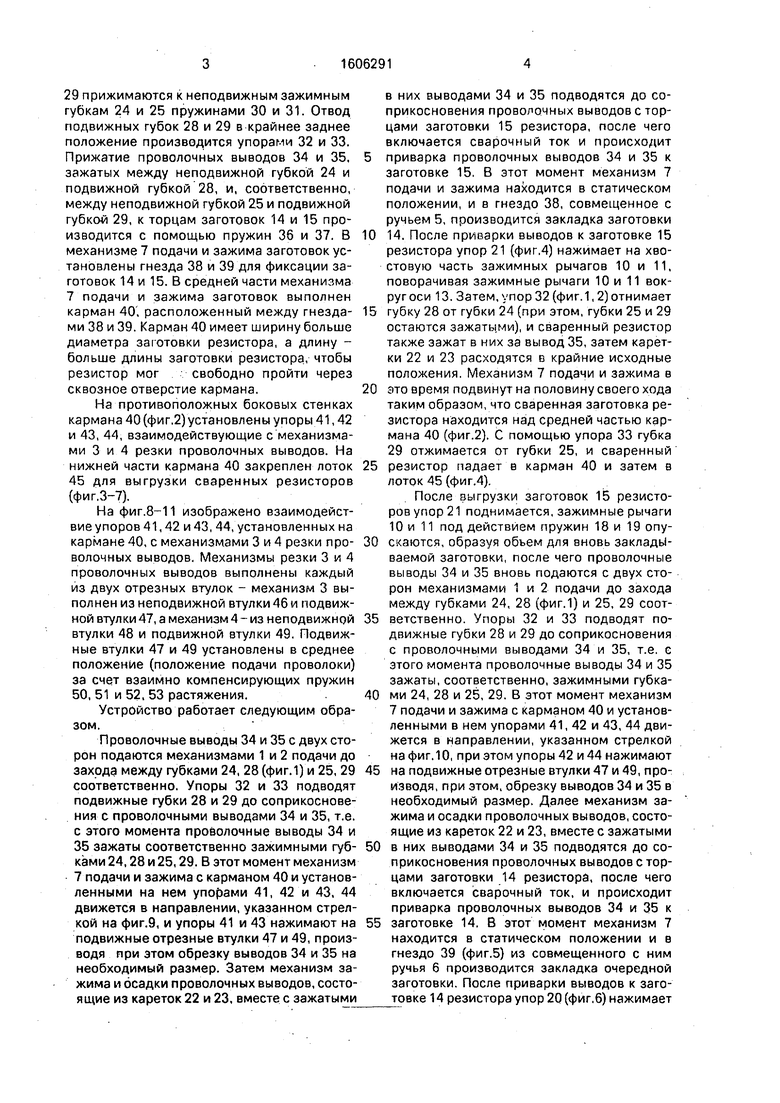
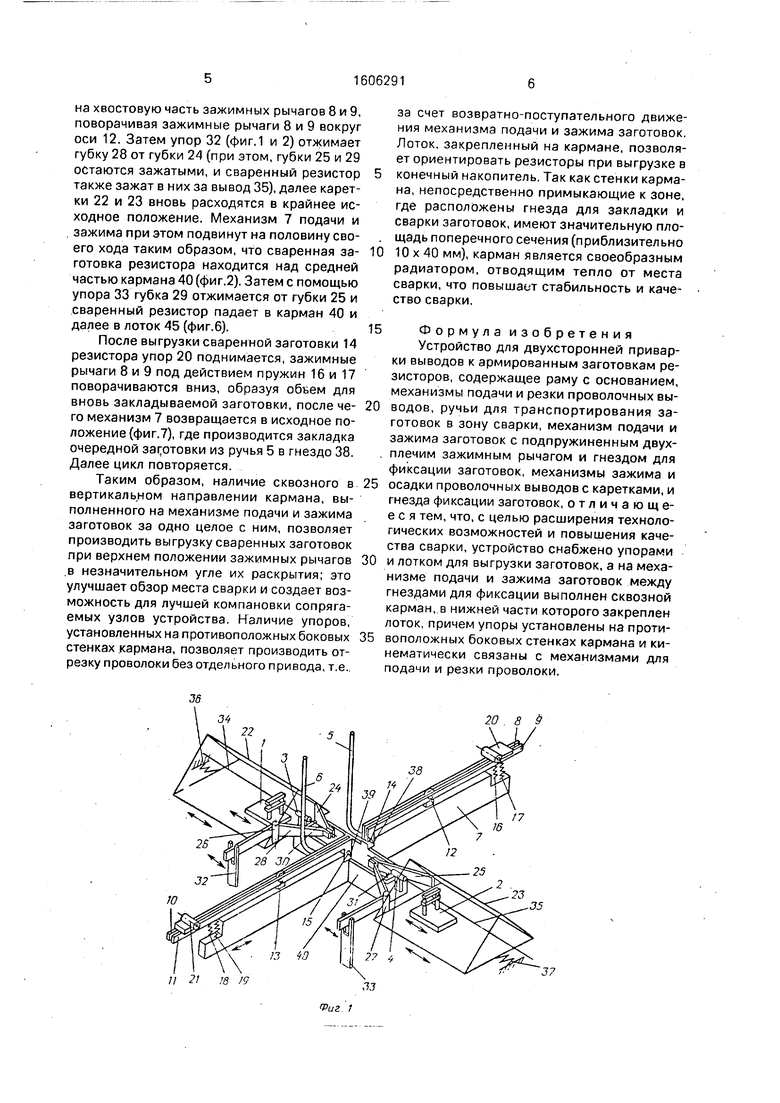
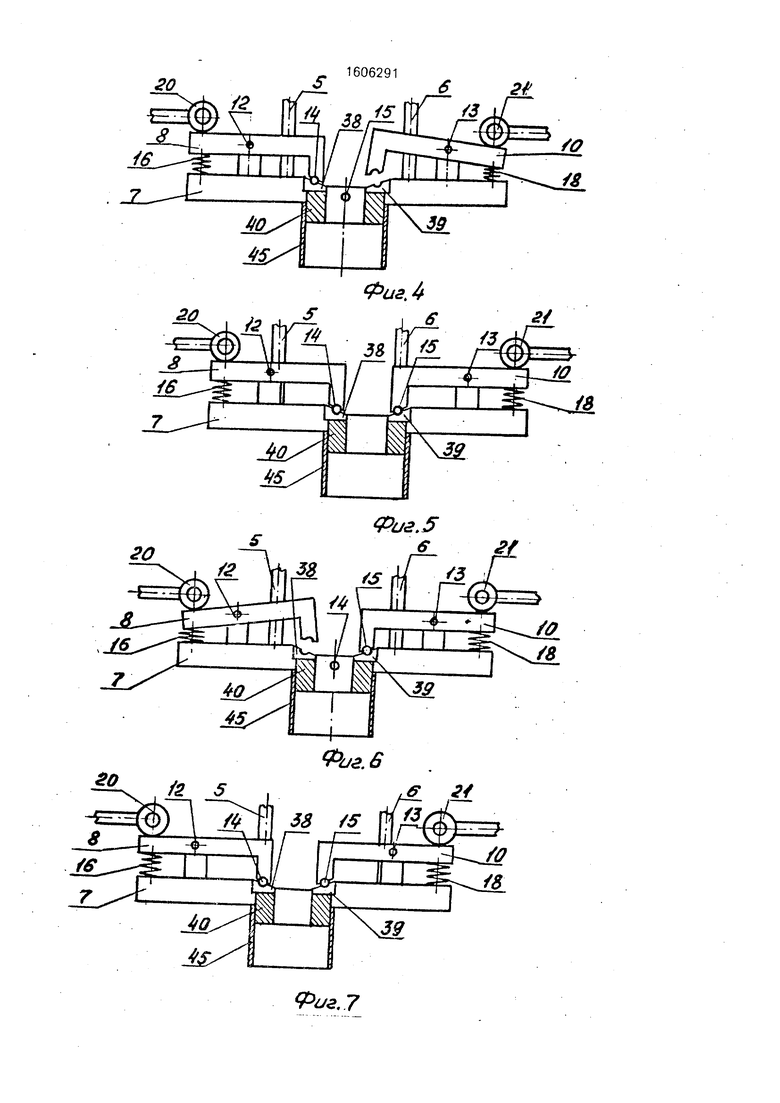
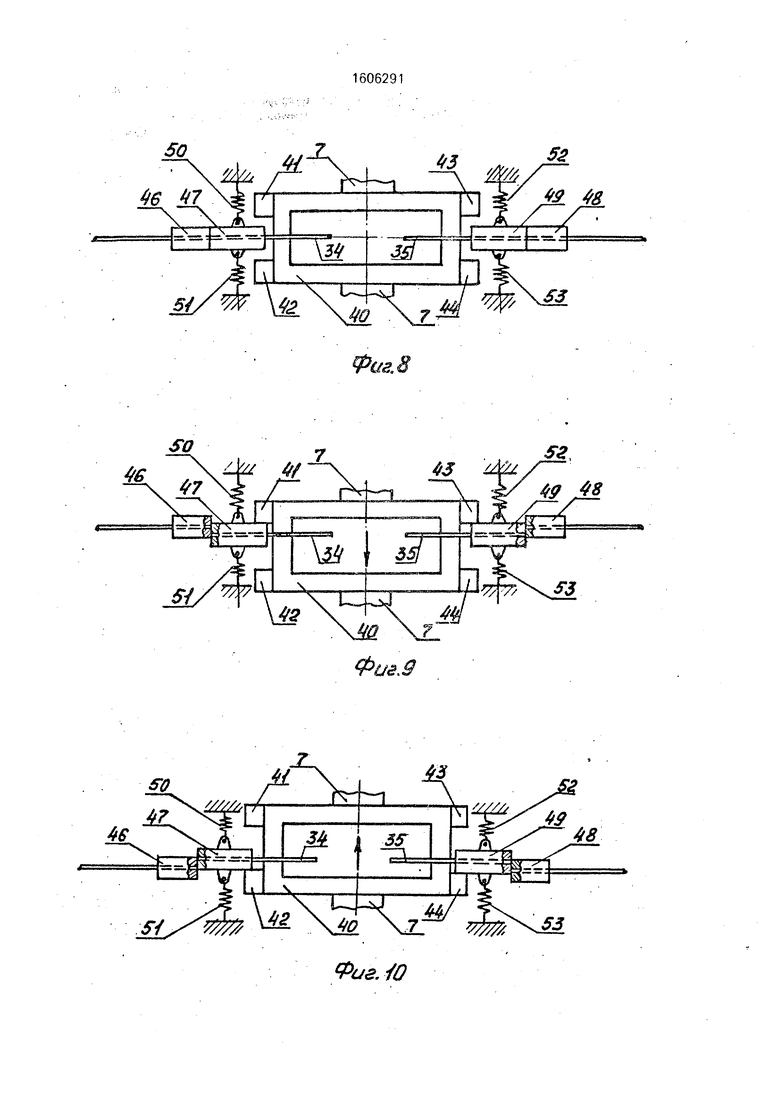
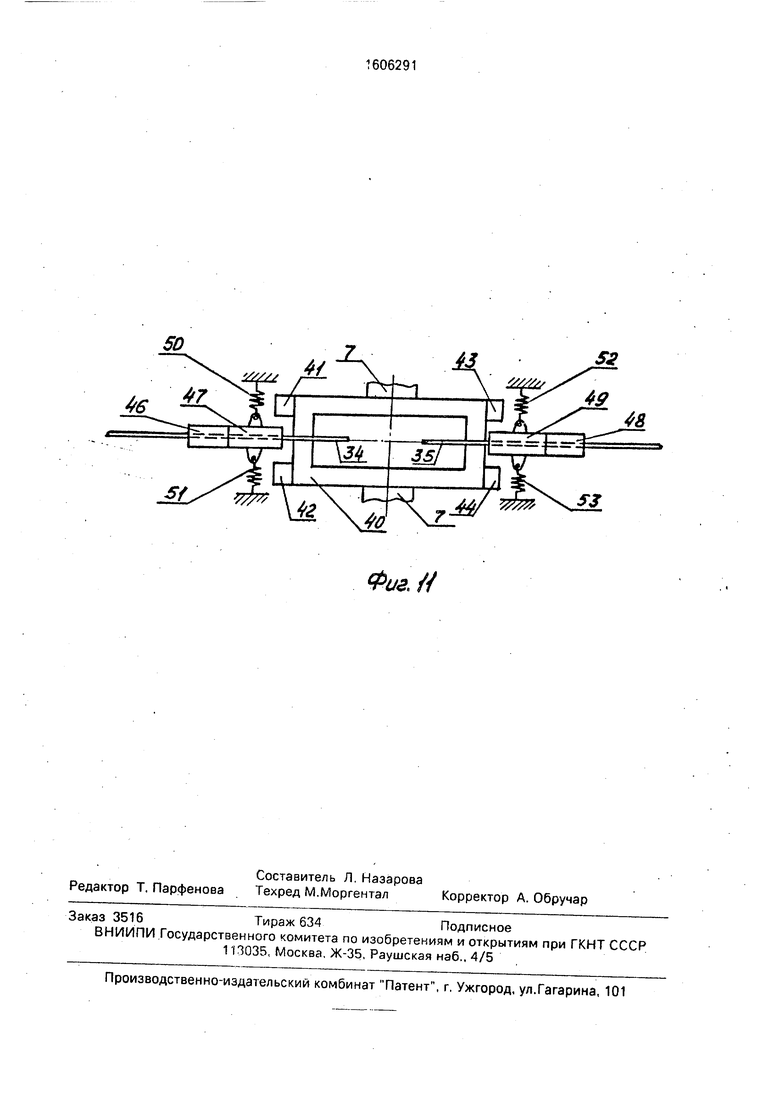
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - расположение кармана с установленными на нем упорами; на фиг.3-7 - лоток, расположенный на нижней части кармана; на фиг.8- 11 - взаимодействие упоров с механизмами резки проволочных выводов.
Устройство (фиг.1) состоит из механизмов 1 и 2 подачи проволочных выводов, механизмов 3 и 4 резки проволочных выводов, двух ручьев 5 и 6 для транспортировки заготовок в.