i13761562,
Изобретение относится к электрона- резей. При этом имеющиеся в петушках кли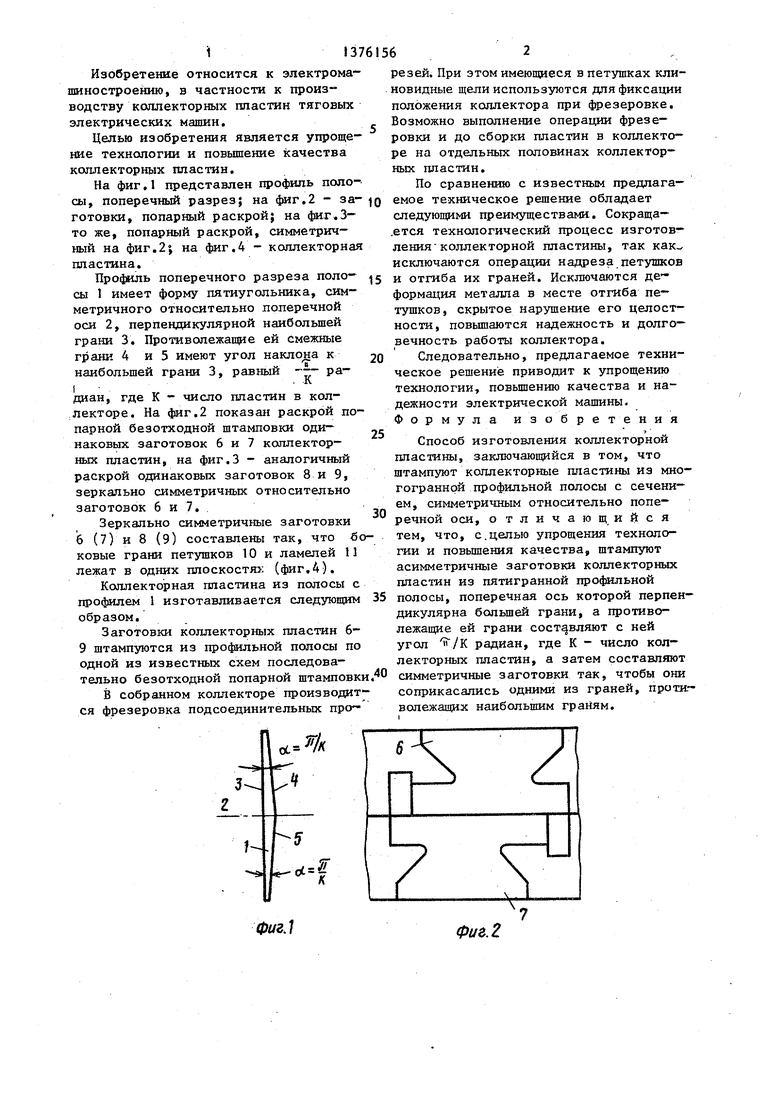
| название | год | авторы | номер документа |
|---|---|---|---|
| Профильная полоса и способ изготов-лЕНия из HEE КОллЕКТОРНОй плАСТиНы | 1979 |
|
SU851659A1 |
| Способ изготовления коллекторов для электрических машин | 1948 |
|
SU75615A1 |
| Узел соединения выводов секций обмотки якоря с петушками коллекторных пластин | 1987 |
|
SU1608770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| Способ изготовления коллектора | 1988 |
|
SU1640762A1 |
| Способ изготовления составных коллекторных пластин электрических машин | 1983 |
|
SU1171890A1 |
| Составная коллекторная пластина тягового электродвигателя | 1986 |
|
SU1410151A1 |
| Способ изготовления коллектора электрической машины | 1991 |
|
SU1815712A1 |
| Способ изготовления коллекторов электрических машин | 1979 |
|
SU875515A1 |
| Способ изготовления заготовки коллектора | 1981 |
|
SU1324596A3 |

Изобретение относится к электромашиностроению, в частности к коллекторам электрических машин. Целью изобретения являет ся упрощение технологии и повышение качества коллекторной пластины. Заготовки штампуют зеркально симметричными составляют зеркально симметричные заготовки из пятигранной профильной полосы, углы наклона симметричных смежных граней которой к плоскости большей грани ЧГ/К радиан, где К - число коллекторных пластин в электрической машине. Коллекторная пластина в сборе содеряит зеркально симметричшле заготовки 6 (7) и 8 (9), составленные так, что боковые грани петушков 10 и ламелей 11 лежа:т в од- них плоскостях. Искшочаются деформация металла коллекторной пластины и нарушение ее металлической целостности . 4 ил. W ч Эд Од ш;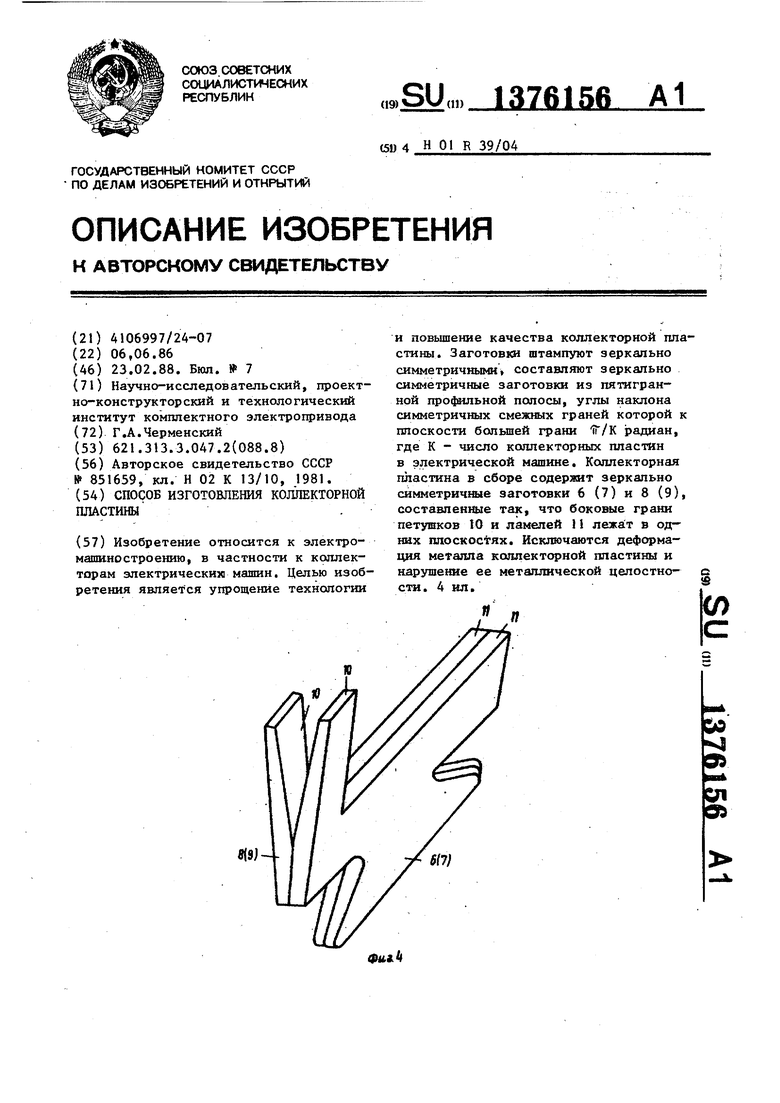
новидные щели используются для фиксации положения коллектора при (JqjesepOBKe. Возможно выполнение операции фрезеровки и до сборки пластин в коллекторе на отдельных половинах коллекторных пластин.
По сравнению с известным предлага-
шиностроению, в частности к производству коллекторных пластин тяговых электрических машин.
Целью изобретения является упрощение технологии и повышение качества коллекторных пластин.
На фиг. 1 представлен профиль поло-
сы, поперечный разрез; на фиг.2 - за- Q емое техническое решение обладает готовки, попарный раскрой; на фиг.З- следующими преимуществами. Сокраща- то же, попарный раскрой, симметрич- .ется технологический процесс изготов- ный на фиг.2; на фиг.4 - коллекторная ления коллекторной пластины, так как- гшастина.исключаются операции надреза петушков
Про«|иль поперечного разреза поло- „ отгиба их граней. Исключаются де- сы 1 имеет форму пятиугольника, симметричного относительно поперечной оси 2, перпендикулярной наибольшей грани 3. Противолежаш 1е ей смежные грани 4 и 5 имеют угол наклона к 20 наибольшей грани 3, равный - ра25
