со сд ел ; ел
Изобретение относится к автоматизации технологических процессов в электронной, машиностроительной и других областях промышленности, в частности к устройствам для поштучного отделения деталей, уложенных в стопы.
Цель изобретения - повышение надежности работы устройства путем снижения силового воздействия на захват..
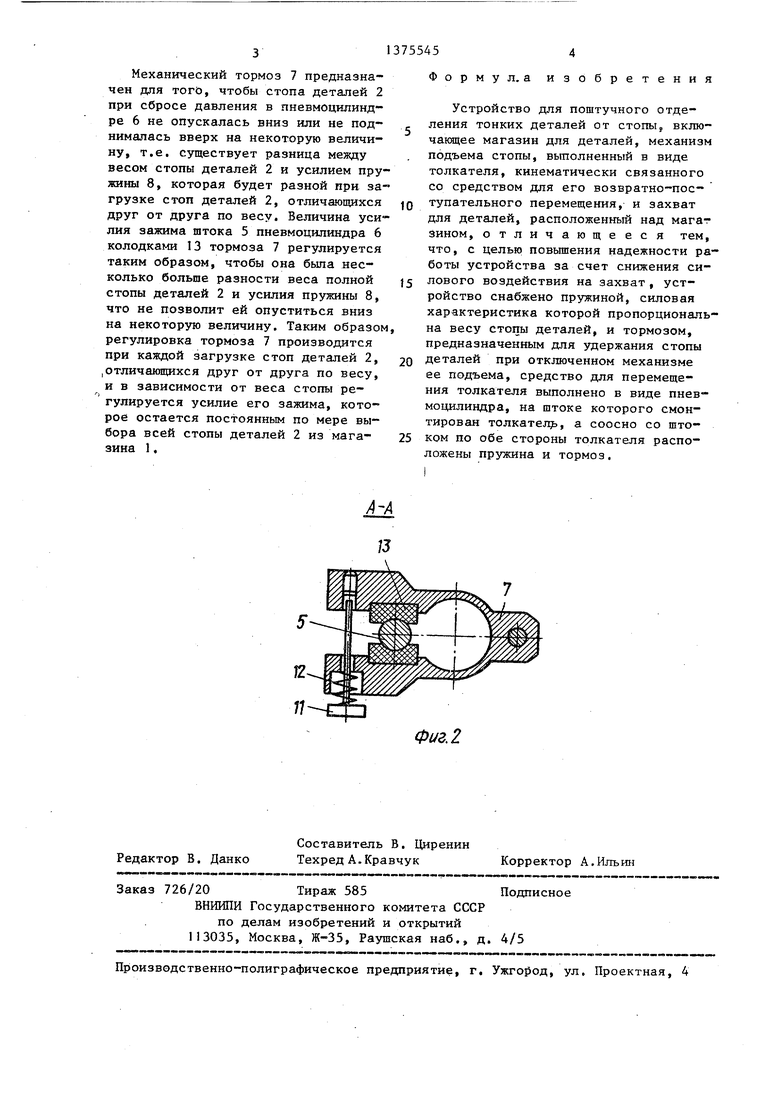
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит магазин 1 для деталей 2, смонтированный в нем толкатель 3, передвигающийся в направляющих 4, кинематически связанный со штоком 5 пневмоцилиндра 6 подъема стопы деталей 2. Шток 5 пневмоцилиндра 6 связан с механическим тормозом 7 и разгрузочной пружиной 8. Над магазином расположен захват 9 для отделения детали 2 от стопы. Магазин 1, тормоз 7 и пневмоцилиндр 6 закреплены на технологическом кронштейне 10. Усилие зажима тормоза 7 регулируется винтом 11 с пружиной 12 посредством взаимодействия штока 5 пневмоцилиндра 6 с фрикционными колодками 13 тормоза 7.
Устройство работает следующим образом.
В исходном положении захват 9 расположен над магазином 1 устройства, стопа деталей 2 находится в свободном состоянии. Затем захват 9 опускается в нижнее положение, которое является в рабочем режиме устройства верхним положением стопы деталей 2. В это время Происходит включение пневмоцилиндра 6 привода подъема стопы деталей 2 вверх. Толкатель 3, связанный со штоком 5 пнев моцилиндра 6, поднимаясь вверх, поднимает стопу деталей 2 к упорам захвата 9, После этого усилие с пневмоцилиндра 6 снимается и захват 9 поднимается вверх с захваченной деталью 2. При этом стопа деталей 2 остается на том же верхнем уровне за счет усилия, создаваемого механическим тормозом 7, взаимодействуя тормозными колодками 13 со штоком 5 пневмоцилиндра 6.
Захват 9 с деталью 2 перемещается по технологическому циклу и технологическому оборудовании, освобожда
0
0
5
0
с
ете. от детали 2 и возвращается в исходное положение над магазином 1 устройства. Далее цикл работы повторяется.
