Фие.2
Изобретение относится к оборудованию для дуговой сварки и может быть использо- ано при производстве труб большого диаметра.
Целью изобретения является улучшение качества сварки за счет стабилизации положения электродов относительно свариваемого стыка и исключения поперечных смещений сварочных головок.
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство содержит консольную штангу 1 с установленными на ней корпусом 2 с флюсоаппаратом 3, сварочными головками 4, опорными роликами 5, смонтированными на выдвижных штангах 6. На концах выдвижных штанг б, противоположных роликам 5, установлены зажимы 7 с двумя подпружиненными упорами 8, которыми штанги 6 подпружинены относительно корпуса 2. Зажимы 7 установлены на штангах 6 с возможностью настроечной регулировки и фиксации.
Устройство работает следующим образом.
Опорные ролики 5, установленные на штангах 6, посредством подпружиненных упоров 8 удерживаются в среднем положении. В начале сварки устройство с выдвинутыми опорными роликами 5 опускается на трубную заготовку, при этом электроды сварочных головок 4 располагаются над выводной планкой. В момент касания опорных роликов 5 трубной заготовки при наличии отклонений ее от правильной геометрической формы штанги 6 совместно с роликами 5 поворачиваются относительно продольных осей, и устройство самоустанавливается в тру
5 Q
5
0
