(21)4069164/25-27
(22)27.03.86
(46) 15.02.88. Бюл. № 6
(72) И. М. Кунцевич, В. В. Кошеленко,
В. С. Киселев, Ю. И. Перваков,
А. А. Перцевой, А. И. Воян и А. Т. Аксютин
(53)621.791.72(088.8)
(56)Заявка Японии № 52-3605, кл. В 23 К 15/00, 28.01.77.
Заявка Японии № 57-121889, кл. В 23 К 15/00, 15.03.83.
Заявка Японии № 60-106680, кл. В 23 К 15/00, 06.07.85.
(54)УСТАНОВКА ДЛЯ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ
(57)Изобретение относится к сварке, конкретно, к оборудованию для электронно-лучевой сварки крупногабаритных изделий. Цель изобретения - упрощение конструкции, уменьшение габаритов установки и повышение качества сварки. Д.1Я достижения цели -л-манипулятор 6, размещенный на кронштейне 7, установлен на колонне 8 с
возможностью поворота, а крон 11тейн / выполнен V-образным из двух стенок 9 и 10 разной высоты и совмещен ребром с осью колонны 8. На стенке 10 больп1ей высоты установлен тормоз привода вращения стола- манипулятора 6. Стенка 10 выполнена со скосом 15 для взаимодействия по его плоскости с качающимся клином 26, ограничивающим ввод стола-манипулятора 6 внутрь камеры. Установка снабжена адаптивной системой управления, которая посредством датчиков связана со всеми приводами перемещения элементов установки. Качество CBa|v ки повышается за счет повышения жесткости стола-манипулятора 6, упрощение конструкции и уменьшение габаритов установки - за счет использования для транспортировки свариваемого изделия в камеру привода вращения планшайбы стола-манипулятора 6. Упрощение управления обеспечивается за счет сокращения количества управляющих кнопок на пульте. 2 з.п. ф-лы, 6 ил.
S
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный манипулятор | 1975 |
|
SU556017A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Сварочный манипулятор | 1987 |
|
SU1411118A1 |
| Устройство для механической обработки пластмассовых деталей | 1987 |
|
SU1479298A1 |
| Установка для электронно-лучевой сварки | 1987 |
|
SU1438936A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| Устройство для поштучной выдачи выполнен с толкателем для деталей,отличающейся тем,что,с целью расширения технологических возможностей и снижения металлоемкости,механизм поштучной | 1984 |
|
SU1292882A1 |
| Установка для автоматической дуговой сварки в вакууме | 1980 |
|
SU946846A1 |
| Стол для сварки | 1982 |
|
SU1136914A1 |

/J
со
со О
О ОС
5 S
камеры fiurianiibiH
угт;п1ов, 1ен 1)инол И) наклона.
с :ибчагым сектором 17 cro. ia маиипу.читора ti посрелстиом ведущего иа- ,ia 18. На иосле.чнем у станов.: ей с iK) ностьк) oceitoi o неречкчцении полнружинен ный ведущий ку.тачок i9. связанный с ведомым к, ачком 2П и о. юком 21 черничного и :П ()чат(.11о ко.тее. Ba.i IJS cнaoжeti п )
1
Изобретение относи гея к сварке, а но к оборудованию д.тя :). 1ектронно-.1 чев(;й сва)ки к)унногабарит}|ых изделий.
Цель изобретенияупрощение KOfiст|)укции, у.меньлление 1абаритов усгаио жи и 11ов1)1И1ение качества сварки.
