Изобретение относится к машиностроению и может быть использовано в механизированных и автоматических линиях для перегрузки и одновременного переворота кдрпусной детали с одного конвейера на другой, например со скребкового конвейера моечной машины корпусные детали перегружаются на шаговый транспортер, при этом переворачиваются, получая нужную ориентацию на шаговом конвейере.
Целью изобретения является повышение надежности работы устройства.
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 сечение Л-Л на ({iTir. 1 (с опрокидываю- ще11ся деталью); на фиг. 3 - сечение
ветви 5. Для смягчения удара детали 3 при падении на направляющие 16 и 17 основной ветви конвейера предусмот- f- рен амортизатор, смонтированный на раме в зоне направляющей 17, состоящий из планки 19 (фиг. 2) и двух стержней 20 с пружинами 21 сжатия. Стержни 20 проходят через основание 10 22 амортизатора, жестко связанного с рамой 18. По направляющим 16 и 17 основной ветви конвейера деталь 3 перемещается подпружиненными собачками 23, закрепленными на штангах 24 15 и 25, которые перемещаются по П-об- разным направляющим 6, а при перемещении влево - Г-образным направляющим 26. С целью обеспечения перемещения детали 3 штанги 10, 24 и 25
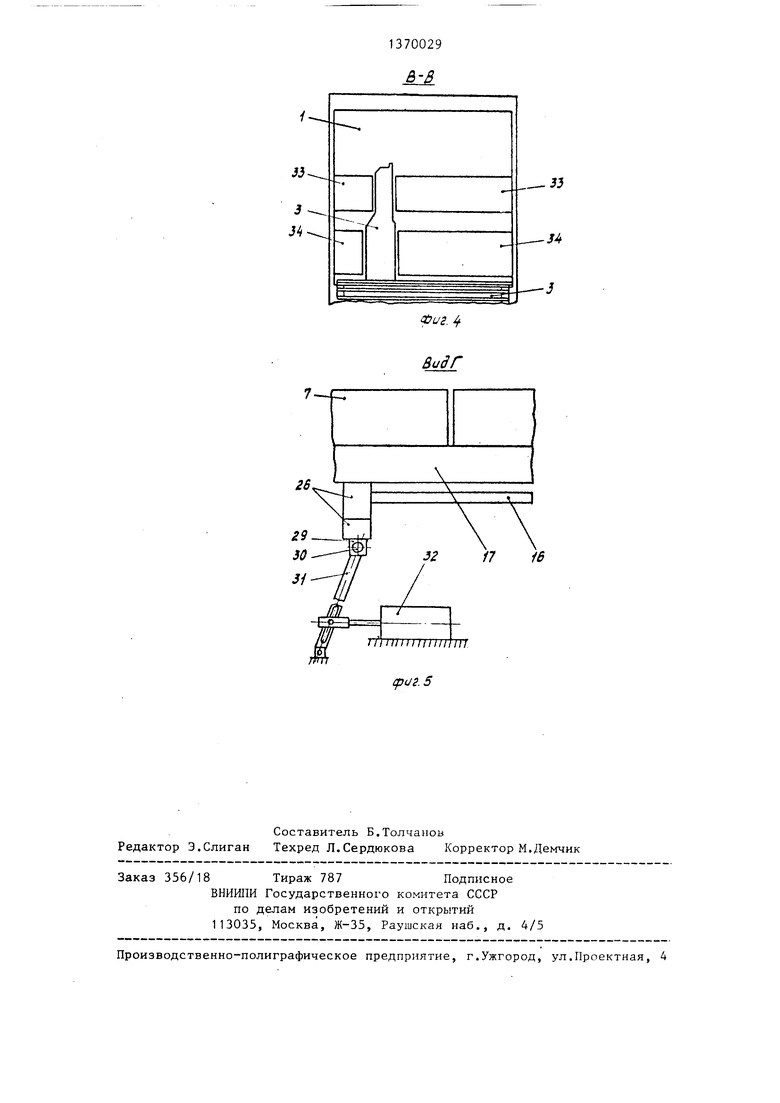
Б-Б на фиг. 1 (вид на Крепление стерж-20 стержнями 27 - 29 (фиг. 3) жестко соединены с поперечиной 30. Поперечина 30 перемещается рычагом 31 (фиг.5), соединенным со щтоком силового цилиндра (пневмоцилиндра) 32. Для пред25 варительной ориентации детали 1 (фиг. 4) в мойке 2 предусмотрены угольники 33 и 34. С целью фиксации детали 1 на Г-образных направляющих 16 и 17 основной ветви шагового кон30 вейера, на Г-образной направляющей 17 выфрезерован скос 35.