-К
I
диан, где К - число пластин в кол- Лекторе. На фиг.2 показан раскрой попарной безотходной штамповки одинаковых заготовок 6 и 7 коллекторных пластин, на фиг.З - аналогичный раскрой одинаковых заготовок 8 и 9, зеркально симметричных относительно заготовок 6 и 7.
Зеркально симметричные заготовки 6 (7) и 8 (9) составлены так, что боковые грани петушков 10 и ламелей 11 лежат в одних ппоскостях (фиг,4).
Коллекторная пластина из полосы с
30
формация металла в месте отгиба петушков, скрытое нарушение его целостности, повышаются надежность и долговечность работы коллектора.
Следовательно, предлагаемое техническое решение приводит к упрощению технологии, повьшению качества и надежности электрической машины. Формула изобретения
Способ изготовления коллекторной пластины, заключаюш;ийся в том, что штампуют коллекторные пластины из многогранной профильной полосы с сечением, симметричным относительно поперечной оси, отличающийся тем, что, с.целью упрощения технологии и повьшения качества, штампуют асимметричные заготовки коллекторных пластин из пятигранной профильной
профилем 1 изготавливается следующим 35 полосы, поперечная ось которой перпен- образом.дикулярна большей грани, а противолежащие ей грани составляют с ней угол радиан, где К - число колЗаготовки коллекторных пластин 6- 9 штампуются из профильной полосы по одной из известных схем последовательно безотходной попарной штамповки. симметричные заготовки так, чтобы они
В собранном коллекторе производит- соприкасались одними из граней, проти- ся фрезеровка подсоединительных про-волежащнх наибольшим граням.
лекторных гшастин, а затем составляют
Ы К
ф1/г.1
новидные щели используются для фиксации положения коллектора при (JqjesepOBKe. Возможно выполнение операции фрезеровки и до сборки пластин в коллекторе на отдельных половинах коллекторных пластин.
По сравнению с известным предлага-
„ отгиба их граней. Исключаются де-
формация металла в месте отгиба петушков, скрытое нарушение его целостности, повышаются надежность и долговечность работы коллектора.
Следовательно, предлагаемое техническое решение приводит к упрощению технологии, повьшению качества и надежности электрической машины. Формула изобретения
Способ изготовления коллекторной пластины, заключаюш;ийся в том, что штампуют коллекторные пластины из многогранной профильной полосы с сечением, симметричным относительно поперечной оси, отличающийся тем, что, с.целью упрощения технологии и повьшения качества, штампуют асимметричные заготовки коллекторных пластин из пятигранной профильной
симметричные заготовки так, чтобы они
лекторных гшастин, а затем составляют
Фие.2
7
Фиг.З
| Профильная полоса и способ изготов-лЕНия из HEE КОллЕКТОРНОй плАСТиНы | 1979 |
|
SU851659A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