зону сварки, механизма 7 подачи и зажима с зажимными рычагами 8-11, поворачивающимися на осях 12 и 13. Зажимные рычаги 8-11 зажимают заготовки 14 и 15 резисторов с помощью пружин 16-19. Разжим зажимных рычагов 8 и 9 производится с помощью упора 20, разжим зажимных рычагов 10 и 11 производится с помощью упора 21. Механизмы зажима и осадки, проволочных выводов состоят из кареток 22 и 23 рамной конструкции, выполненных в виде .полых призм, при зтом грани этих полых призм используются в качестве ответных направляющих при возвратно-поступательном движении кареток. Внутри объема кареток 22 и 23 механизма зажима и осадки проволочных выводов установлены механизмы подачи 1. 2 и резки 3, 4 проволочных выводов, которые совершают возвратно-поступательное движение по направляющим граней призм (не показаны). К кареткам 22 и 23 крепятся неподвижные зажимные губки 24 и 25, а также оси 26 и 27, на которых поворачиваются подвижные зажимные губки 28 и 29. Подвижные зажимные губки 28 и
29 прижимаются к неподвижным зажимным губкам 24 и 25 пружинами 30 и 31. Отвод подвижных губок 28 и 29 в крайнее заднее положение производится упорами 32 и 33. Прижатие проволочных выводов 34 и 35. зажатых между неподвижной губкой 24 и подвижной губкой 28, и, соответственно, между неподвижной губкой 25 и подвижной губкой 29, к торцам заготовок 14 и 15 производится с помощью пружин 36 и 37. В механизме 7 подачи и зажима заготовок установлены гнезда 38 и 39 для фиксации заготовок 14 и 15. В средней части механизма 7 подачи и зажима заготовок выполнен карман 40, расположенный между гнездами 38 и 39. Карман 40 имеет ширину больше диаметра заготовки резистора, а длину - больше длины заготовки резистора, чтобы резистор мог свободно пройти через сквозное отверстие кармана.
На противоположных боковых стенках кармана 40 (фиг.2)установлены упоры 41,42 и 43, 44, взаимодействующие с механизмами 3 и 4 резки проволочных выводов. На нижней части кармана 40 закреплен лоток 45 для выгрузки сваренных резисторов (фиг,3-7).