ней для перемещения штанг шагового KOHBeiiepa от силового цилиндра) ; на фиг. 4 - сечение В-В на фиг. 1 (вид на расположение детали Б мойке); на (Ьиг. 5 - вид Г на фиг. 1, взаимодействие силового цилиндра с рычагом.
Устройство для транспортировки и орие)1тирующей перегрузки деталей 1 состоит из мойки 2 (фиг. 1) со скребковым конвейером 3 подачи детали 1, наклонного лотка 4, предварительной ветви 5 шагового конвейера. Предварительная ветвь 5 состоит из направляющих, соединенных между собой с одной стороны лотком 4, а с дру- гои - И-образной направляющей 6. Кантователь 7 также состоит из двух на- правляюш;их, соединенных между собой на концах П-образной направляющей Я. Перемещение детали на предваритг ль- ной ветви 5 шагового конвейера осуществляется подпружиненными собач;чами 9, закрепленными на штангах 10.
Направление перемещения штанг 10 влево осуществляется Г-образными направляющими 11 и при полном выходе штанг 10 из П-образных направляющих 8 кантователь 7 (фиг. 2) под действием веса детали 1 поворачивается относительно осей 12 до упоров 13 поперек направлению перемещения штанг 10. При этом деталь 1 соскальзывает с кантователем 7 и он возвращается в исходное положение пружинами 14, фиксируя свое
Устройство работает следующим образом.
35 Корпусная деталь 1 устанавливается в мойке 2, ориентируясь профилем, образованным угольниками 33 и 34, и далее в ориентированном положении скребковым конвейером 3 перемещается
40 до выхода из мойки 2. После выхода детали 1 из мойки 2 она выдается на наклонный лоток 4 и скользит по нему вниз, не меняя своего положения за счет ширины лотка 4, ограниченной
45 его боковыми поверхностями, исключающими опрокидывание детали 1 при развороте лотка 4. Деталь 1 достигает такого положения, когда паз на лотке 4 под штангу 10 оказьшается под пе50 редней частью детали 3 (фиг. 1).
В этот момент замыкается конечный выключатель (не показан) и подается команда на подачу воздуха в правую полость пневмоцилиндра 32, его шток.
положение упорами 15. Основная ветвь перемещаясь вправо, давит на рычаг 31. шагового конвейера состоит из двух Рычаг 31, в свою очередь, перемещает попарно-расположенных направляющих: поперечину 30 влево с закрепленными нижних 16 и верхних 17, закрепленных на ней стержнями 27 - 29, которые на раме 18 параллельно направляющим жестко соединены со штангами 10, 24
3700292
ветви 5. Для смягчения удара детали 3 при падении на направляющие 16 и 17 основной ветви конвейера предусмот- f- рен амортизатор, смонтированный на раме в зоне направляющей 17, состоящий из планки 19 (фиг. 2) и двух стержней 20 с пружинами 21 сжатия. Стержни 20 проходят через основание 10 22 амортизатора, жестко связанного с рамой 18. По направляющим 16 и 17 основной ветви конвейера деталь 3 перемещается подпружиненными собачками 23, закрепленными на штангах 24 15 и 25, которые перемещаются по П-об- разным направляющим 6, а при перемещении влево - Г-образным направляющим 26. С целью обеспечения перемещения детали 3 штанги 10, 24 и 25
Устройство работает следующим обазом.
Корпусная деталь 1 устанавливается в мойке 2, ориентируясь профилем, образованным угольниками 33 и 34, и далее в ориентированном положении скребковым конвейером 3 перемещается
о выхода из мойки 2. После выхода етали 1 из мойки 2 она выдается на наклонный лоток 4 и скользит по нему вниз, не меняя своего положения за счет ширины лотка 4, ограниченной
его боковыми поверхностями, исключающими опрокидывание детали 1 при развороте лотка 4. Деталь 1 достигает такого положения, когда паз на лотке 4 под штангу 10 оказьшается под передней частью детали 3 (фиг. 1).
В этот момент замыкается конечный выключатель (не показан) и подается команда на подачу воздуха в правую полость пневмоцилиндра 32, его шток.
