113
Изобретение относится к оборудованию для переработки пластмасс, в частности к автоматизации и механизации процесса удаления готового изделия при литье пластических масс под давлением.
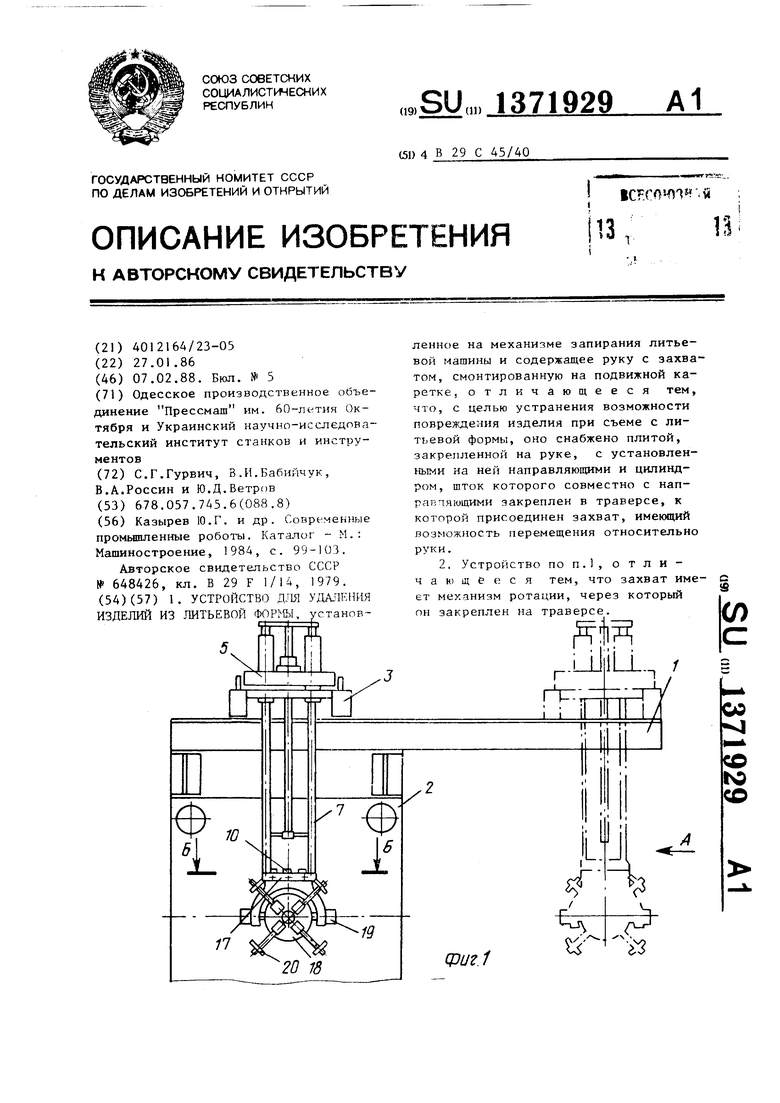
Целью изобретения является устранение возможности повреждения изделий при съеме с литьевой формы и при BblHoce из рабочей зоны литьевой машины.
