Ж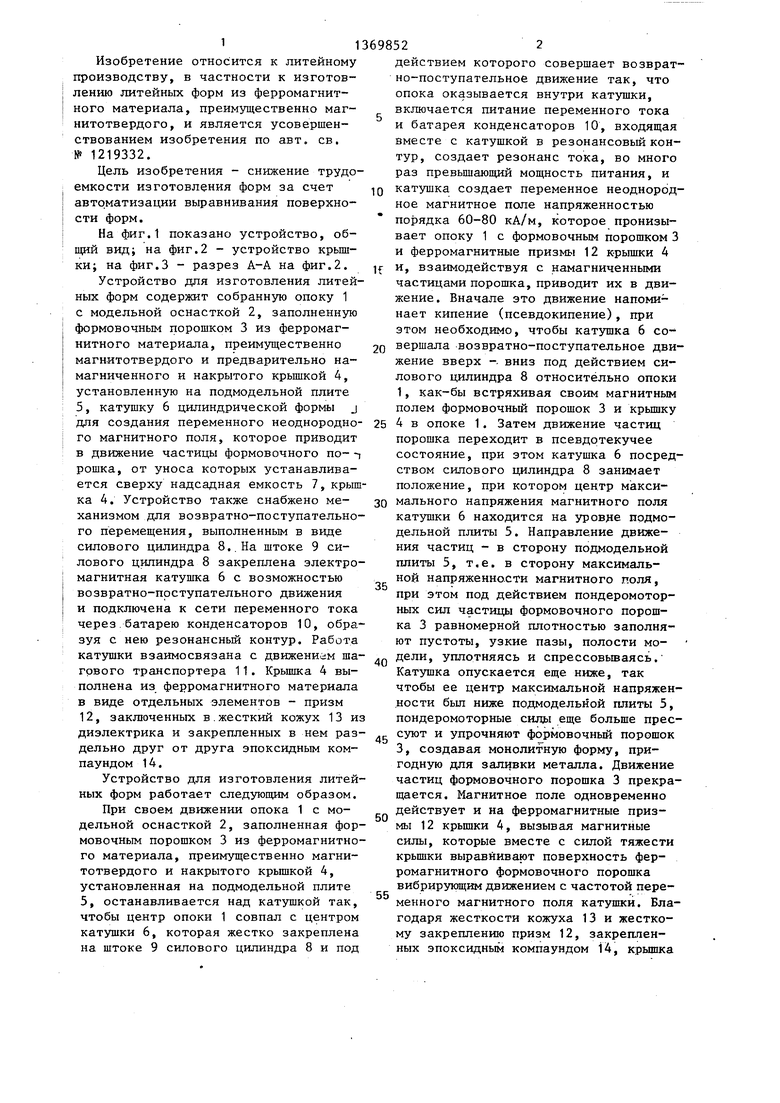
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления литейных форм | 1984 |
|
SU1219232A1 |
| Устройство для изготовления литейных форм из ферромагнитных материалов | 1986 |
|
SU1537352A1 |
| Способ изготовления разъемных магнитных форм и модельная плита для его осуществления | 1986 |
|
SU1388188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2015791C1 |
| Модельная оснастка | 1986 |
|
SU1416258A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| Установка для изготовления литейных форм | 1977 |
|
SU1163968A1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| Литейная модель | 1986 |
|
SU1458063A1 |
Изобретение относится к литейному производству, в частности к изготовлению литейных форм из ферромагнитного материала. Цель изобретения- снижение трудоемкости изготовления форм, достигается за счет автоматизации выравнивания поверхности форм. Устройство содержит опоку 1 с модельной оснасткой 2, крышкой 4, катушку 6 для создания магнитного поля, надсадную емкость 7, механизм возвратно-поступательного перемещения, выполненный в виде силового цилиндра 8, на штоке 9 которого закреплен электромагнит. Опоку 1, дополненную формовочным ферромагнитным порошком, который накрыт крышкой 4, подают в зону действия электромагнитной катушки 6, которую поднимают силовым цилиндром 8.Под воздействием электромагнитного поля формовочный ферромагнитный порошок уплотняется, а поверхность формы выравнивается под воздействием крышки. Для улучшения качества выравнивания крышка выполнена из составных, изолированных одна от другой диэлектриком, призм. 1 з.п. ф-лы, 2 ил. 11 / ta
Л
Л1
7 2
у
Изобретение относится к литейному производству, в частности к изготовлению литейных форм из ферромагнитного материала, преимзгщественно маг- нитотвердого, и является усовершенствованием изобретения по авт. св. № 1219332.