и 25, несущими подпружиненные собачки 9 и 23.
Собачки 9 и 23, утопая, а затем возвращаясь в исходное положение, входят под деталь 1. В это время штанга 10, выдвигаясь влево, полностью выходит из двух П-образных направляющих 8, отпирая кантователь 7. При наличии детали 1 на кантователе 7 под действием ее веса освобожденный от штанги 10 кантователь 7 поворачивается. Это происходит за счет поворота П-образной направляющей 8 относительно осей 12 до тех пор, пока кантователь 7 не упрется в упоры 13 основной ветви конвейера, состоящего из ветвей 16 и 17. Соскальзывание детали 1 с кантователя 7 ограничиваВ описанном положении при пр- даче воздуха в левую полость пневмо- цилиндра 32 три детали 1, захваченные g собачками 9 и 23, одновременно перемещаются на один шаг Tpanciioivrepa, Лоток 4 расположен под углом к nй- ке 2, Это исключает опрокидывание детали 1 при принудительном перемеще- 0 НИИ ее с лотка 4 собачками 9. При последующем цикле работы пневмоцилинд- ра 32 вер операции повторяются.
Формула изобретения
1. Устройство для транспортировки и ориентированной перегрузки деталей, включающее шаговый конвейер, выполненный в виде предварительной и ос
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Сборочный автомат | 1988 |
|
SU1549714A1 |
| Кантователь деталей в автоматических линиях с шаговым конвейером | 1980 |
|
SU918210A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Установка для двусторонней обработки деталей | 1980 |
|
SU933389A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Кантователь деталей | 1973 |
|
SU610753A1 |

Изобретение относится к машиностроению и м.б. использовано в меха- низированньк и автоматических линиях для перегрузки и одновременного переворота корпусной детали (Д) с одного конвейера (К) на другой. Цель изобретения - повышение надежности работы. .Устр-во состоит из мойки 2 со скребковым К 3 подачи Д 1, наклонного лотка 4, шагового К и кантователя 7. Шаговый К выполнен в виде предварительной 5 и основной ветвей и подвижного элемента. Ветвь 5 состоит из двух направляющих (Н), соединенных лотком 4 и П-образной Н 8. Перемещение Д 1 по ветви 5 производится подпружиненными собачками 9, установленными на перемещающихся по Н 8 и 11 штангах 10. Основная ветвь состоит из попарно расположенньк нижних Н 16 и верхних Н 17, закрепленных на раме 18. По Н 16 и 17 перемещается Д 1 подпружиненными собачками 23, закрепленными на перемещающихся по Н 6 и 26 штангах 24 и 25. При этом штанги 10, 24 и 25 стержнями жестко соединены с поперечиной. Последняя соединена со штоком силового цилиндра. Подпружиненный кантователь 7 установлен на раме 18 за Н ветви 5 посредством Н 8. На раме 18 в зоне Н 17 установлен амортизатор, состоящий из планки 19, двух стержней и пружины сжатия. В исходном положении штанги 10 расположены в Н 8, при этом последние установлены соосно Н ветви 5 шагового К. . При включении силового цилиндра собачки 9 и 23 входят под расположенную на лотке 4 Д 1. При этом штанга 10 выдвигается влево и полностью выходит из Н 8, отпирая кантователь 7. При наличии на последнем Д 1 он поворачивается за счет поворота Н 8. При этом Д 1 переворачивается и падает боковой поверхностью на Н 16 и 17 шагового К. 1 3.