00
GR) СО
00
Изобретение относится к литейному производству, в частности к изготовлению стержней из керамических масс используемых в литейном производстве
Цель изобретения - повьшение качества удаляемых стержней за счет исключения деформации стержня в момент его удаления из оснастки.
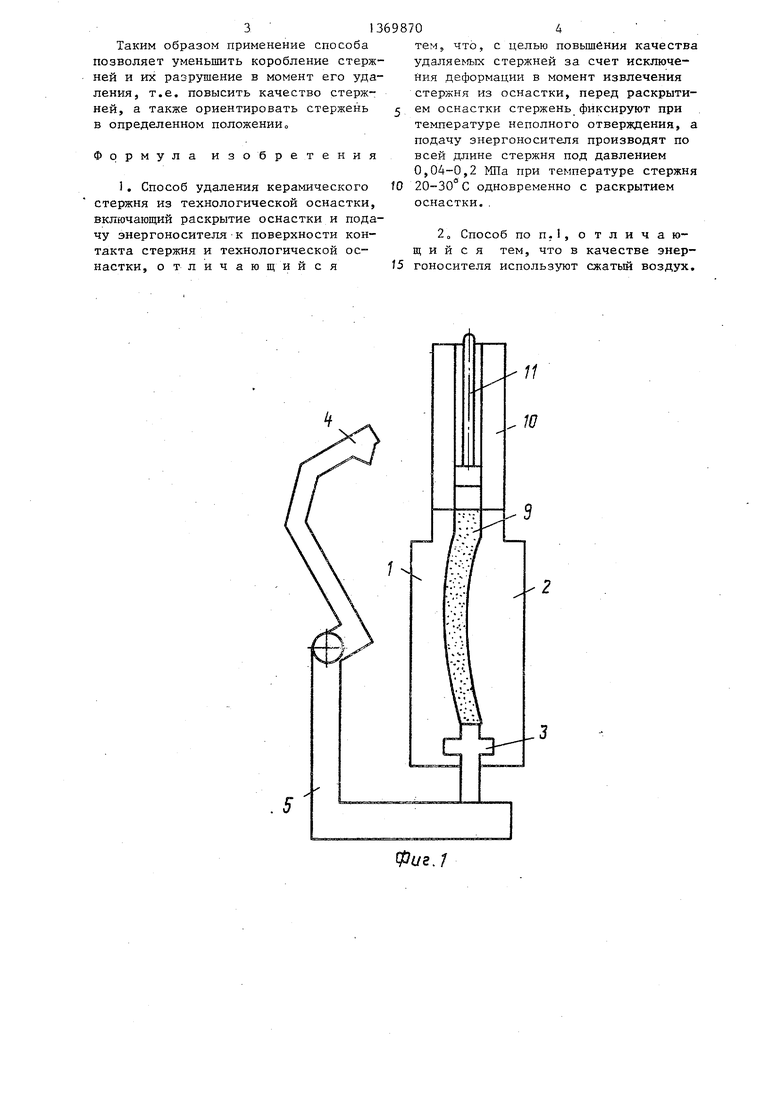
