00
1 ел
О)
о
со
Изобретение относится к производству химических волокон и может быть использовано для контроля количества эамасливателя на формуемой.нити,
Цель изобретения - повьшение точности контроля
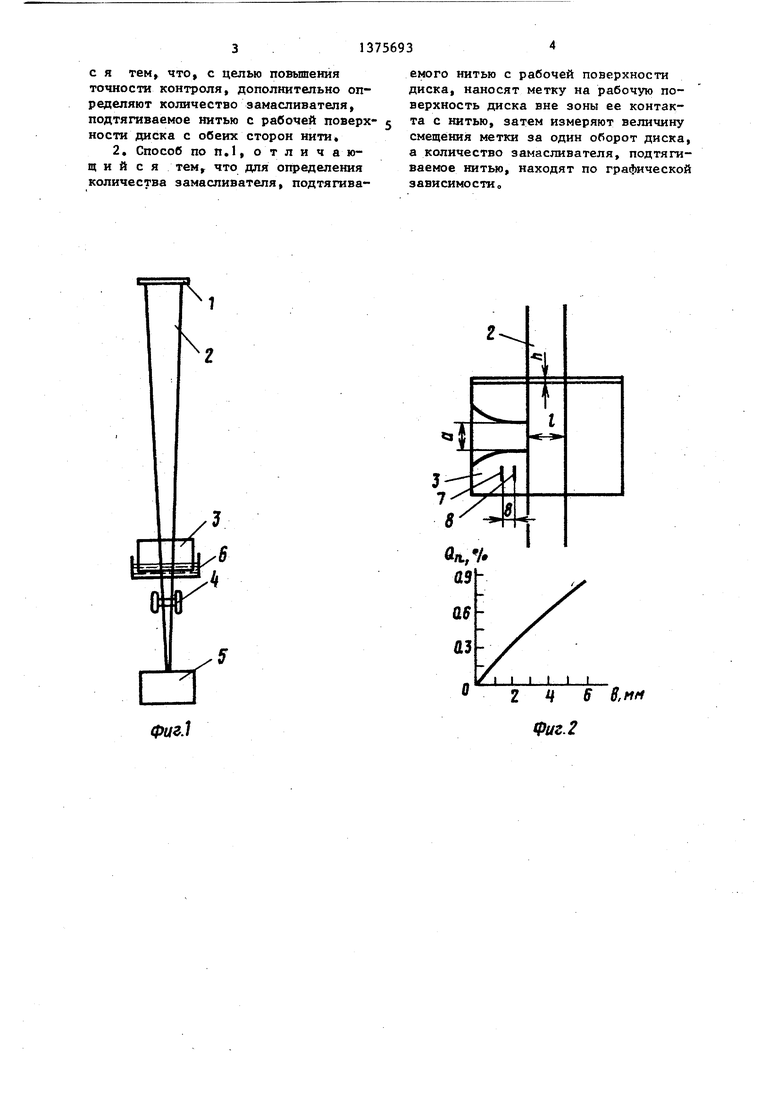
На фиг.1 приведена схема замасливания формуемой нити; на фиг.2 - графическая зависимость количества за- масливателя, подтягиваемого нитью от величины смещения метки на диске; на фиг.З - устройство для нанесения метки и считывания величины ее смещения,
Способ осуществляется следующим образом.
При формировании нити вьщавливае- мые из фильеры 1 струйки полимера образуют нить 2, которая замасливает ся на вращающемся диске 3 и через приясимной ролик 4 принимается на паковку 5, Элементарные нити на диске разложены в ряд шириной I. Диск 3 контактирует с замаеливателем в ван- не 6, в результате чего на его рабочей поверхности образуется слой за- масливателя толщиной h. Движущаяся комплексная нить за счёт большой скорости и наличия поперечных колебаний элементарньпс нитей забирает с диска в месте контакта практически весь замасливатель, Дпя определения количества замасливателя измеряют ширину раскладки элементарных нитей 1 и толщину слоя замасливателя на диске (h) о Затем дополнительно определяют количество замасливателя, подтягиваемое нитью с рабочей поверхности диска с обеих сторон нити, для чего предварительно наносят на рабочую поверхность диска 3 на удалении 10 мм от нити метку 7, например, сажвую, измеряют смещение метки к нити за один оборот диска (новое положе- ние метки отмечено позицией 8),
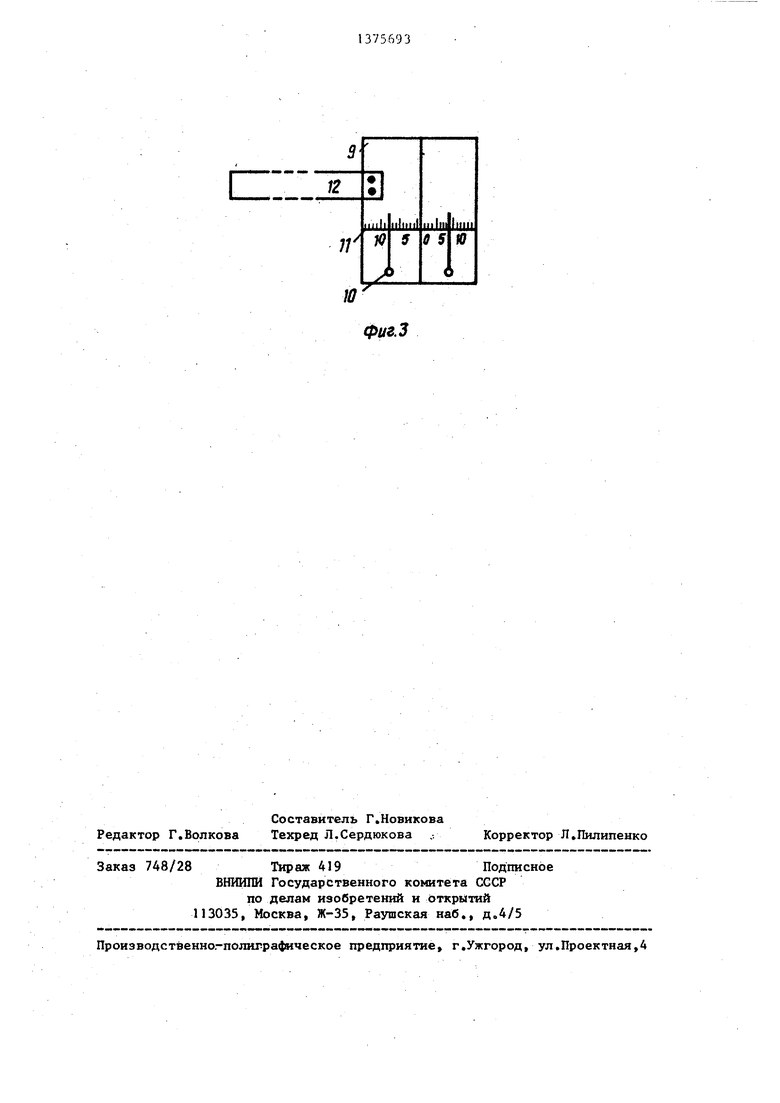