п. ф-лы, 5 ил. rrsXjSjfL «« 773 . . I л/в (О V Гт/ . , / /1, I л/я J ел 00 ts9 CD , и 1У г1 j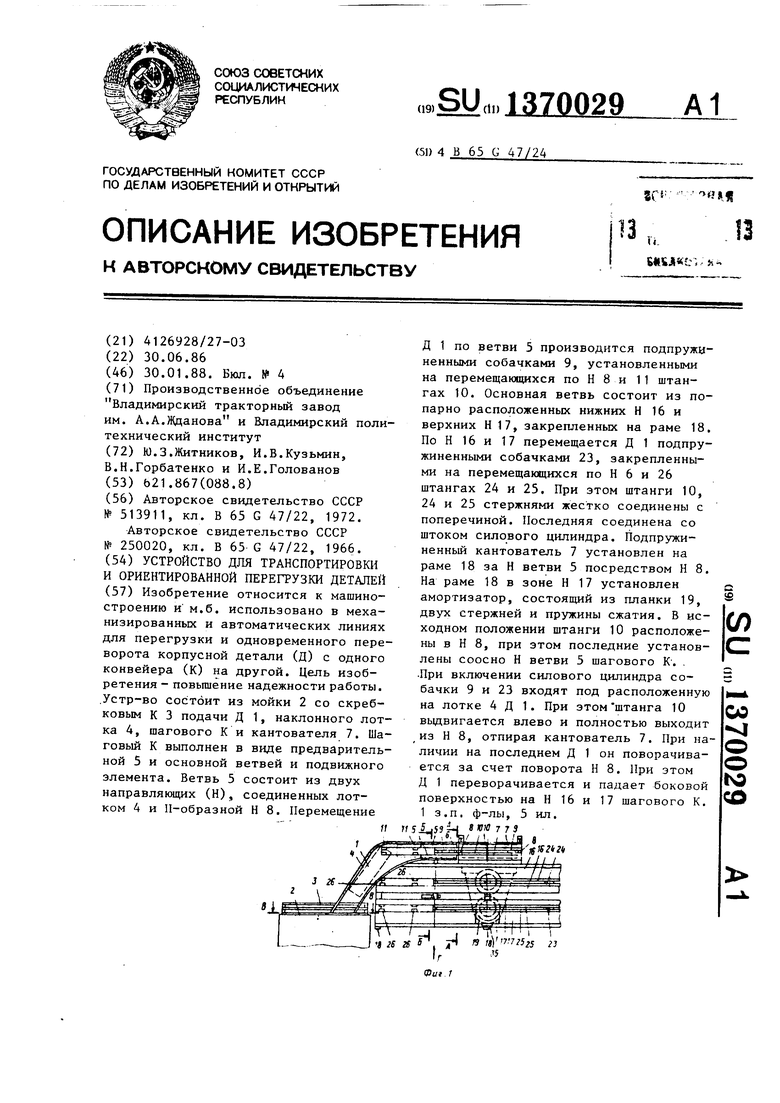
ется предусмотренным выступом на ниж- 20 новной ветвей и связанного с штоком
ней направляющей 16 основной ветви конвейера. Деталь 1, упираясь боковой гранью основания в выступ на направляющей 16, переворачивается и падает своей боковой поверхностью на расположенные на разных уровнях (в зависимости от конфигурации детали) ветви 16 и 17 основного конвейера. С целью смягчения удара деталь 1 при
падении упирается в планку 19 аморти- зо мещенных в направляющих штанг, свя- затора, утапливая стержни 20 в осно- занных между собой посредством стерж- вание 22 амортизатора и сжимая пружины 21. Определенное положение на направляющих 16 и 17 деталь 1 занимает.
ней и поперечины, шарнирно соединенной с силовым цилиндром, при этом кантователь выполнен подпружиненным соскальзывая по скосу 35, выфрезеро- ., и установлен на раме за направляющи- ванному на Г-обрезной направляющей 1 7. ми предварительной ветви посредством После освобождения от детали 1 канто- поворотной поперек направления пере- ватель 7 под действием пружин 14 воз- мещения штанг П-образной направляющей, расположенной в исходном положе40
вращается в исходное положение до упора 15. В этот момент левая и правая подпружиненные собачки 9 штанги 10 предварительной ветви 5 шагового конвейера расположены под фланцами деталей 1, одна из которых нахо- дится на лотке 4, другая - на предварительной ветви 5, а две собачки 23 находятся под фланцем горизонтально лежащей детали 1 на ветвях 16 и 17 основной ветви шагового конвейера.
45
НИИ соосно с направляющей предварительной ветви с возможностью расположения в ней штанг последней и ее фиксации от поворота.
силового цилиндра подвижного элемента с подпружиненными поворотными собачками, и установленный на раме кантователь, отличающееся 25 тем, что, с целью повьш1ения надежности работы устройства, предварительная и основная ветви вьтолнены в виде параллельно установленных направляющих, а подвижный элемент в виде раз40
45
НИИ соосно с направляющей предварительной ветви с возможностью расположения в ней штанг последней и ее фиксации от поворота.
/#
22
J3JJ
в-в
3}
-34
Фиг.
ВидГ
17 IB
сриг.5
| Кантователь деталей в автоматических линиях с шаговым транспортером | 1972 |
|
SU513911A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| 1966 |
|
SU250020A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
