Известны полуавтоматы для клепки сепараторов радиальных шариковых подшипников, снабженные неподвижной верхней матрицей и подвижной нижней матрицей для установки в нее собранного подшипника. Однако при применении таких автоматов заклепки изготавливаются и устанавливаются на отдельных устройствах.
В описываемом полуавтомате указанный недостаток устранен тем, что для исключения операции изготовления заклепок и установки их в сепараторы на отдельных устройствах в нем применен стол, подвижный в горизонтальной и вертикальной плоскостях, на котором последовательно размещены нижниематрицы, одна из которых предназначена для запрессовки стержней, а другая- для формообразования заклепок, а также применены верхние матрицы. Под ними расположены узел запрессовки, снабженный механизмом для отрезки заготовок заклепок от проволоки, подаваемой из бунтов, и,узел формообразования заклепок. Узел запрессовки состоит из установленного на верхней матрице поворотпого диска, снабженного вертикальными для западания заготовок заклепок отверстиями, и питателей, расположенных концентрично вертикальному неподвижному валу на котором установлен поворотный диск, отверстия которого сообщаются с питателями. Механизм для отрезки заготовок снабжен упором и состоит из пневматического зажима для проволоки и подвижных и неподвижных дисков, установленных последовательно на вертикальном неподвижном валу и снабженных вертикальными отверстиями для проволоки.
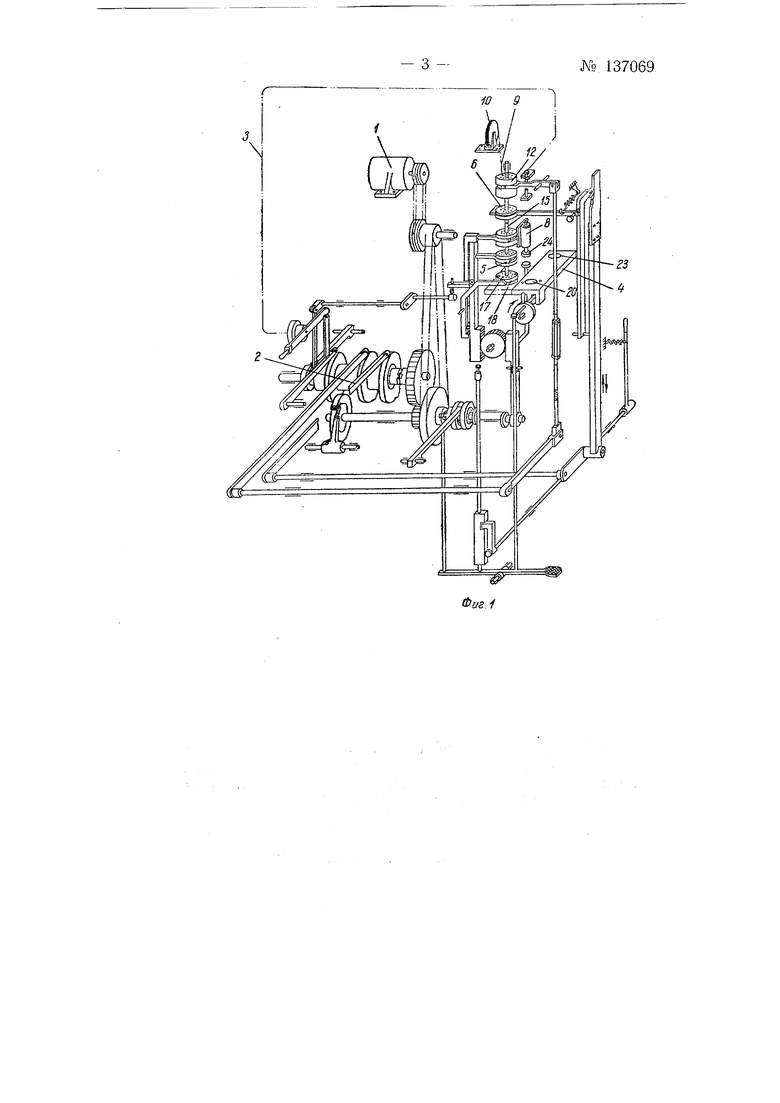
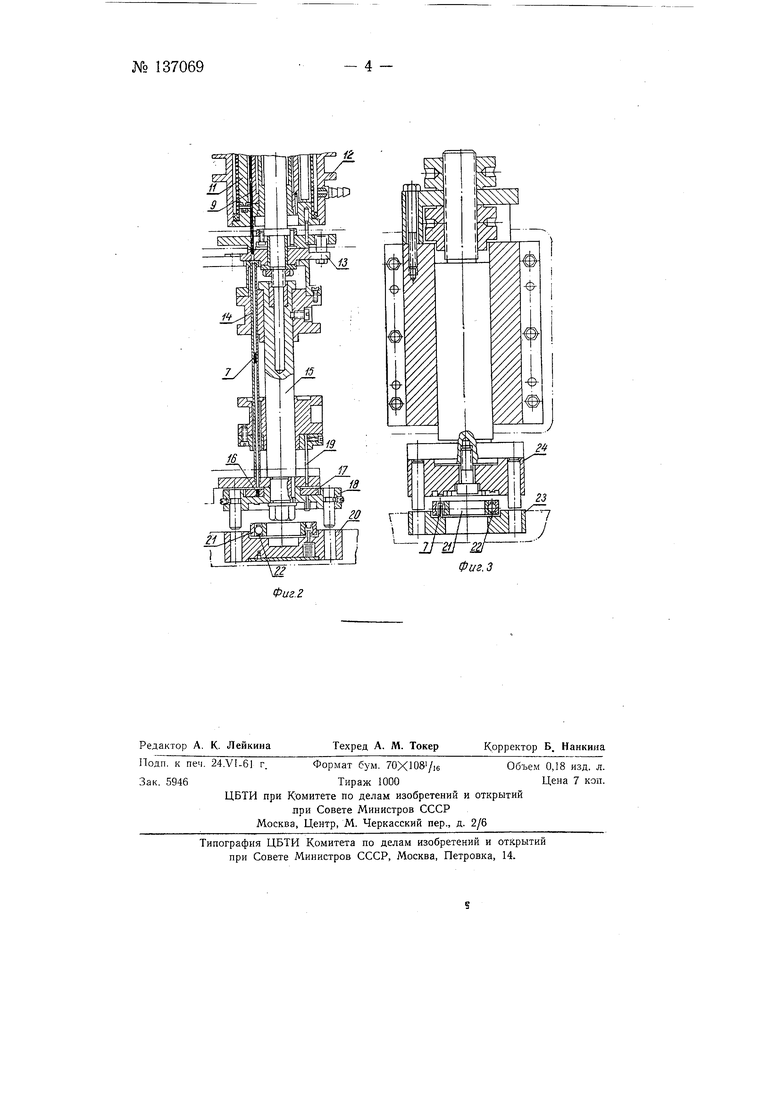
На фиг. 1 изображена схема полуавтомата; на фиг. 2-узел запрессовки с механизмом отрезки; на фиг. 3-узел формообразования заклепок.
Полуавтомат для клепки сепараторов радиальных шариковых подшипников состоит из корпуса, электродвигателя Д механизма 2 привода
№ 137069- 2 и распределения, пневмосистемы 3, стола 4, подвижного в горизонтальной и вертикальной плоскостях, узла 5 запрессовки с механизмом 6 отрезки заготовок 7 заклепок и узла 8 формообразования заклепок.
Калиброванная проволока 9 из бунта 10 подается в механизм 6 для отрезки, где она зажимается пневматическим зажимом 11 головки 12 и вместе с последней перемещается вниз до упора. Затем проволока надрезается путем поворота ножа 13, после чего зажим // освобождает проволоку Я головка 12 поднимается вверх, где зажим // снова захватывает проволоку 9, но уже в новом месте, так как она при подъеме головки 12 остается на месте. После повторного зажатия проволоки 9 от нее ножом 13 отрезается заготовка 7 заклепки. При следующем опускании головки 12 заготовки 7 проталкиваются в трубчатые питатели 14, расположенные концентрично неподвижному валу 15, по которым они попадают в отверстия 16 поворотного диска 17, насаженного на вал 15. и вращающегося по верхней неподвижной матрице 18.
