Изобретение относится к литейному производству, а именно к изготовлени литейных форм преимущественно с поднутрениями из быстротвердеющйх фор- мовочных смесей.
Целью изобретения является уменьшение габаритов модельной оснастки при ее хранении.
На фиг. 1 приведена схема литей- ной модели; на фиг. 2 - оснастка в нерабочем положении, готовом для складирования.
Литейная модель содержит подмо- дельную плиту 1 с полостью 2, в ко- торой при помощи фланца 3 и винтов 4 закреплена эластичная диафрагма 5. На подмо дельной плите 1 над полостью 2 устанавливается и фиксируется фланцем 6 и винтами 7 эластичная оболоч- ка 8. Полость между эластичной диафрагмой 5 и эластичной оболочкой 8 через патрубок 9 заполнена феррожидкостью 0. Патрубок 9 закрыт пробкой 11. В подмодельной плите 1 вмонтиро- ван патрубок 12 :с вентилем 13 индивидуальной системы подачи сжатого воздуха (не показан). Электромагнит 14 расположен над опокой 15, установленной на подмодельной плите 1 и за- полненной (}юрмовочной смесью 16..
Литейная модель реализуется следующим образом.
Перед установкой опоки 15 на под- модельную плиту 1 эластичная диафраг ма 5 и эластичная оболочка 8 с заключенной между ними феррожидкостью 10 размещены в.полости 2 подмодельной плиты 1.
Для приведения эластичной оболочки 8 в рабочее положение полость 2 подмодельной плиты 1 посредством патрубка 12 и вентиля 13 подключается к системе подачи сжатого воздуха.При этом эластичная диафрагма 5 через феррожидкость 10 передает давление на эластичную оболочку 8. Эластичная оболочка 8 приобретает рабочее положение, т.е. приобретает форму отливки. Вентилем 13 отключается подача сжатого воздуха и включается электромагнит 14, создается магнитное поле, которое воздействует на феррожидкость 10 и увеличивает ее вязкость. Придавая модели жесткость, сжатый воздух из полости 2 стравливается через патрубок 12 и вентиль
13.После этого на подмодельную плиту 1 устанавливается опока 15, которая заполняется самотвердеющей смесь 16. После уплотнения формовочной смеси 16 отключается электромагнит
14,жесткость модели падает, эластичная оболочка 8 и эластичная диафрагма 5 с заключенной между ними феррожидкостью 10 под собственным весом опускается в полость 2 подмодельной плиты 1, не воздействуя при этом на готовую форму и не разрушая полости формы в зонах поднутрения формы. После изготовления нужного количества форм подмодельная плита 1 с размещенной в ее полости 2 эластичной диа4 рагмой 5, эластичной оболочкой 8 и феррожидкостью 10 передается в склад модельной оснастки.
Литейная модель позволяет уменьшить габариты оснастки при ее хранении на складе.
Формула изобретения
Литейная модель, содержащая под- модельную плиту, на которой закреплены эластичная оболочка, выполненная по форме модели, и патрубок для подачи сжатого воздуха в полость между оболочкой и подмодельной плитой, отличающаяс я тем, что, с целью уменьшения габаритов модельной оснастки При ее хранении, она дополнительно снабжена эластичной диафрагмой, размещенной между подмодельной плитой и эластичной оболочкой, и патрубком с пробкой для подачи феррожидкости в полость между (эболочкой и диафрагмой, а в подмодельной плите выполнена полость для хранения эластичной модели с феррожидкостью.