Цель изобретения - снижение трудоемкости изготовления форм за счет автоматизации выравнивания поверхности форм.
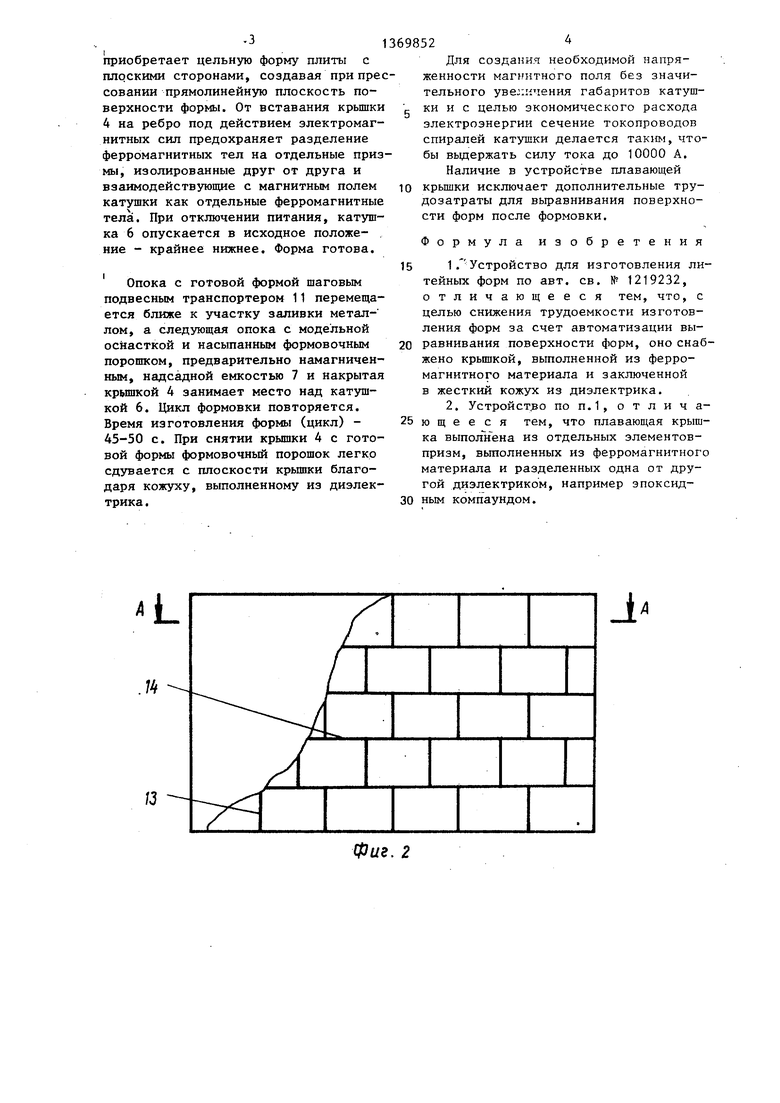
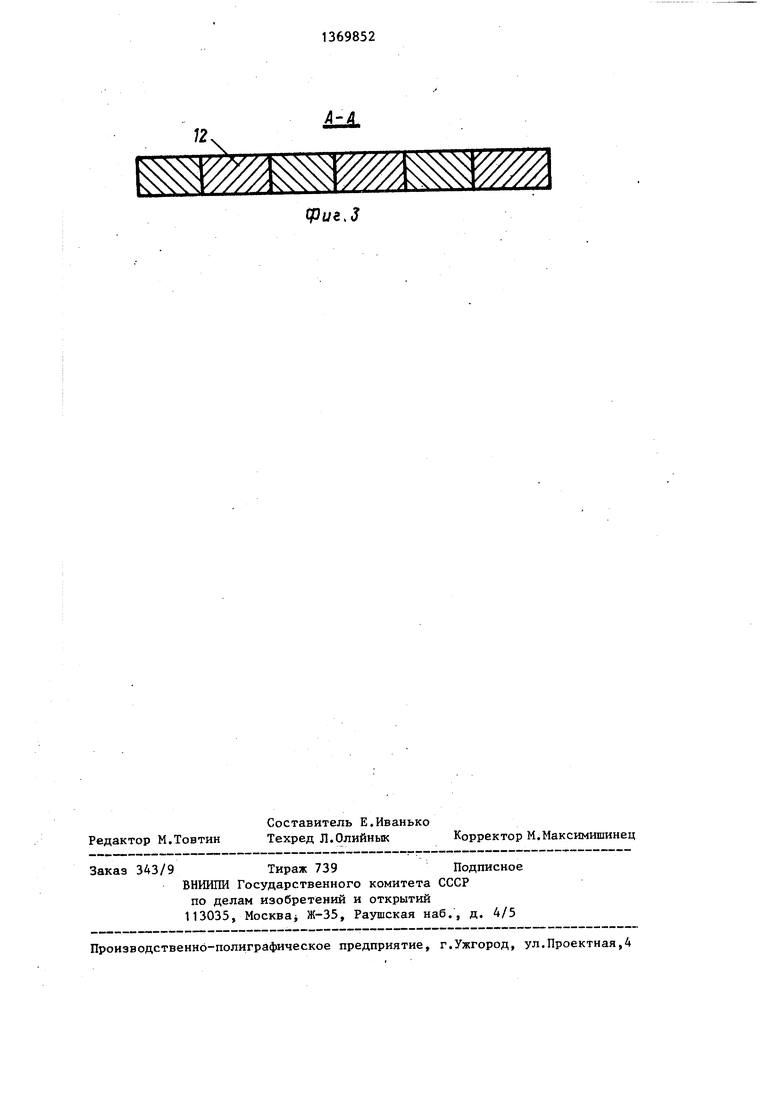
На фиг.1 показано устройство, общий вид; на фиг.2 - устройство крьшки; на фиг.З - разрез А-А на фиг.2. и, взаимодействуя с намагниченными
Устройство для изготовления литейных форм содержит собранную опоку 1 с модельной оснасткой 2, заполненнзгю формовочным порошком 3 из ферромагнитного материала, преимущественно магнитотвердого и предварительно намагниченного и накрытого крьш1кой 4, установленную на подмодельной плите 5, катушку 6 цилиндрической формы j для создания переменного неоднородного магнитного поля, которое приводит в движение частицы формовочного по-| рошка, от уноса которых устанавливается сверху надсадная емкость 7, крышка 4. Устройство также снабжено механизмом для возвратно-поступательного перемещения, выполненным в виде силового цилиндра В.. На штоке 9 силового цилиндра 8 закреплена злектро- магнитная катушка 6 с возможностью возвратно-поступательного движения и подключена к сети переменного тока через.батарею конденсаторов 10, образуя с нею резонансный контур. Работа катушки взаимосвязана с движением шагового транспортера 11. Крьшжа 4 выполнена из ферромагнитного материала в виде отдельных элементов - призм 12, заключенных в.жесткий кожух 13 из диэлектрика и закрепленных в нем раздельно друг от друга эпоксидным компаундом 14.