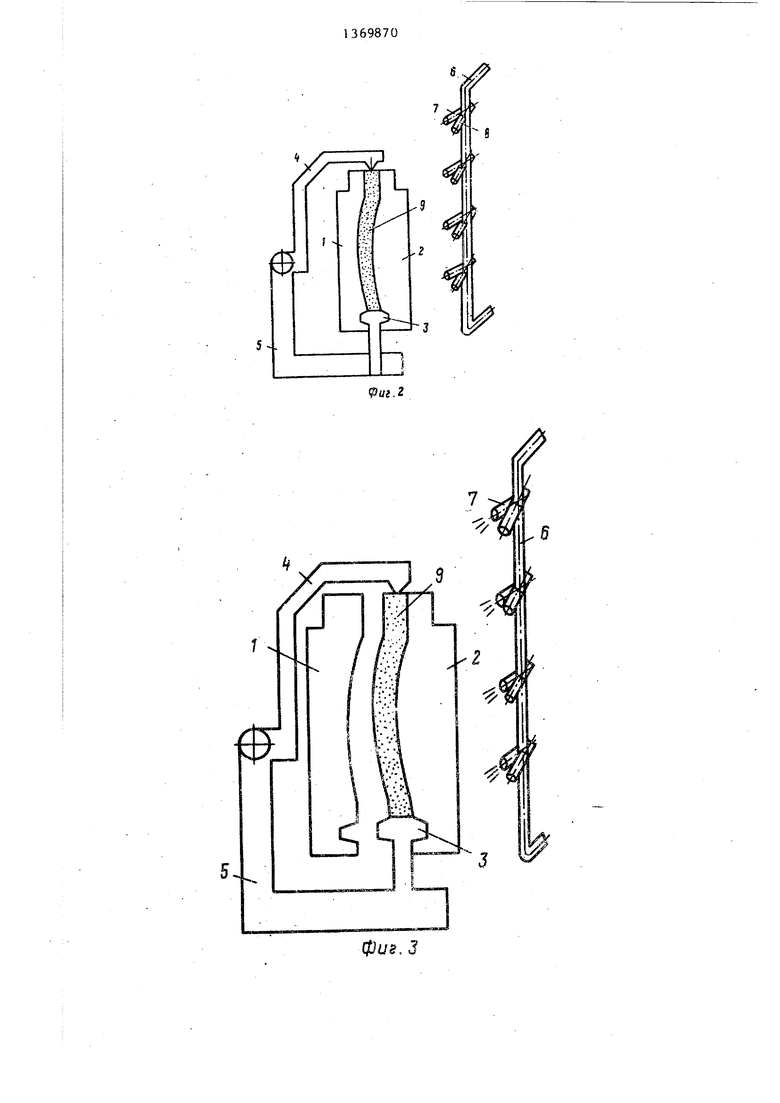
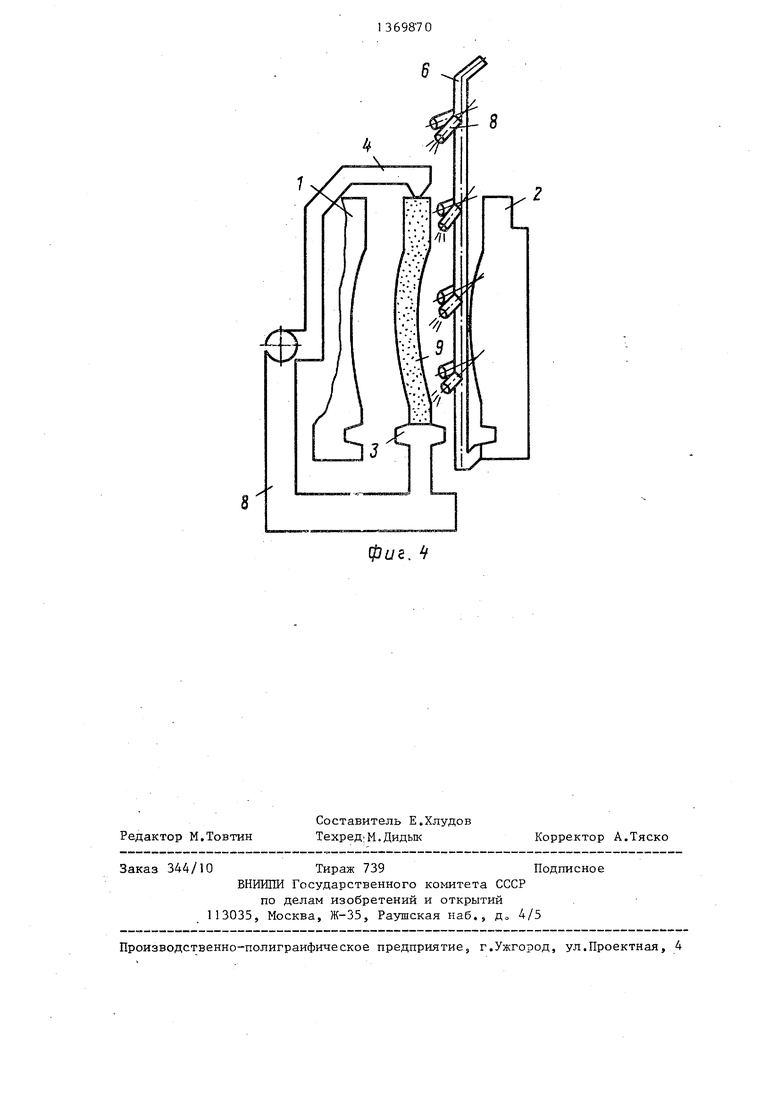
На фиг.1 показана запрессовка керамической смеси.в оснастку; на фиг.2 - фиксация стержня; на фиг.З - подрыв и извлечение стержня из подвижной части оснастки; на фиг.Д - подрыв и извлечение стержня из неподвижной части оснастки.