Пневмоцилиндр 6 включается один раз за один цикл и отключается после поднятия стопы деталей 2 к упорам захвата 9. Величина перемещения штока 5 пневмоцилиндра 6 и, соответственно, толкателя 3 равна толщине детали -2, поскольку в рабочем положении устройства, когда захват 9 расположен над магазином 1 в нижнем 5 положении, а пневмоцилиндр 6 еще не включен, зазор о- между упорами захвата 9 и верхним уровнем стопы деталей 2 равен толщине детали 2. Верхнее положение стопы деталей 2 после включения пневмоцилиндра 6 фиксируется упорами захвата 9.
Пружина 8 подобрана таким образом, что силовая характеристика ее пропорциональна весу стопы деталей 2. По мере выбора стопы деталей 2 из магазина 1 длины пружины 8 уменьшается, а значит уменьшается усилие ее сжатия. Таким образом, стопа деталей 2 постоянно находится во взвешенном состоянии и достаточно создать небольшое усилие на пневмоцилиндр 6, чтобы стопа деталей 2 переместилась вверх до упоров захвата 9. В случае отсутствия пружины 8, для подачи стопы деталей 2 вверх необходимо создать усилие на пневмоцилиндр 6, преодолевающее вес стопы деталей 2. По мере выбора стопы деталей 2 из магазина 1 в пневмоцилиндре 6, оставаясь постоянным, оказывает все большее давление на захват 9, а когда в магазине остается одна деталь, это давление достигает величины, равной весу стопы деталей 2, что отрицательно влияет на работу захвата 9 и устройства в целом.
5
0
Пружина 8 позволяет производить точную регулировку усилителя пневмО- цилиндра 6, необходимого для подачи стопы деталей вверх до упоров захвата 9, не оказывая на него избыточного силового воздействия. Усилие на штоке 5 пневмоцилиндра 6 регулируется таким, чтобы преодолеть усилие тормоза 7 подать стопу деталей 2 до упоров захвата 9, и остается постоянным во время выбора всей стопы деталей 2 из магазина 1 .
Механический тормоз 7 предназначен для того, чтобы стопа деталей 2 при сбросе давления в пневмоцилинд ре 6 не опускалась вниз или не под- нималась вверх на некоторую величину, т.е. существует разница между весом стопы деталей 2 и усилием пружины 8, которая будет разной при загрузке стоп деталей 2, отличающихся друг от друга по весу. Величина усилия зажима штока 5 пневмоцилиндра 6 колодками 13 тормоза 7 регулируется таким образом, чтобы она была несколько больше разности веса полной стопы деталей 2 и усилия пружины 8, что не позволит ей опуститься вниз на некоторую величину. Таким образом регулировка тормоза 7 производится при каждой загрузке стоп деталей 2, Iотличающихся друг от друга по весу, и в зависимости от веса стопы регулируется усилие его зажима, которое остается постоянным по мере выбора всей стопы деталей 2 из мага- зина 1.
Формул, а изобретения
Устройство для поштучного отделения тонких деталей от стопы, включающее магазин для деталей, механизм подъема стопы, выполненный в виде толкателя, кинематически связанного со средством для его возвратно-поступательного перемещения, и захват для деталей, расположенный над магазином, отличающееся тем, что, с целью повышения надежности работы устройства за счет снижения силового воздействия на захват , устройство снабжено пружиной, силовая характеристика которой пропорциональна весу стопы деталей, и тормозом, предназначенным для удержания стопы деталей при отключенном механизме ее подъема, средство для перемещения толкателя выполнено в виде пневмоцилиндра, на штоке которого смонтирован толкатех, а соосно со штоком по обе стороны толкателя расположены пружина и тормоз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучного отделения плоских деталей от стопы | 1989 |
|
SU1685849A1 |
| Устройство для подачи деталей | 1980 |
|
SU980902A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для поштучной выдачи деталей из стопы | 1990 |
|
SU1759771A1 |
| Устройство для подачи деталей | 1980 |
|
SU1002129A1 |
| Устройство для подачи деталей | 1988 |
|
SU1521559A1 |
| Устройство для поштучной выдачи заготовок | 1989 |
|
SU1743796A1 |
Изобретение относится к устрой- CTBiaM автоматизации технологических процессов в электронной, машиностроительной и др. отраслях промышленности, в частности к устройствам для поштучного отделения тонких деталей, уложенных в стопы, и позволяет повысить надежность устройства в работе. Толкатель 3, связанный со штоком 5 пневмоцилиндра 6, поднимаясь, поднимает стопу деталей 2 к упорам захвата 9. После этого усилие с пневмоцилиндра 6 снимается и захват. 9 поднимается с захваченной деталью 2. При этом стопа деталей 2 остается на том же уровне за счет усилия, создаваемого механическим тормозом 7 по мере выбора стопы деталей из магазина 1. Длина пружины 8 уменьшается, а значит и уменьшается усилие ее сжатия. Поэтому стопа деталей 2 постоянно находится во взвешенном состоянии и не оказывает на захват 9 избыточного силового воздействия. 2 ил. ( (Л
Фиг, 2
| Устройство для поштучного отделения тонких деталей от стопы | 1981 |
|
SU1006351A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
