00 О) 00
00
со
11
Изобретение относится к ультразвуковой сварке, а именно к способам сварки листов термопластичных материалов, которые реализуются в свароч ном оборудовании, используемом в различных отраслях промышленности.
Цель изобретения - повышение качества изделий из эластичных материалов типа тканей и трикотажа путем предотвращения удлинения материала вдоль шва.
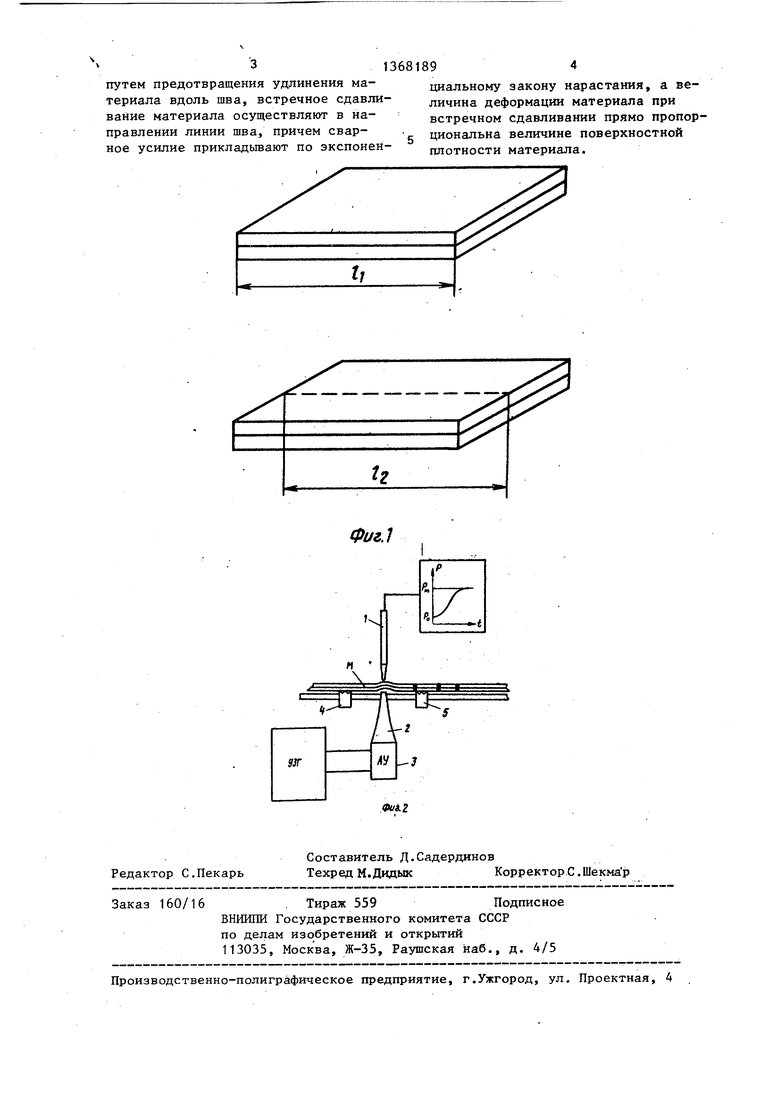
На фиг.1 показан выполняемый сварной шов; на фиг.2 - схема реализации предлагаемого способа сварки.
Согласно предлагаемому способу соединение ультразвуковой сваркой слоев материала осуществляется при размещении деталей М (фиг.2) под сва ку и их плоскопараллельном перемеще- НИИ с остановками для сдавливания его между опорой 1 и волноводом 2 акустического узла 3 и ввода ультразвуковых колебаний. Одновременно с операцией перемещения материала М в зону сварки, где расположена опора 1 и акустический узел 3 с волноводом 2, производится дополнительное встречное сдавливание деталей на участке, который размещен между про- тиволежащими рабочими торцами опоры и волновода. При этом встречное сдавливание материала осуществляется вдоль линии шва. Так как перемещение материала обычно выполняется рабочи- ми инструментами 4 и 5 (фиг.2), то при реализации этого способа рабочий ход hj инструмента 4 должен быть больше, чем рабочий ход h инструмента 5. При этом величина h,-h пропорциональна поверхностной плотности материала (суммарной в случае сварки нескольких слоев) и определяется по соотношению
й а . J- . А, .
А - поверхностная плотность материала, а - коэффициент пропорциональ- 50
ности, равный 0,01; Y - коэффициент размерности,. : равный 1 мм-м/г.
После вьтолнения перемещения материала и сжатия слоев производится приложение сварочного усилия Р и подача ультразвука до расплавления материала в зоне щва. Для обеспечения требуемого характера деформации
892
материала и ввода в зону сварки ультразвуковых колебаний нарастание усилия Р должно осуществляться. по экспоненциальному закону
,
Р (1- е
f
0 5 0 5
0
5
0
55
где Р - текущее усилие опоры, Н; К- - расстояние между текущей
и нижней толчками рабочего перемещения опоры 1, причем текущая точка определяется при движении торца опоры относительно материала, а нижняя - гарантированным зазором между торцами опоры 1 и волново да 2, мм; Р - размерный коэффициент,
г/мм,
б - отношение толщины материала га к поверхностной плотности А, определяемое по
формуле б 100 -, мм. М /г.