Оснастка состоит из подвижной 1 и неподвижной 2 частей пресс-формы, пяты 3, поворотного рычага 4, каретки 5 , патрубка 6 цодвода воздуха с форсунками 7 и 8. На чертежах также обозначены стержень 9, стакан 10 с плунжером 11.
Пример. Удаляют керамически стержень из пресс-формы. Для запрессовки керамической смеси используют гидравлический пресс. .Стержень имеет переменное сечение от 5 до 2 мм. Рабочую полость технологической оснастки заполняют керамической смесью под давлением 49.10 - 196 . IО 200 кгс/см). В качестве материала для керамических стержней используют кристаллические и аморфные кварцевые материалы с добавками таких веществ
как, например, циркон (ZrSiO). В ка
честве пластификатора применяют парафин и олефиновую кислоту. На пресс- форму устанавливают переносной стакан 10, в которьм заливают смесь при 110-100 С и прессуют плунжером 11 (фиг.1). В момент прессования керамический стержень 9 своей нижней частью сразу закрепляется в оснастке на пяте 3 (пресс-форме)« При понижении температуры смеси до 70-90 верхнюю часть стержня закрепляют с помощью поворотного рычага 4, Стержень вьщер- живают в пресс-форме 5 - 60 с усилием запирания не более 588,6 х 10 Н (60 тс). Подвижная часть 1
пресс-формы, раскрывается,включаются .форсунки 7j расположенные на патруб- ке 6, и производится обдув воздухом подвижной части 1 пресс-формы при давлении энергоносителя 0,04-0 .,2 МПа. При извлечении керамического стержня из неподвижной части 2 пресс-формы производится.обдув стержня воздухом форсунками 8 при том же давлении. Обдув воздзгхом стержня создает благоприятные условия для его отрыва от частей пресс-формы. После отвода подвижной 1 и неподвижной 2 частей откидывается поворотный рычаг 4 и стержень снимается с пяты 3.