На фиг.8-11 изображено взаимодействие упоров 41,42 и 43, 44, установленных на кармане 40, с механизмами 3 и 4 резки проволочных выводов. Механизмы резки 3 и 4 проволочных выводов выполнены каждый из двух отрезных втулок - механизм 3 выполнен из неподвижной втулки 46 и подвижной втулки 47, а механизм 4 - из неподвижной втулки 48 и подвижной втулки 49. Подвижные втулки 47 и 49 установлены в среднее положение (положение подачи проволоки) за счет взаимно компенсирующих пружин 50, 51 и 52. 53 растяжения.
Устройство работает следующим образом.
Проволочные выводы 34 и 35 с двух сторон подаются механизмами 1 и 2 подачи до захода между губками 24, 28 (фиг.1) и 25, 29 соответственно. Упоры 32 и 33 подводят подвижные губки 28 и 29 до соприкосновения с проволочными выводами 34 и 35, т.е. с этого момента проволочные выводы 34 и 35 зажаты соответственно зажимными губками 24,28 и 25,29. В этот момент механизм 7 подачи и зажима с карманом 40 и установленными на нем упорами 41, 42 и 43, 44 движется в направлении, указанном стрелкой на фиг.9, и упоры 41 и 43 нажимают на подвижные отрезные втулки 47 и 49, производя при этом обрезку выводов 34 и 35 на необходимый размер. Затем механизм зажима и осадки проволочных выводов, состоящие из кареток 22 и 23, вместе с зажатыми
в них выводами 34 и 35 подводятся до соприкосновения проволочных выводов с торцами заготовки 15 резистора, после чего включается сварочный ток и происходит приварка проволочных выводов 34 и 35 к заготовке 15. В этот момент механизм 7 подачи и зажима находится в статическом положении, и в гнездо 38, совмещенное с ручьем 5, производится закладка заготовки 0 14. После приварки выводов к заготовке 15 резистора упор 21 (фиг.4) нажимает на хвостовую часть зажимных рычагов 10 и 11, поворачивая зажимные рычаги 10 и 11 вокруг оси 13. Затем, упор 32 (фиг.1,2) отнимает 5 губку 28 от губки 24 (при этом, губки 25 и 29 остаются зажаты.ми), и сваренный резистор также зажат в них за вывод 35, затем каретки 22 и 23 расходятся в крайние исходные положения. Механизм 7 подачи и зажима в 0 это время подвинут на половину своего хода таким образом, что сваренная заготовка резистора находится над средней частью кармана 40 (фиг.2). С помощью упора 33 губка 29 отжимается от губки 25, и сваренный 5 резистор падает в карман 40 и затем в лоток 45 (фиг.4).
После выгрузки заготовок 15 резисторов упор 21 поднимается, зажимные рычаги 10 и 11 под действием пружин 18 и 19 опу- 0 скаются, образуя объем для вновь закладываемой заготовки, после чего проволочные выводы 34 и 35 вновь подаются с двух сторон механизмами 1 и 2 подачи до захода между губками 24, 28 (фиг.1) и 25, 29 соот- 5 ветственно. Упоры 32 и 33 подводят подвижные губки 28 и 29 до соприкосновения с проволочными выводами 34 и 35, т.е. с этого момента проволочные выводы 34 и 35 зажаты, соответственно, зажимными губка- 0 ми 24, 28 и 25, 29. В этот момент механизм 7 подачи и зажима с карманом 40 и установленными в нем упорами 41, 42 и 43, 44 движется в направлении, указанном стрелкой на фиг. 10, при этом упоры 42 и 44 нажимают 5 на подвижные отрезные втулки 47 и 49, производя, при этом.обрезку выводов 34 и 35 в необходимый размер. Далее механизм зажима и осадки проволочных выводов, состоящие из кареток 22 и 23, вместе с зажатыми 0 в них выводами 34 и 35 подводятся до соприкосновения проволочных выводов с торцами заготовки 14 резистора, после чего включается сварочный ток, и происходит приварка проволочных выводов 34 и 35 к 5 заготовке 14. В этот момент механизм 7 находится в статическом положении и в гнездо 39 (фиг.5) из совмещенного с ним ручья 6 производится закладка очередной заготовки. После приварки выводов к заго- товке 14 резистора упор 20 (фиг.6) нажимает
на хвостовую часть зажимных рычагов 8 и 9, поворачивая зажимные рычаги 8 и 9 вокруг оси 12. Затем упор 32 (фиг.1 и 2) отжимает губку 28 от губки 24 (при этом, губки 25 и 29 остаются зажатыми, и сваренный резистор также зажат в них за вывод 35), далее каретки 22 и 23 вновь расходятся в крайнее исходное положение. Механизм 7 подачи и зажима при этом подвинут на половину своего хода таким образом, что сваренная за- готовка резистора находится над средней частью кармана 40 (фиг.2). Затем с помощью упора 33 губка 29 отжимается от губки 25 и сваренный резистор падает в карман 40 и далее в лоток 45 (фигб).