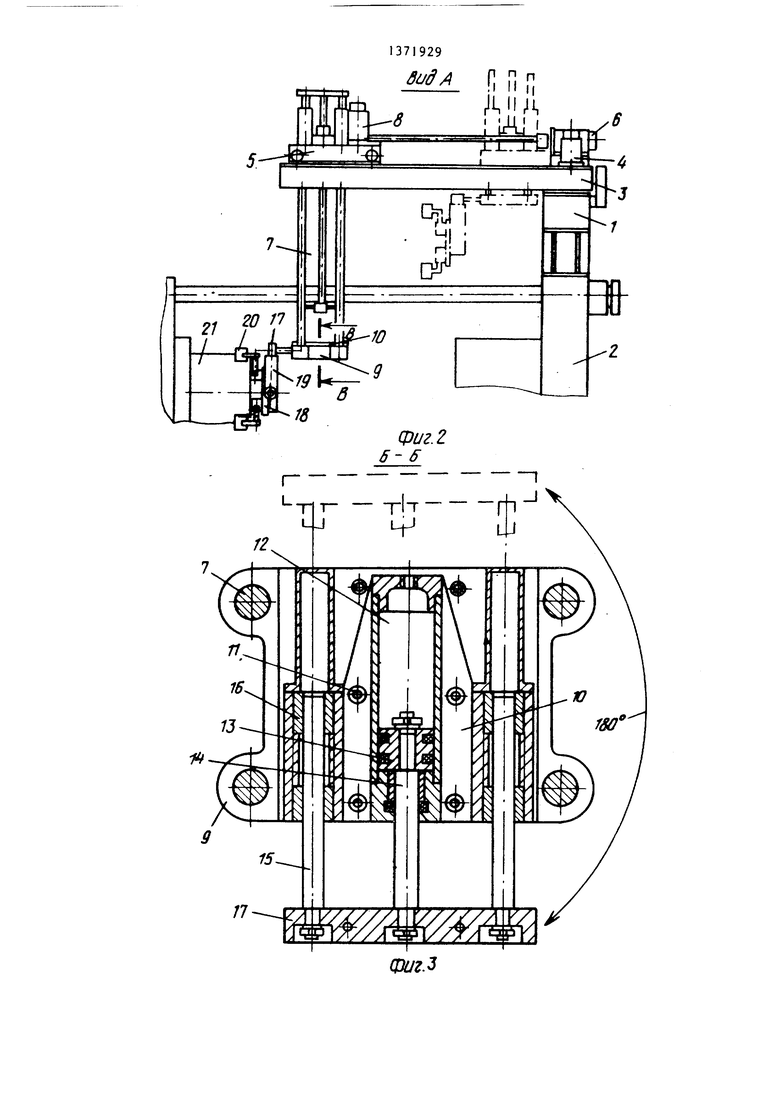
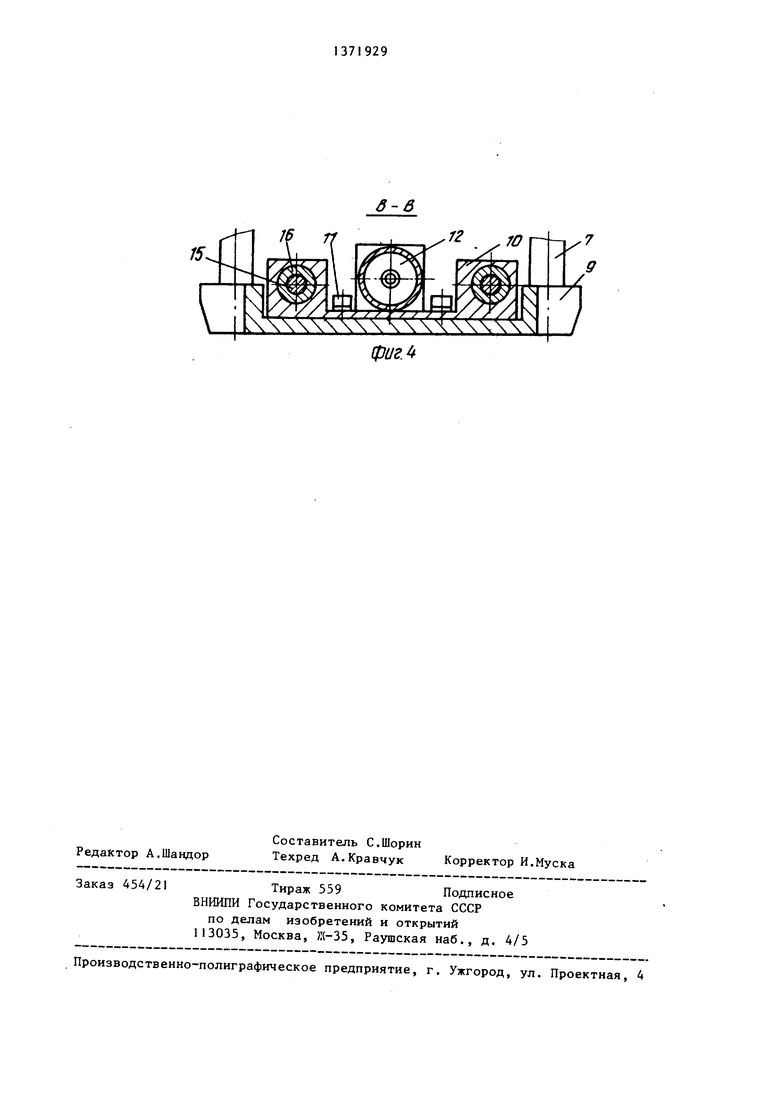
На фиг.1 показано предлагаемое устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.2.