бе на оба опорных ролика 5. Возможность самоустановки роликов 5 сохраняется и при перемещении выдвижных штанг 6 относительно корпуса 2. Подпружиненные упоры 8, сжимаясь или разжимаясь при взаимодействии с корпусом 2 дают возможность штангам 6 повернуться относительно своих продольных осей на некоторый угол, а после окончания сварки вернуть опорные ролики 5 в исходное положение.
Зажимами 7 опорные ролики могут быть отрегулированы и зафиксированы в нужном исходном положении.
Применение устройства при сварке внутренних продольных швов труб большого диаметра позволяет выполнять сварку без резких поперечных смещений электродов при отклонениях от правильной геометрической формы трубных заготовок.
Формула изобретения Устройство для сварки внутренних продольных швов труб, содержащее консольную штангу с установленными на ней корпусом и флюсоаппаратом, сварочные головки и опорные ролики, смонтированные на выдвижных штангах, отличающееся тем, что, с целью улучшения качества сварки за счет стабилизации положения электродов относительно свариваемого стыка и исключения поперечных смещений сварочных головок, выдвижные штанги снабжены взаимодействующими с корпусом подпружиненными упорами, закрепленными на концах штанг посредством зажима с возможностью поворота и фиксации, и смонтированы на корпусе с возможностью поворота относительно своих продольных осей.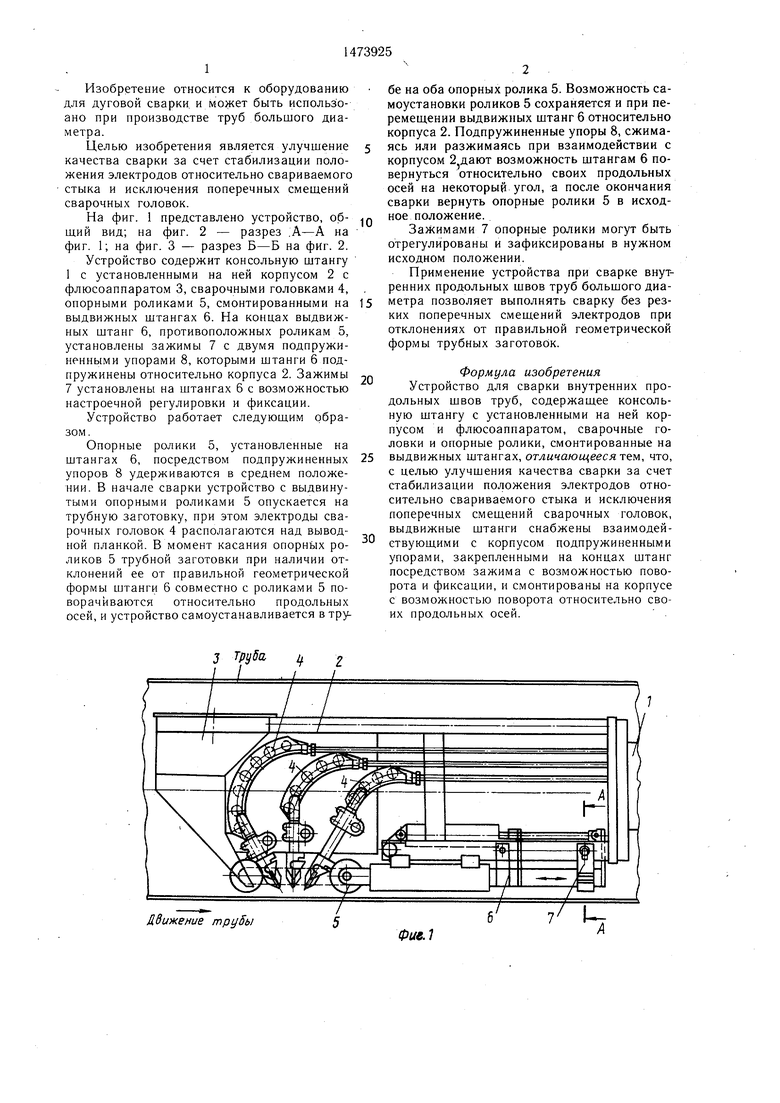
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1985 |
|
SU1368139A1 |
| Устройство для сварки внутренних продольных швов труб | 1982 |
|
SU1082593A1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
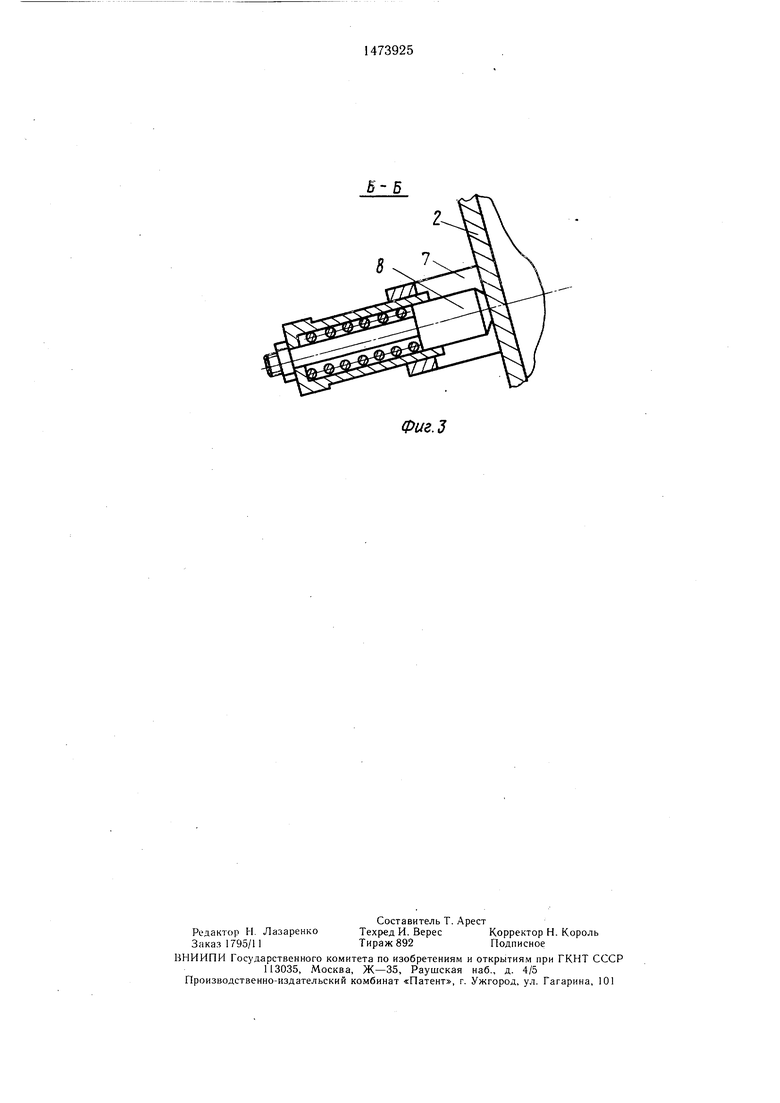