Величина смещения метки Ь за .один оборот диска не превышает 6 мм. После этого корректируют место нанесе- ния метки для производственного контроля. Для удобства отсчета место нанесения метки на рабочую поверхность диска устанавливают на 2 мм больше величины максимального смещения,Ь Наносят метку и выполняют измерения с помощью специального устройства (фиг,3), состоящего из пластины 9 с отверстиями 10 и шкалой 1I о Для
удобства пластина 9 снабжена рукояткой 12„
Заостренным стержнем (не показан) которого предварительно погружают в сосуд с сажей, через отверстие 10 в пластине 9 наносят метку на рабочей поверхности диска. При этом нулевую вертикальную линию шкалы 11 совмещают с границей размещения нити на диске Отверстие 10 должно занимать положение между зоной подтягивания замасливателя « и уровнем замасливателя в ванне 4„
После поворота диска на один оборот с помощью шкапы 11 измеряют расстояние Ь , пройденное меткой. По измеренной величине по графической зависимости (фиг,2) определяют количество замасливателя р„, ..подтягиваемое нитью.
Толщину слоя заиасливателя h на диске измеряют с помощью известных средств путем снятия слоя замасливателя с диска и направления его в измерительный цилиндр. Ширину раскладки элементарных нитей 1 измеряют линейкой в процессе формования о
Общее количество замасливателя на нити может быть определено по известной формуле с добавлением в не удвоенной величины Q,
Q, « К г--1--- 00 + 2Qn(%).
Т
где I - ширина раскладки нитей, мм; h - толщина слоя жидкости на
диске, мм;
Уф - скорость формования, м/мин; Т - линейная плотность нити,
текс; УШ - линейная скорость шайбы
(диска), м/мин; f - удельная масса препарационной жидкости, К - коэффициент пропорциональности.