Устройство для удаления изделий из литьевой формы содержит направляющую 1, установленную на передней плите 2 механизма запирания литьевой ма огины. На направляющей 1 установлена тележка 3, перемещаемая двигателем
4.На тележке 3 установлена каретка
5,которая крепится совместно с двигателем 6, с возможностью перемещения относительно тележки 3. Рука 7, установленная на каретке 5, перемещается в вертикальном направлении двигателем 8. Рука 7 содержит -гт. пю соединительную плиту 9, в которой крепится плита 10 винтами 1. На плите 10 установлен гидро- или пневмо- цилиндр 12 с поршнем 13 и штоком I4,
а также две направляющие 15, установленные во втулках 16. Втулки 16 выполнены в виде шариковых подшипников поступательного движения. К направляющим и штоку 14 присоединена траверса 17, к которой крепится захват 18 непосредственно или через механизм 19 ротации. Захват 18 содержит рабочие элементы - захватные губки 20, которые фиксируют на захвате 18 изделие 21.
Устройство для удаления изделий из литьевой формы работает следующим образом.
После впрыска, выдержки под давлением и охлаждения изделия в литьевой форме, последняя раскрывается. Захват 18 подводится к изделию 21. При этом осутцествляется перемещение тележки 3 по направляющей 1 двигателем 4, каретки 5 по тележке 3 двигателем 6 и руки 7 в каретке 5 двигателем 8. При подводе захвата 18 к изделию 21 траверса 17 выдвинута в крайнее к изделию 21 положение. При наезде захва92
та 18 на изделие 21 захватные губки 20 фиксируют изделие 21 в захвате 18. Поршневая полость цилиндра 12 соединена со сливом или атмосферой и при выталкивании изделия 21 захват 18 совместно с траверсой 17 отходит к руке 7. При зтом поршень 13 со штоком 14 и направляющими 15 смещаются
назад под действием выталкивающего изделия.
При съеме особо тонких или особо хрупких изделий, когда даже усилие перемещения траверсы 17, действующее
между изделием и захватными губками 20, может повредить внешнюю поверхность изделия, в штоковую полость цилиндра 12 подают давление, величина которого компенсирует часть усиЛИЯ перемещения траверсы 17. После выталкивания изделия каретка 5 отводится назад по тележке 3, рука 7 поднимается в каретке 5 и тележка 3 перемещается по направляющей I, вынося изделие 21 из зоны механизма запирания. При наличии механизма 19 ротации изделие с захватом 18 поворачивается на 90° и производится его освобождение при разжимании захватных губок 20.
Перед следующим съемом и удалением изделия 21 давление подается в поршневую полость цилиндра 21 и поршень 13 через шток 14 перемещает траверсу 17. Направляющие 15 перемещаются во втулках 16 совместно с траверсой 1 7 .
Для осуществления съема изделий с
неподвижной полуформы освобождаются винты 11, и плита 10 с направляющими 15, цилиндром 12, траверсой 17, захватом 18 и механизмом 19 ротации демонтируется с плиты 9 и поворачивается на 180 с последующей установкой и фиксацией на плите 9 (фиг.З).
Цикл работы устройства и последовательность операций при съеме и удалении изделий с неподвижной полуформы остаются неизменными.