Изобретение относится к оборудованию для дуговой сварки и может быть использовано при производстве труб большого диаметра. Цель изобретения - улучшение качества сварки за счет стабилизации положения электродов относительно свариваемого стыка и исключения поперечных смещений сварочных головок. Устройство содержит штангу с корпусом 2 и флюсоаппаратом сварочными головками, опорными роликами 5, смонтированными на выдвижных штангах 6. Последние смонтированы с возможностью поворота вокруг своих продольных осей в корпусе 2 посредством подпружиненных упоров 8 и фиксируются фиксаторами 7. В момент касания трубной заготовки ролики 5 самоустанавливаются в трубе, поворачивая штанги 6 и воздействуя на упоры 8. Упоры 8, отжимаясь и разжимаясь в свою очередь от воздействия на ролики 5 неровностей поверхности трубы, поворачивают штанги 6, устанавливая тем самым электроды в плоскости свариваемого шва. Устройство позволяет выполнять сварку без резких поперечных смещений электродов относительно шва. 3 ил.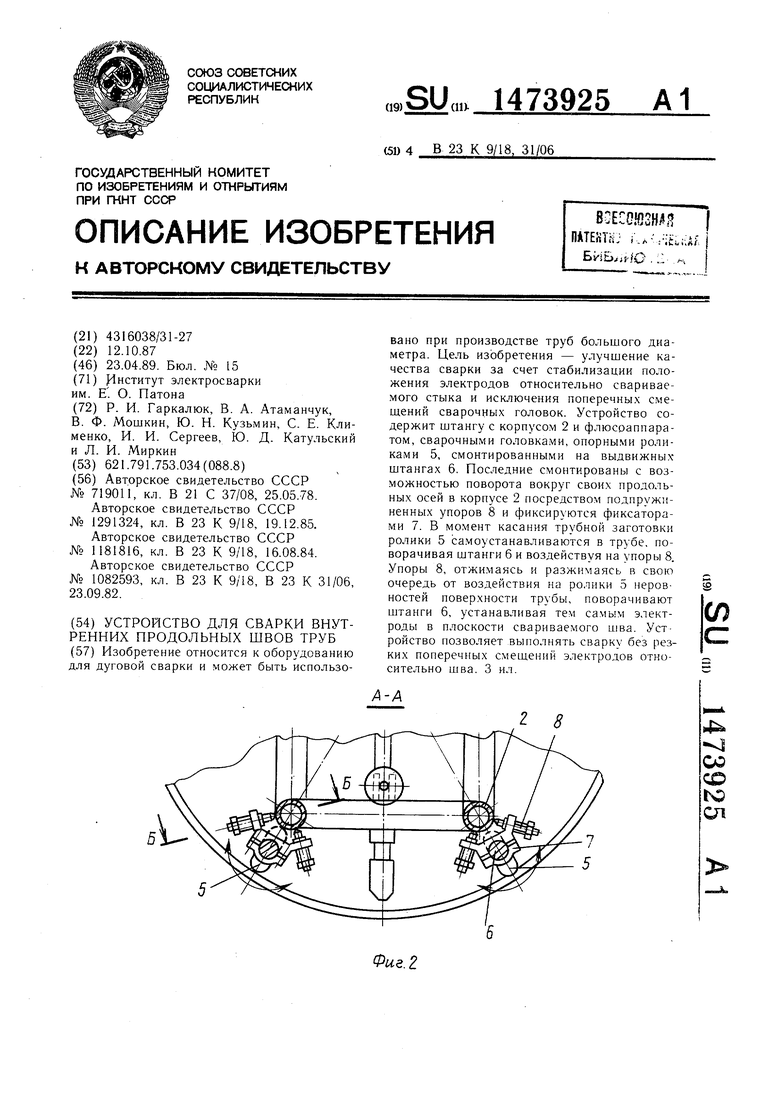
3 TpySa I I
Движение трубы
Фие.1
5-5
Фиг.З
| Авторское свидетельство СССР № 719011, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для дуговой сварки внутренних продольных швов труб | 1985 |
|
SU1291324A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для сварки внутренних продольных швов труб | 1984 |
|
SU1181816A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки внутренних продольных швов труб | 1982 |
|
SU1082593A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