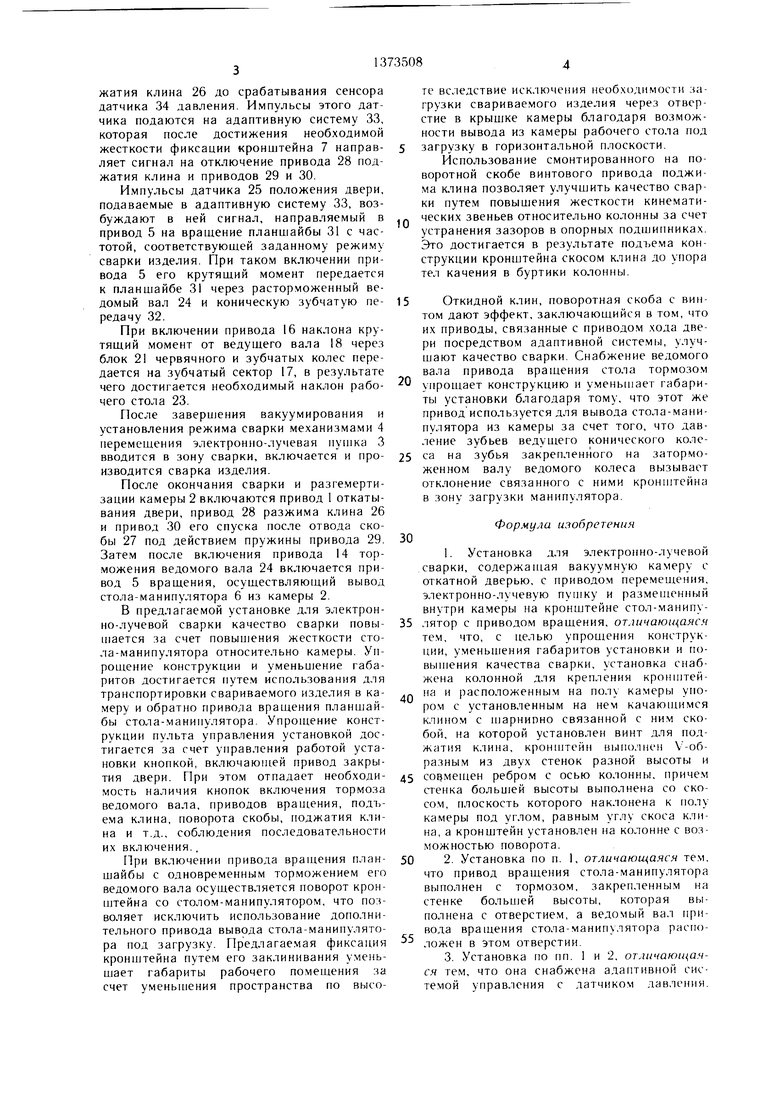
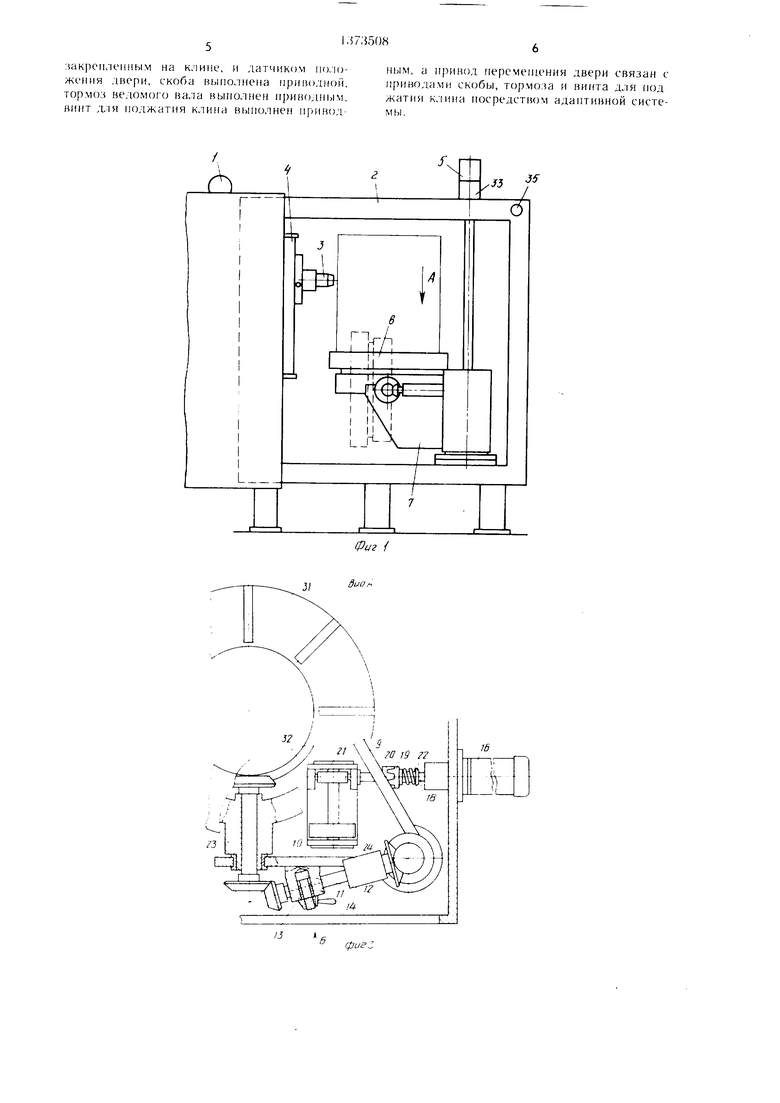
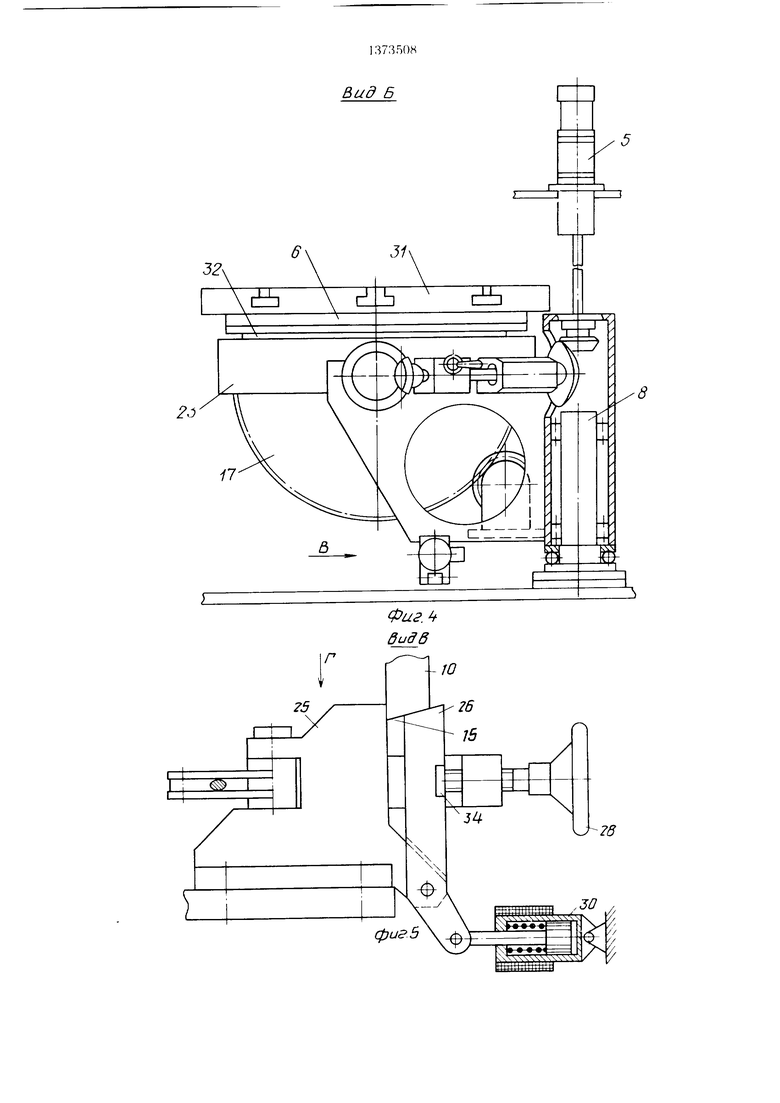
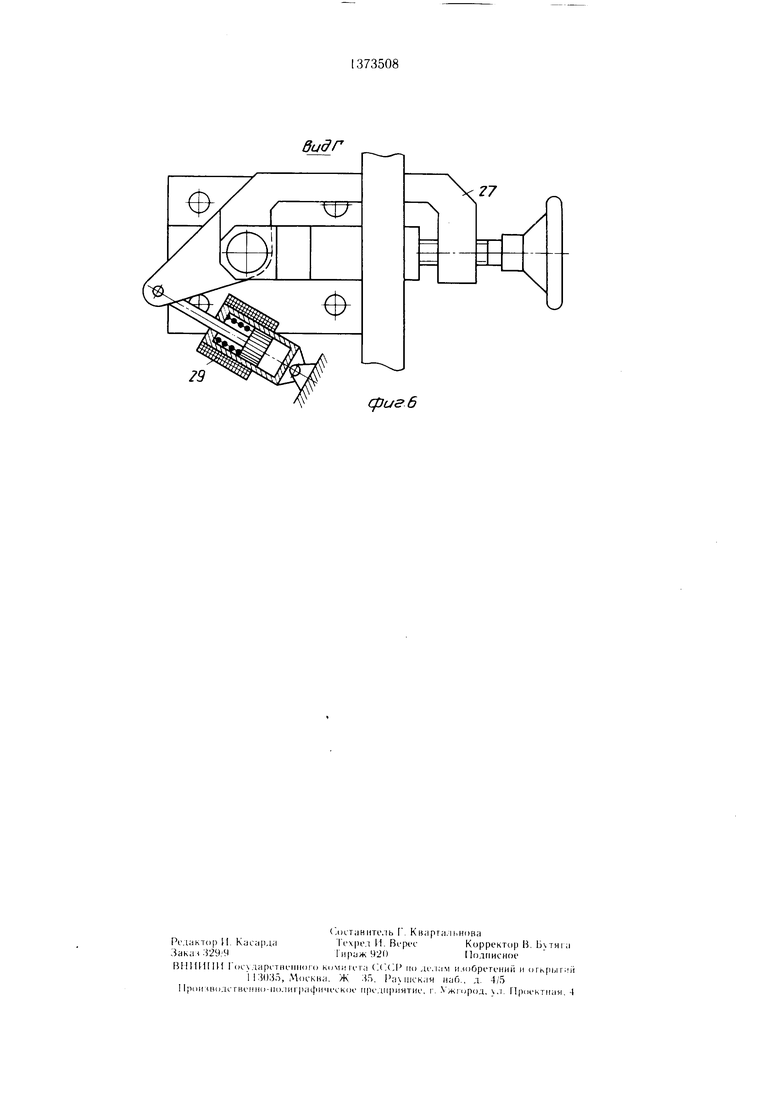
На фи1. 1 изображена электронно-лучевая установка, o6iiuui ви.т; иа (|)иг. 2 CTo. i маннну.1Я-1(1ра ycTaiioifKH, вид в аксонометрии: иа фиг. 3 вид . иа фиг. ; на фиг. 4 Б иа фиг. .3; на фиг. 5 вид В на фиг. 4; на (}1иг. 6 вид Г иа фи1. п.
Установка для :1лектроиио-лучевой сварки вы11().1нена в виде откатной двери с приводом 1 ее неремешеиия и вакуум})ой камеры 2, внутри которой установлена э;1ек- т)онно-.тучевая иу1ика 3 иа ме.хаиизме 4 не- ременн нин, а снаружи нривод 5 враи1е- ния, связанный со ето. 1О 1-манииулнто)ом Г), pauiciue/iHbiM на кронипейне 7 (JHir. I). .