После выгрузки сваренной заготовки 14 резистора упор 20 поднимается, зажимные рычаги 8 и 9 под действием пружин 16 и 17 поворачиваются вниз, образуя объем для вновь закладываемой заготовки, после че- го механизм 7 возвращается в исходное положение (фиг.7), где производится закладка очередной заготовки из ручья 5 в гнездо 38. Далее цикл повторяется.
Таким образом, наличие сквозного в вертикальном направлении кармана, выполненного на механизме подачи и зажима заготовок за одно целое с ним, позволяет производить выгрузку сваренных заготовок при верхнем положении зажимных рычагов ,в незначительном угле их раскрытия; это улучщает обзор места сварки и создает возможность для лучшей компановки сопрягаемых узлов устройства. Наличие упоров, установленных на противоположных боковых 3 стенках кармана, позволяет производить отрезку проволоки без отдельного привода, т.е..
за счет возвратно-поступательного движения механизма подачи и зажима заготовок. Лоток, закрепленный на кармане, позволяет ориентировать резисторы при выгрузке в конечный накопитель. Так как стенки кармана, непосредственно примыкающие к зоне, где расположены гнезда для закладки и сварки заготовок, имеют значительную площадь поперечного сечения(приблизительно 10 X 40 мм), карман является своеобразным радиатором, отводящим тепло от места сварки, что повышает стабильность и качество сварки.
Формула изобретения Устройство для двухсторонней приварки выводов к армированным заготовкам резисторов, содержащее раму с основанием, механизмы подачи и резки проволочных выводов, ручьи для транспортирования заготовок в зону сварки, механизм подачи и зажима заготовок с подпружиненным двух- плечим зажимным рычагом и гнездом для фиксации заготовок, механизмы зажима и осадки проволочных выводов с каретками, и гнезда фиксации заготовок, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества сварки, устройство снабжено упорами . и лотком для выгрузки заготовок, а на механизме подачи и зажима заготовок между гнездами для фиксации выполнен сквозной карман, в нижней части которого закреплен лоток, причем упоры установлены на противоположных боковых стенках кармана и кинематически связаны с механизмами для подачи и резки проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней приварки выводов к армированным заготовкам резисторов | 1986 |
|
SU1388235A1 |
| Устройство для двусторонней приварки проволочных выводов к армированным колпачками заготовкам резисторов | 1986 |
|
SU1366339A2 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |
| Автоматическое устройство для двусторонней приварки выводов к армированным колпачкам и заготовкам резисторов | 1977 |
|
SU626908A1 |
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Машина для сварки трением | 1988 |
|
SU1611647A1 |
Изобретение относится к радиоэлектронной технике, в частности к устройствам технологии производства деталей радиоэлектронной техники, и может быть использовано для двухсторонней приварки выводов к армированным колпачками заготовкам резисторов. Цель изобретения - расширение технологических возможностей устройства и повышение качества сварки. После сварки резистор падает в карман, а затем в лоток. С помощью дополнительных упоров осуществляется обрезка проволоки выводов. Наличие сквозного кармана позволяет производить выгрузку сваренных заготовок при незначительном угле раскрытия зажимных рычагов. Наличие упоров позволяет производить отрезку проволоки без отдельного привода. 11 ил.
и 2 т 19
8
ш
36 22 /
Ч
0
S
/
т
6
-Ь
t
Hi
ли
Фиг.г
Л4
.. ЛИ
s
ЛИ
f
0Lfs,d
ие.6
f2 5
М
иг,7
1606291
е Sf
ш м
X.
иг, -/О
3
/
ж
.TTZ/
/у
J
Фиг. /У
| Устройство для двусторонней приварки выводов к армированным заготовкам резисторов | 1986 |
|
SU1388235A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