Кроме переналадки устройства поворотом плиты 10 относительно плиты 9, осуществляется при необходимости и перестановка захвата 18 на траверсе
17. Такая переналадка осуществляется поворотом захвата 18 на 180 , что позволяет производить съем или глубоких изделий типа ведро, или плоских изделий типа лист.
Л
1371929
дидА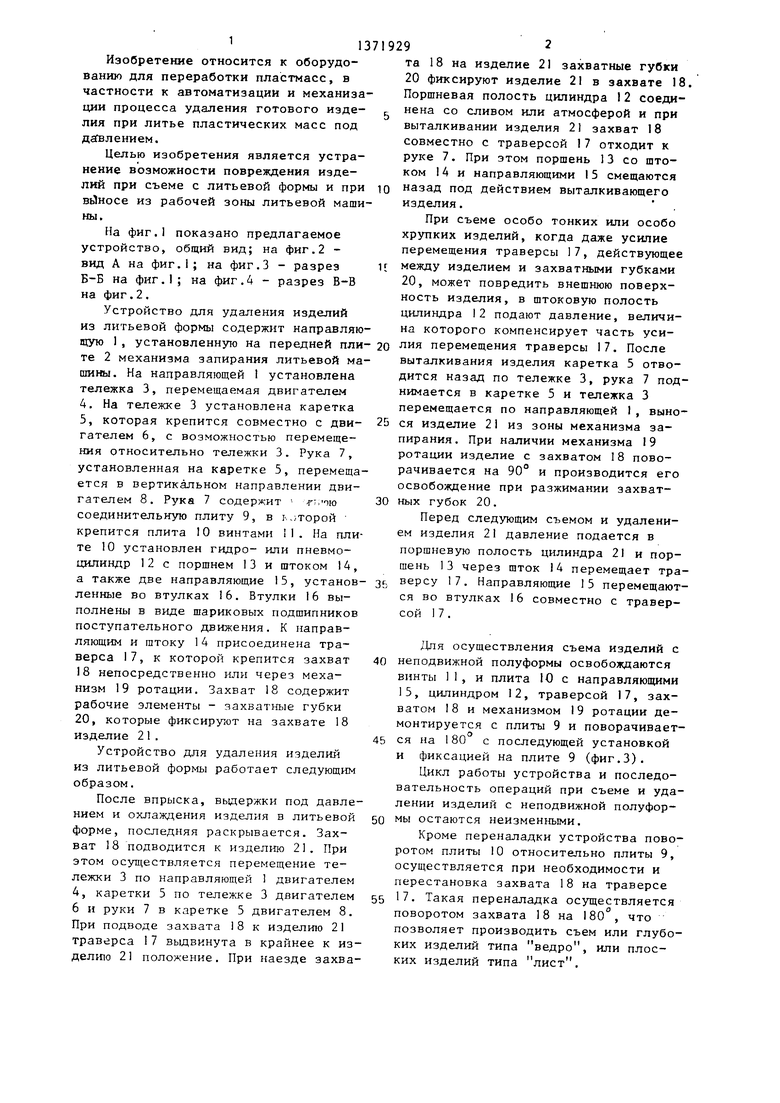
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления изделий из формующей оснастки литьевой машины | 1987 |
|
SU1431949A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Пресс для формования под давлением и вулканизации резинотехнических изделий" | 1973 |
|
SU506510A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Устройство для сборки и разборки форм железобетонных изделий | 1986 |
|
SU1353605A1 |
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| Автоматическая установка для прессования стеклоизделий | 1986 |
|
SU1426953A1 |
| Агрегат для изготовления грампластинок | 1982 |
|
SU1098805A1 |
| Устройство для съема и переноса изделий на литьевой машине | 1986 |
|
SU1399149A1 |
фиг.З
фиеЛ
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| и др | |||
| Современные промьшшенные роботы | |||
| Каталог - М.: Машиностроение, 1984, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Литьевая машина | 1976 |
|
SU648426A1 |
| Солесос | 1922 |
|
SU29A1 |