Этот крон1итейн установлен с возможностью новорота на кол(Л1не 8 и выполнен V-образным из дву.х стенок 9 и К) разной высоты (фиг. 2). Оенка 10 бо;1ьн1ей высоты снабжена тормозом 1 1 в виде тангенциального зажима, содержащего нри.хват 12. На последнем установ.тена втулка 13 с возможностью осево Г) иеремешения. 11ри.х- ват 12 снабжен Г1()иводом 14 вк.тюче-ння то)- моза для ограничения поворота кр/онппей- на 7 (фи1. 3| внутр1 KaMepi i.
Стенка 10 бо.1ЬН1ей высоп Bbuio. iHOia со
скосом 15 |())И. 2). С наружной стороны )
ж
шнимакпцнг дав.пеннс ны иод к V. laMKOM 19 (i|iHi . 3 I.
( л ол- :а11НГ1,;ягор (i В1,н1(). 1нен is ви ic jiaOn- чс1 о III).la 23 V. 1ипфами, сстанпм. кмшыMl с iiO.(M 1ЖЛ ОС 1 ЬК) Hoi орога ii CTciih.a.x 9 н И. кронпи нтна 7. Чсрсч i.i.j мз ra.nj ii. И1ен ва.1 ко11ИЧ1 СК(..1 исрс.чачи, сич/.ачныи fUMOMbiM I .a. io.M 24 с ирив(.1дом Г), закрси. кч H,iNj на крьпике кам-;-ры 2.
На чол KciMCTibi 2 .ак|и Г1си 4iip 21к обеснечнваюшпй ог)ан имение не реме икания сто.та-манипулятора в камеру 2 б,:|ам)даря KOHTaKi v со стенкой 10 6o.)eii высо |-ы
кронн генна / но с косу 1.).
На
)
мирно смонт n)Oii;iHiji к. 1И} 2(i и скоба 2/ с нриводн.:м 14ИНТОМ 2 11одж:атия к.шиа. плос- К()СТ1 скоса кого|К)|Ч1 нак.1онсч а к |-o -4 :uii;- ту нод yi. iOM, равным yr.iy скоса creiiKii Го ((jini , 2). (жоба 27 с цшводом 29 ее 11ово)ота (фи1 (i). С, таким же и|1иво- дом .30 связан клип 2() ((()И 5).