Фиг. 2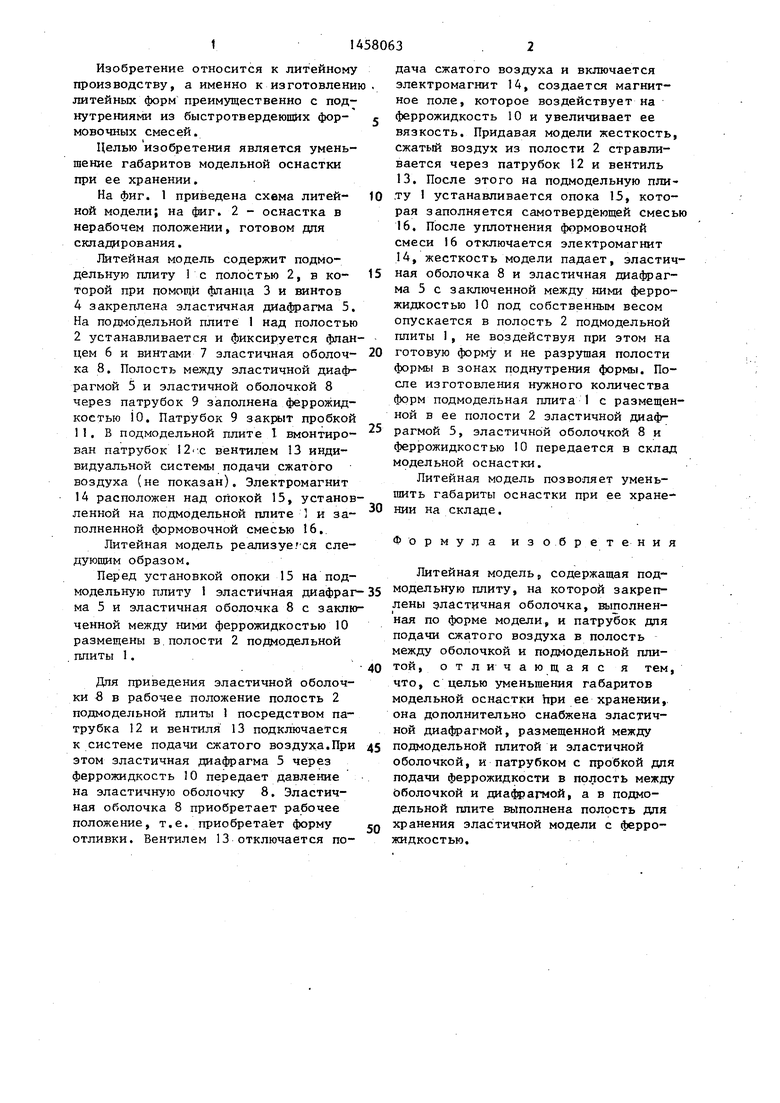
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм и модель для его осуществления | 1979 |
|
SU931275A1 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| Оснастка для вакуумной формовки | 1983 |
|
SU1323215A1 |
| Отжимное сопло для извлечения постоянных моделей из керамических форм | 1981 |
|
SU980930A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| Устройство для изготовления литейных форм | 1984 |
|
SU1219232A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРЛГnATEHn.O-ViKrinr^KAfl БИьЛгЮТЕКАВСЕСОЮЗНАЯ | 1971 |
|
SU310731A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1613242A1 |
Изобретение относится к литейному произвоеству, а именно к изготовлению литейных фррм преимущественно с поднутрениями из быстротвердеющих формовочных смесей. Целью изобретения является уменьшение, габаритов модельной оснастки при ее хранении. Литейная модель содержит эластич И J f ную оболочку 8, выполненную по форме отливки, и закрепленную под ней эластичную диафрагму 5, которые вместе закреплены над полостью в под- модельной плите 1. Полость между эластичными оболочкой 8 и диафрагмой 5 через патрубок 9 заполняется феррожидкостью 10, а в полость между диафрагмой 5 и подмодельной плитой 1 через патрубок 12 подается сжатый воздух. Рабочее положение модели фиксируется подачей сжатого воздуха и воздействием электромагнитного поля на феррожидкость iO. После формовки литейной формы быстротвердеющей смесью 16 воздух удаляется, электромагнитное поле снимается и модель под действием собственной массы опускается в полость подмодельной плиты 1, что позволяет уменьшить габариты оснастки при ее хранении на складе. 2 ил. (Л IS a&f f/
| Способ изготовления литейной формы | 1980 |
|
SU925520A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления литейных форм и модель для его осуществления | 1979 |
|
SU931275A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