Устройство для изготовления литейных форм работает следующим образом. При своем движении опока 1 с модельной оснасткой 2, заполненная формовочным порошком 3 из ферромагнитного материала, преимущественно магнитотвердого и накрытого крьш1кой 4, установленная на подмодельной плите 5, останавливается над катушкой так, чтобы центр опоки 1 совпал с центром катушки 6, которая жестко закреплена на штоке 9 силового цилиндра 8 и под
действием которого совершает возвратно-поступательное движение так, что опока оказывается внутри катушки, включается питание переменного тока и батарея конденсаторов 10, входящая вместе с катушкой в резонансовый контур, создает резонанс тока, во много раз превьш1аю1ций мощность питания, и катушка создает переменное неоднородное магнитное поле напряженностью порядка 60-80 кА/м, которое пронизывает опоку 1 с формовочным порошком 3 и ферромагнитные призмы 12 к-рьш1ки А
0
5
частицами порошка, приводит их в движение. Вначале это движение напоминает кипение (псевдокипение), при этом необходимо, чтобы катушка 6 совершала возвратно-поступательное движение вверх -. вниз под действием силового цилиндра 8 относительно опоки 1, как-бы встряхивая своим магнитным полем формовочный порошок 3 и крьш1ку 4 в опоке 1. Затем движение частиц порошка переходит в псевдотекучее состояние, при этом катушка 6 посредством силового цилиндра 8 занимает положение, при котором центр макси0
5
0
мального напряжения магнитного поля катушки 6 находится на уровне подмодельной плиты 5. Направление движения частиц - в сторону подмодельной плиты 5, т.е. в сторону максимальной напряженно.сти магнитного поля, при этом под действием пондеромотор- ных сил частицы формовочного порошка 3 равномерной плотностью заполняют пустоты, узкие пазы, полости модели, уплотняясь и спрессовьшаясь. Катушка опускается еще ниже, так чтобы ее центр максимальной напряженности был ниже подмодельной плиты 5, пондеромоторные еще больше прес- g суют и упрочняют формовочный порошок 3, создавая монолитную форму, пригодную для заливки металла. Движение частиц формовочного порошка 3 прекращается. Магнитное поле одновременно действует и на ферромагнитные призмы 12 крьш1ки 4, вызывая магнитные силы, которые вместе с силой тяжести крьш1ки выравйивают поверхность ферромагнитного формовочного порошка вибрирующим движением с частотой переменного магнитного поля катушки. Благодаря жесткости кожуха 13 и жесткому закреплению призм 12, закреп-аен- ных эпоксидным компаундом 14, крышка
0
5
-31
приобретает цельную форму плиты с плоскими сторонами, создавая при прес совании прямолинейную плоскость поверхности формы. От вставания крьшки 4 на ребро под действием электромагнитных сил предохраняет разделение ферромагнитных тел на отдельные призмы, изолированные друг от друга и взаимодействующие с магнитным полем катушки как отдельные ферромагнитные тела. При отключении питания, катушка 6 опускается в исходное положение - крайнее нижнее. Форма готова.
Опока с готовой формой шаговым подвесным транспортером 11 перемещается ближе к участку заливки метал- лом, а следующая опока с модельной оснасткой и насыпанным формовочным порошком, предварительно намагниченным, надсадной емкостью 7 и накрытая крьш1кой 4 занимает место над катушкой 6. Цикл формовки повторяется. Время изготовления формы (цикл) - 45-50 с. При снятии крышки 4 с готовой формы формовочный порошок легко сдувается с плоскости крьш1ки благодаря кожуху, выполненному из диэлектрика .
L
./«
/3
69852
Для создания необходимой напряженности магнитного поля без значительного увег.ичения габаритов катуш- р- ки и с целью экономического расхода электроэнергии сечение токопроводов спиралей катушки делается таким, чтобы вьщержать силу тока до 10000 А. Наличие в устройстве плавающей 10 крышки исключает дополнительные трудозатраты для выравнивания поверхности форм после формовки.
Формула изобретения
15 1 . Устройство для изготовления литейных форм по авт. св. № 1219232, отличающееся тем, что, с целью снижения трудоемкости изготовления форм за счет автоматизации вы20 равнивания поверхности форм, оно снабжено крьопкой, выполненной из ферромагнитного материала и заключенной в жесткий кожух из диэлектрика.
J
Фиг. 2
12
А
Фиг.2
| Устройство для изготовления литейных форм | 1984 |
|
SU1219232A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