В |1аГ) сто.те 2 Л смонтирована н.тан- шайПа , il. .ижрен.тснная на коническом зубчатом колесе i-i2 11 1инода и ее рфа нения, :(.чек373Г)08
0
о
0
5
5
0
0
5
трически связаиного с ад 1Н1-ивной системой 33 управления процессом сварки (фиг. 3) С системой также связан) нривод 1 неремеи1ения две)и и .чатчик 34 давления, выпо;|пепиый в виде пьезорезисторного сенсора. Унравляюи1им элементом иоследнего яв.чяетея приводной винт 28 поджатия клина, в котором емонтирова) указанный сенсор (фиг. 5). Обратная связь системы 33 с приводным винтом 28 иод атия клина установлена таким образам, что срабатывание ее происходит тогда, когда сенсор датчика 34 дав.чения воспринимает усилие, обесие- чиваюшее осевое смещение кронштейна 7 относите, 1ьно колонны 8 на величину, устра- няви1ук) зазоры в ее нод1иипниках. Привод 28 клина 26, привод 29 новорота скобы 27 и нривод 30 подье.ма клипа 26 электрически связан1 1 с датчиком 35 положения двери, закрепленным на камере 2.
Установка для э.чектронно-лучевой сварки работает следующим образом.
Нос.. закрепле 1ия свариваемого изделия на н.1анн1айбе 31, выведенного из камеры 2 стола-манинv.iHTopa 6, включается прив(;д 1 перемсн1е11ии двери, импульсы от кого:)ого подаются ла вк.мючение привода 14 то)мо-;а ведомо|-о ва. :а 24 и адантив- noii с11С1с 1ы 33. Последняя направляет cni - нал и п).ин(.|Д 5 на вк;1ючепие наибольн1ей частот, вран1ения, обесиечиваюпчей опе- реж1 tnic ввода стола-.манипулятора 6 во- инутр1, камеры 2 до закрытия двери.
1|1и включении привода 14 тормоза втулка 13 I апгенпиа.льного зажима иеремеп1а- ется по прихвату 12, обеспечивая жесткую |{).1ксацию зедТомогс.) Ba. ia 24 (ггпосительно гор.м(;за 11 стенки Н) к)он1птейпа 7. То)мо.з 1 1 выполпяе 1 роль опоры ведомого вала 24.
1)и: КЛ1очении п|)И1«)да 5 вра1це1 ия к)- туппий vKjMem от вед ни го Ba;ia конпче- t-кой псре.тачи передаегся па зaтopм Jжeп- ный Н домый ва.ч 24 и, ч оздаьая давле1П1е i;i 6oK() новерхпосг t застопоренных I OBMt C. i III) с ним зубьеи ве.томого конического . icca, В1,1:ч 1ваег ,,() кроппггейна 7 от- нчсптс ;.пг) К0.1ОНН1;: л. Таким образом, осу- 111еств. 1Я(.чся процесс вво.та сто. 1а-.манипу,тя- TOfia () в камеру 2. I i)ii чтг)м происходит гакг ведомого 20 и HM iiiero 19 кулачков, обеспечивающий связг привода lli нак. юна ; )абочим СТО.ТОМ 23.
j .процессе 1 вод;1 стола-манипулятора стенка / кронп1тейп;-. 7 свободно 1 ереме- щаетси над упо)о. 2Г) .ю со11)икоснове- ния с ним передней стенки 10, пос.че чего отк. 1К)ча(мх-я привсхч Г/ и вк.чючается привод 14 па )ас1 ормажива11ис ведомого ва.ча 24.
lloc.ie задвижки д.вери 1)И досгиж:ении обеспечпначипего j 1)мегнчность у(Ч1лпя иод жатия ее и камере сраба гывающий датчик 3,-) но. южсния отк.чючиет п)ив(.)д 1 перемещения и дает импумьс на включение привода 30 подьема клипа 26, приво да 29 поворота скобы 27 и нривол.а 28 поджатия клина 26 до срабатывания сенсора датчика 34 давления. Импульсы этого датчика подаются на адаптивную систему 33, которая после достижения необходимой жесткости фиксации кронштейна 7 направляет сигнал на отключение привода 28 под- жатия клина и приводов 29 и 30.