А
После расплавления материала осуществляется отключение ультразвука и охлаждение сварного елемента. Затем указанный процесс повторяется, что приводит к образованию,на материале сварного шва (фиг.1), длина которого Ij будет равна длине слоев материала 1, до начала сварки.
В зависимости от характеристик текстильных материалов, имеющих различную поверхностную плотность и толщину, нарастание сварочного усилия Р и величина их встречного сдавливания может- изменяться требуемым образом, что обеспечат выполнение ка- чественйых сварных швов.
Формула изобретения
Способ ультразвуковой сварки Листовых эластичных термопластов, включающий размещение деталей под сварку, сдавливание их между опорой и волноводом акустического узла, приложение сварного усилия и приложение дополнительного встречного усилия сдавливания деталей, подачу ультразвука до расплавления материала в зоне шва с последующим отключением ультразвука и охлаждением, отличающийся тем, что, с целью повьшге- ния качества изделия из эластичных материалов типа тканей и трикотажа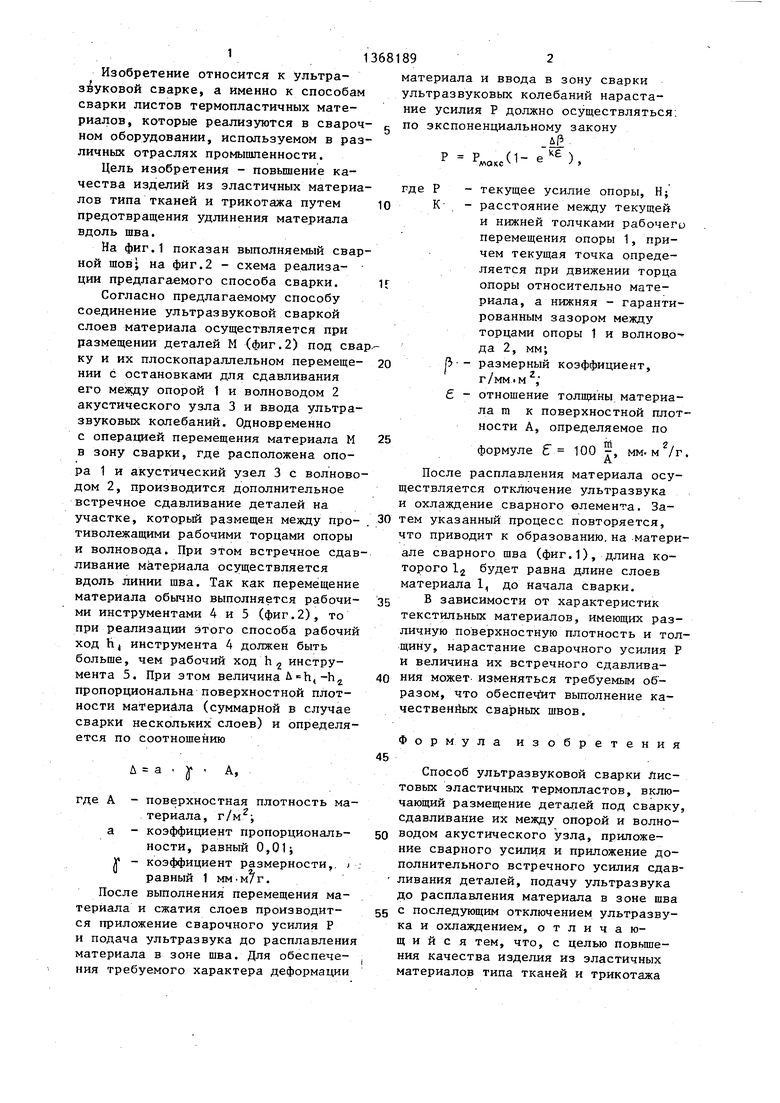
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки деталей из термопластов | 1986 |
|
SU1384395A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 2003 |
|
RU2229382C1 |
| Способ ультразвуковой сварки термопластов | 1979 |
|
SU856829A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
| Устройство для ультразвуковой сварки корпусных деталей из полимерных материалов | 1988 |
|
SU1676820A1 |
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1980 |
|
SU876473A1 |
| Способ ультрозвуковой сварки полимерных пленок | 1983 |
|
SU1154104A1 |
| Устройство для формирования обратной стороны сварного шва | 1983 |
|
SU1123825A1 |
| Способ ультразвуковой сварки полимерных материалов | 1985 |
|
SU1321596A1 |
| Устройство для термоконтактной сварки термопластов | 1988 |
|
SU1599241A1 |
Способ ультразвуковой связки листовых эластичных термопластов относится к способам сварки листов термопластичных материалов, которые реализуются в сварочном оборудовании, используемом в различных отраслях промышленности. Целью изобретения является повышение качества изделий из эластичных материалов типа тканей и трикотажа путем предотвращения удлинения материала вдоль шва. Для этого перед сваркой проводят встречное сдавливание материала.Сдавливание происходит вдоль линии шва, причем приложение сварочного усилия осуществляется по экспоненциальному закону нарастания, а величина деформации при встречном сдавливании прямо пропорциональна величине поверхностной плотности материала. 2 ил. € (Л
h
Фиг.1
| Устройство для ультразвуковой сварки | 1975 |
|
SU545481A1 |
| Солесос | 1922 |
|
SU29A1 |