По общему количеству замасливателя на нити судят о качестве процесса замасливания
Формула изобретения
1, Способ контроля процесса замасливания нити при дисковом методе замасливания, включающий измерение ширины раскладки элементарных нитей и определение толщины слоя замасливателя на диске, отличающийс я тем, что с целью повьшения точности контроля, дополнительно определяют количество замасливателя, подтягиваемое нитью с рабочей поверх ности диска с обеих сторон нити
2, Способ по п,1, отли ч аю- щ и и с я тем, что для определения количества замасливателя, подтягиваемого нитью с рабочей поверхности диска, наносят метку на рабочую поверхность диска вне зоны ее контакта с нитью, затем измеряют величину смещения метки за один оборот диска, а количество замасливателя, подтягиваемое нитью, находят по графической зависимости.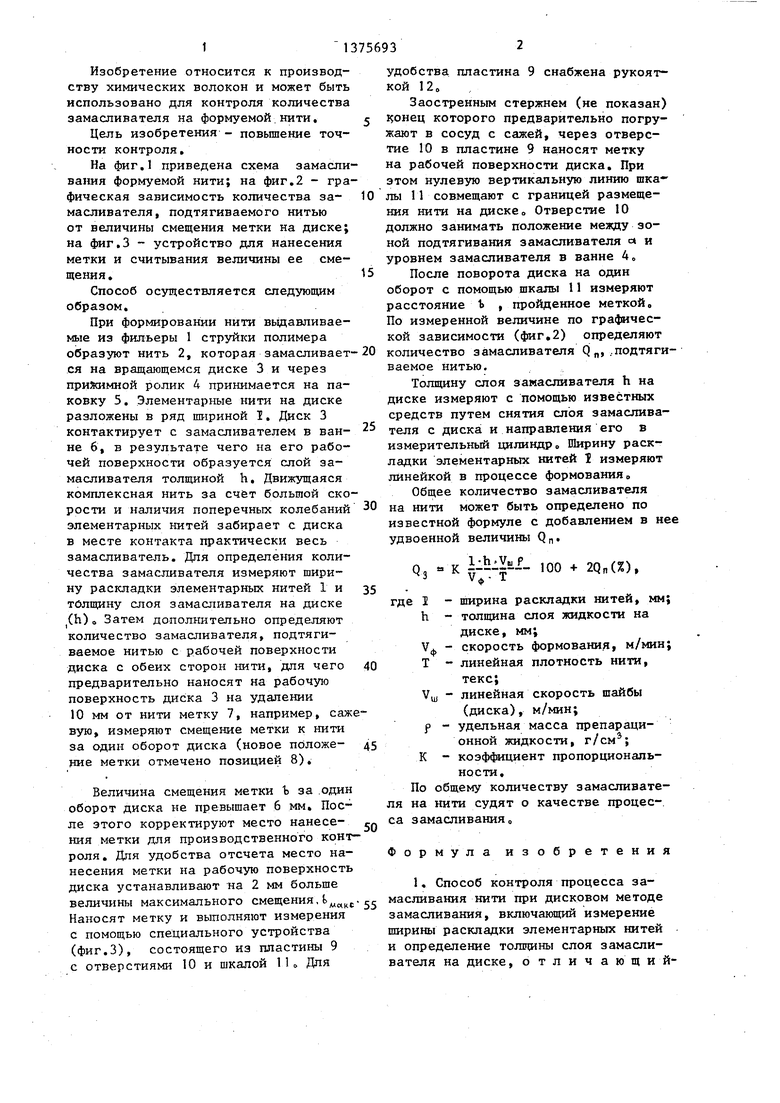
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля процесса замасливания нити | 1987 |
|
SU1537723A1 |
| Устройство для замасливания нити | 1987 |
|
SU1472524A1 |
| Датчик контроля замасливания нити | 1987 |
|
SU1441312A1 |
| Устройство для замасливания нити | 1979 |
|
SU866016A2 |
| Устройство для замасливания нити | 1988 |
|
SU1675425A1 |
| Способ замасливания волокнистого продукта и устройство для его осуществления | 1986 |
|
SU1390263A1 |
| СПОСОБ ПРОИЗВОДСТВА АЦЕТИЛЦЕЛЛЮЛОЗНОГО ВОЛОКНА | 1998 |
|
RU2138586C1 |
| Устройство для замасливания нитей | 1979 |
|
SU825714A1 |
| Способ замасливания нитей | 1989 |
|
SU1694739A1 |
| Устройство для замасливания нити | 1978 |
|
SU735678A1 |
Изобретение относится к способам контроля процесса замасливания нити при производстве химических волокон и позволяет повысить точность контроля. Способ заключается в том, что измеряют ширину раскладки элементарных нитей, толщину слоя жидкости на диске и определяют количество аа- масливателя, подтягиваемое нитью с рабочей поверхности диска с обеих сторон нити. При этом количество за- масливателя, подтягиваемое нитью, определяют путем измерения величины смещения метки, нанесенной на рабочую поверхность диска вне зоны контакта ее с нитью, за один оборот диска. ЗоП. ф-лы, 3 ил.
Фиг.1
Фиг. 2
w
фиг.З
| Способ управления процессом нанесения препарации на жгут свежесформованных химических нитей | 1980 |
|
SU874788A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