Импульсы датчика 25 положения двери, подаваемые в адаптивную систему 33, возбуждают в ней сигнал, направляемый в привод 5 на вращение планшайбы 31 с частотой, соответствующей заданному режиму сварки изделия. Прн таком включении привода 5 его крутящий момент передается к планшайбе 31 через расторможенный ведомый вал 24 и коническую зубчатую передачу 32.
При включении привода 16 наклона крутящий момент от ведущего вала 18 через блок 21 червячного и зубчатых колес передается на зубчатый сектор 17, в результате чего достигается необходимый наклон рабочего стола 23.
После завершения вакуумирования и установления режима сварки механизмами 4 перемещения электронно-лучевая пуп1ка 3 вводится в зону сварки, включается и производится сварка изделия.
После окончания сварки и разгемерти- зации камеры 2 включаются привод 1 откатывания двери, привод 28 разжима клина 26 и привод 30 его спуска после отвода скобы 27 под действием пружины привода 29. Затем после включения привода 14 торможения ведомого вала 24 включается привод 5 вращения, осуществляющий вывод стола-манипулятора 6 из камеры 2.
В предлагаемой установке для электронно-лучевой сварки качество сварки повы- 1нается за счет повьпления жесткости стола-манипулятора относительно камеры. Упрощение конструкции и уменьшение габаритов достигается путем использования для транспортировки свариваемого изделия в камеру и обратно привода вращения планшайбы стола-манипулятора. Упрощение конструкции пульта управления установкой достигается за счет управления работой установки кнопкой, включающей привод закрытия двери. При этом отпадает необходимость наличия кнопок включения тормоза ведомого вала, приводов вращения, под1)- ема клина, поворота скобы, поджатия клина и т.д., соблюдения последовательности их включения..
При включении привода вращения планшайбы с одновременным торможением его ведомого вала осуществляется поворот кронштейна со столом-манипулятором, что позволяет исключить использование дополнительного привода вывода стола-манипулятора под загрузку. Предлагаемая фиксация кронштейна путем его заклинивания уменьшает габариты рабочего помещения за счет уменьшения пространства по высо0
5
0
5
0
5
0
5
0
5
те вследствие исключения необходимости загрузки свариваемого изделия через отверстие в крышке камеры благодаря возможности вывода из камеры рабочего стола под загрузку в горизонтальной плоскости.
Использование смонтированного на поворотной скобе винтового привода поджима клина позволяет улучшить качество сварки путем повышения жесткости кинематических звеньев относительно колонны за счет устранения зазоров в опорных подшипниках. Это достигается в результате под1)ема конструкции кронштейна скосом клина до упора тел качения в буртики колонны.
Откидной клин, поворотная скоба с винтом дают эффект, заключающийся в том, что их приводы, связанные с приводом хода двери посредством адаптивной системы, улучшают качество сварки. Снабжение ведомого вала привода вращения стола тормозом упрощает конструкцию и уменьшает габариты установки благодаря тому, что этот же привод используется для вывода стола-манипулятора из камеры за счет того, что давление зубьев ведущего конического колеса на зубья закрепленного на заторможенном валу ведомого колеса вызывает отклонение связанного с ними кронштейна в зону загрузки манипулятора.
Формула изобретения
. Установка для электронно-лучевой сварки, содержащая вакуумную камеру с откатной дверью, с приводом перемещения, электронно-лучевую пуп1ку и размещенный внутри камеры на кронштейне стол-манипулятор с приводом врашения, отличающаяся тем, что, с целью упрощения конструкции, уменьшения габаритов установки и повышения качества сварки, установка снабжена колонной для крепления кронштейна и расположенным на полу камеры упором с установленным на нем качающимся клином с HjapHHDHO связанной с ним скобой, на которой установлен винт для поджатия клина, кронштейн выполнен У-об- разным из двух стенок разной высоты и совмещен ребром с осью колонны, причем стенка больней высоты выполнена со скосом, плоскость которого наклонена к полу камеры под углом, равным углу скоса клина, а кронштейн установлен на колонне с возможностью поворота.
закрепленным на клине, и датчиком no.io- жения двери, скоба выполнена приводной, тормоз ведомого вала выполнен привод 1ым, вннт для поджатия клина выполнен прпводпым, а привод перемени ния двери связан с приводами скобы, тормоза и винта д.ля под жатия клина посредством адаптивной систем ы.
фиг
32
Вид Б
5
фиаВ -фЬ
ВидГ
29
сригб