Результаты измерений прочности и коробления стержней при обработке предлагаемьм способом приведены в
0
5
0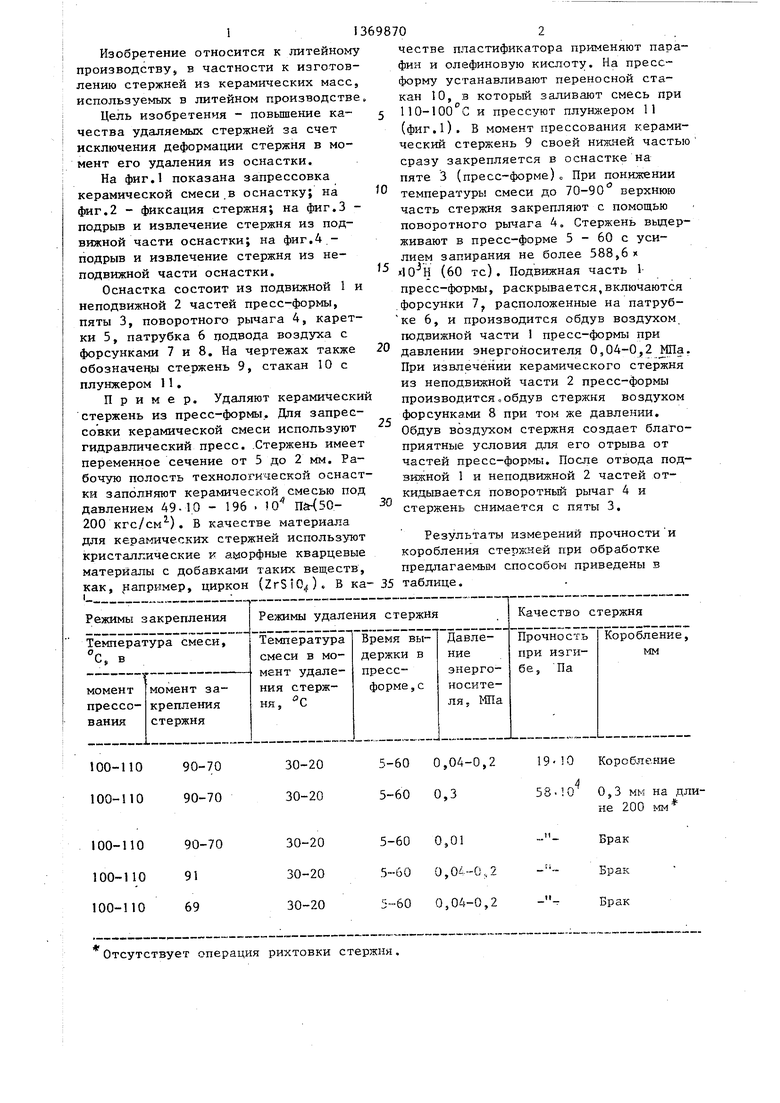
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для извлечения керамического стержня,изготовляемого на прессе | 1984 |
|
SU1219235A1 |
| Способ изготовления стержней и оболочек для литья под давлением заготовок из стали и высокотемпературных сплавов | 1985 |
|
SU1294457A1 |
| Пресс-форма для литья под дав-лЕНиЕМ | 1979 |
|
SU852443A1 |
| Смесь для изготовления стержней для литья под давлением заготовок из стали и высокотемпературных сплавов и способ изготовления стержней из данной смеси | 1978 |
|
SU778897A1 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| Установка для изготовления керамических стержней | 1984 |
|
SU1228962A1 |
| Устройство для литья под давлением | 1988 |
|
SU1696124A1 |
| Кокильная машина | 1986 |
|
SU1411097A1 |
| Способ литья под давлением на машине с вертикальной камерой прессования | 1979 |
|
SU1006054A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1532195A1 |
Изобретение относится к литейному производству, в частности к изготовлению стержней из керамических масс. Цель изобретения - повьшение качества стержней. Способ заключается в том, что стержень удаляют из оснастки при 20-30 С с одновременной подачей на стержень энергоносителя под давлением 0,04-0,2 МПа по всей его длине. 1 з.п, ф-лы, 4 иЛо, 1 табл.
110 110
90-70 90-70
30-205-60 0,04-0,2
30-205-60 0,3
Отсутствует операция рихтовки стержня,
19-Ю Коробление
4
58-10 О,3 мм на длине 200 мм
Таким образом применение способа позволяет уменьшить коробление стержней и их разрушение в момент его удаления, т.е. повысить качество стержней, а также ориентировать стержень в определенном положении
Формула изобретения
тем, что, с целью повышения качества удаляемых стержней за счет исключения деформации в момент извлечения стержня из оснастки, перед раскрытием оснастки стержень фиксируют при температуре неполного отверждения, а подачу энергоносителя производят по всей длине стержня под давлением 0,ОА-0,2 МПа при температуре стержня
20-30°С одновременно с раскрытием оснастки..
2 о Способ ПОП.1, о тличаю- щ и и с я тем, что в качестве энер- гоносителя используют сжатый воздух.
Фие.
)5г
г-J
фиг. J
фие.
| Авторское свидетельство СССР № 923718, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