При повороте диска 17 оси отверстий 16 совмещаются с осями пуансонов 19.
Перемещением стола 4 в горизонтальном направлении и подъемом его вверх нижняя матрица 20 вместе с установленным на ней собранным щариковым подщипником 21 подводится к верхней матрице 18 и поджимается к ией, в результате чего заготовки 7 заклепок запрессовываются в отверстия сепаратора 22 шарикового иодщипника 21 таким образом, что с обеих сторон сепаратора 22 выступают одинаковые концы заготовки 7.
Одновременно с перемещением и подъемом матрицы 20 установленная на столе 4 вторая нижняя матрица 23, перемещающаяся вместе с первой, подводится ко второй неподвижной верхней матрице 24, Па нижнюю матрицу 23 кладется щариковый подшипник 21, в сепаратор 22 которого заранее запрессованы заготовки 7. При поджимании матрицы 23 с подшипником 21 к матрице 24 происходит двухстороннее формообразование головок заклепок, т. е. склепывание сепаратора 22.
Предмет изобретения
1. Полуавтомат для клепки сепараторов радиальных шариковых иодщипников, снабженный верхней неподвижной матрицей и подвижной нижней матрицей для установки в нее собранного подшипника, отличающийся тем, что, с целью исключения операции изготовления и установки заклепок на отдельных устройствах, в нем применен стол, подвижный в горизонтальной и вертикальной плоскостях, на котором последовательно размещены две нижние матрицы, одна из которых предназначена для запрессовки стержней, а другая для формообразования заклепок, а также применены две верхние неподвижные матрицы, под которыми соответственно расположены узел запрессовки, снабженный механизмом для отрезки заготовок заклепок от проволоки, подаваемой из бунтов, и узел формообразования заклепок.
2.Полуавтомат по п. 1, отличающийся тем, что узел запрессовки состоит из установленного на верхней матрице поворотного диска, снабженного вертикальными для западания заклепок, отверстиями, сообщенными с питателями, расположепными концентрично вертикальному неподвижному валу, на котором установлен поворотный диск.
3.Полуавтомат по пп. 1 и 2, отличающийся тем, что механизм для отрезки заготовки снабжен упором и состоит из пневматического зажима проволоки и подвижных и неподвижных дисков, остановленных последовательно на вертикальном неподвижном валу и снабженных вертикальными отверстиями для проволоки.
-221
Фиг.З