Изобретение относится к сварке, а именно к способам и устройствам для сборки и сварки рамных металлоконструкций, и может быть использова но в сельхозмашиностроении и других отраслях промышленности.
Цель изобретения - повышение качества изготовления рамных металлоконструкций,
На фиг.1 показано устройство для осуществления способаi на фиг.2 - рамная металлоконструкция.
Способ осуществляют с помощью устройства, состоящего из двух разрез- ных опорных колец 1, соединенных станиной 2 с кондуктором 3 для сборки продольных планок Д собираемого изделия . Разрезные опорные кольца 1 опираются иа роликовые опоры 5 и снаб- жены фиксаторами 6 для закрепления боковин 7 с втулками 8 собираемого изделия. Каждое кольцо имеет стяжку 9 которая своими концами шарнирно закреплена на конце, причем оси шарни- ров расположены симметрично разрезу кольца.
Все элементы изделия скрепляются между собой поперечными ребрами 10 и свариваются угловыми швами.
Способ осуществляют следующим образом,
С помощьй стяжек 9 стягивают раз-- резные кольца 1 до закрытия зазоров. На фиксаторы 6 устанавливают боко- вины 7 и втулки 8. Стяжки 9 удаляют и тем самьм прикладывают к боковинам 7 растягивающие усилия. Поочередно устанавливают в кондуктор 3 продольные планки 4 и пропускают в про- рези продольных ггланок поперечные ребра 10. Собираемые элементы скрепляют между собой с помощью прихвата. Вращают ролики вне опоры 5 и устанавливают изделие в удобное положе- ние для сварки. После окончания сварки стяжками 9 стягивают разрезные кольца 1, извлекают фиксаторы 6 и снимают готовое изделие.
Например, предлагаемый способ с устройством использован для изготовления каркаса подбарабанья зерно- уборочного комбар ша Дон-1500. Конструкция каркаса подбарабанья аналогична описанной. Каркас состоит из семнадцати продольных планок 4, скрепленных по торцам, двух боковин 7 имеющих по две втулки 8 и шесть .по- перечных ребер 10, пропущенных сквозь
.прорези в продольных планках 4. Все детали соединены между собой угловыми швами.
По условиям производства и эксплуатации подбарабанья расстояние между осями втулок должно составлять 910tO,7 мм, а отклонение от цилинд- ричности рабочей поверхностиR 410 мм не должно превышать 1 мм.
Сборка каркаса производится в следующей последовательности. , Вначале с помощью стяжек 9 уменьшают зазор в кольцах 1 до нуля.Затем устанавливают боковины 7 каркаса с .приваренными к ним втулками 8 и фик- .сируют их фиксаторами 6 на разрезных кольцах 1. После этого в сбороч- ньй кондуктор 3 устанавливают продольные планки 4 каркаса, пропускают в их прорезы поперечные ребра 10 и прихватывают их между собой и к боковинам с помощью сварки.
Величину зазора в опорных кольцах 1 выбирают в зависимости от геометрических размеров колец так, чтобы упругие силы, возникающие в них в результате полного закрытия зазора, после удаления стяжек 9 создавали в свариваемом изделии растягивающие усилия заданной величины. Величину этого усилия определяют экспериментально. Она зависит от режимов сварки.
размеров швов и сечения свариваемых элементов.
1
В частном случае для уменьшения деформаций при сварке каркасов подбарабанья комбайнов Дон-1500 требуется приложить к каждой боковине каркаса растягивающее усилие 7-9 кН.
При заданном усилии и геометрии кольца Г, вьшолненного из стали 09Г2С, в случае распрложения фиксаторов 6 на его диаметре требуемую величину зазора рассчитывают по фор муле. .
. „. Д
t (D - d)
0,1 Е
где D - наружный диаметр кольца;
d - внутренний диаметр кольцаj
t - толщина кольца;
Е - модель упругости. При D 1200 мм, d 1120 мм, t 120 мм для; получения усилия Р 8 кН зазор равен 80 мм.
После сварки в предлагаемом устройстве межцентровое расстояние, равное 9lOiO,7 мм, укладывается в отведенный допуск.
Данные способ и устройство для сварки рамных конструкций позволяют повысить качество свариваемого изделия путем создания растяжения свариваемых изделий элементами устройства, осуществляющего его кантовку.
Формула из обре
тения
1. Способ сварки рамных металло- 15 конструкций, при котором устанавливают детали в кондуктор кольцевого кантователя, закрепляют детали на боковых поверхностях колец кантователя, поворачивают кантователь в удобное 20 для сварки положение и осуществляют сварку, отличающийся тем.
что, с целью повьппения качества путем предварительного растяжения собираемых деталей, перед закреплением деталей на боковых поверхностям колец кантователя осуществляют предварительное деформирование колец в пределах их упругости.
2. Устройство для сварки рамных металлоконструкций, содержащее роликовые опоры, установленные на роли- коопорах кольца, соединенные между собой станиной с кондуктором для сборки, и фиксирующие элементы, расположенные на боковых поверхностях колец, отличающееся тем, что, с целью повьшения качества,кольца выполнены разрезными, а устройство оснащено стяжками, каждая из которых своими концами шарнирно закреплена на кольцах, причем оси шарниров расположены симметрично разрезу.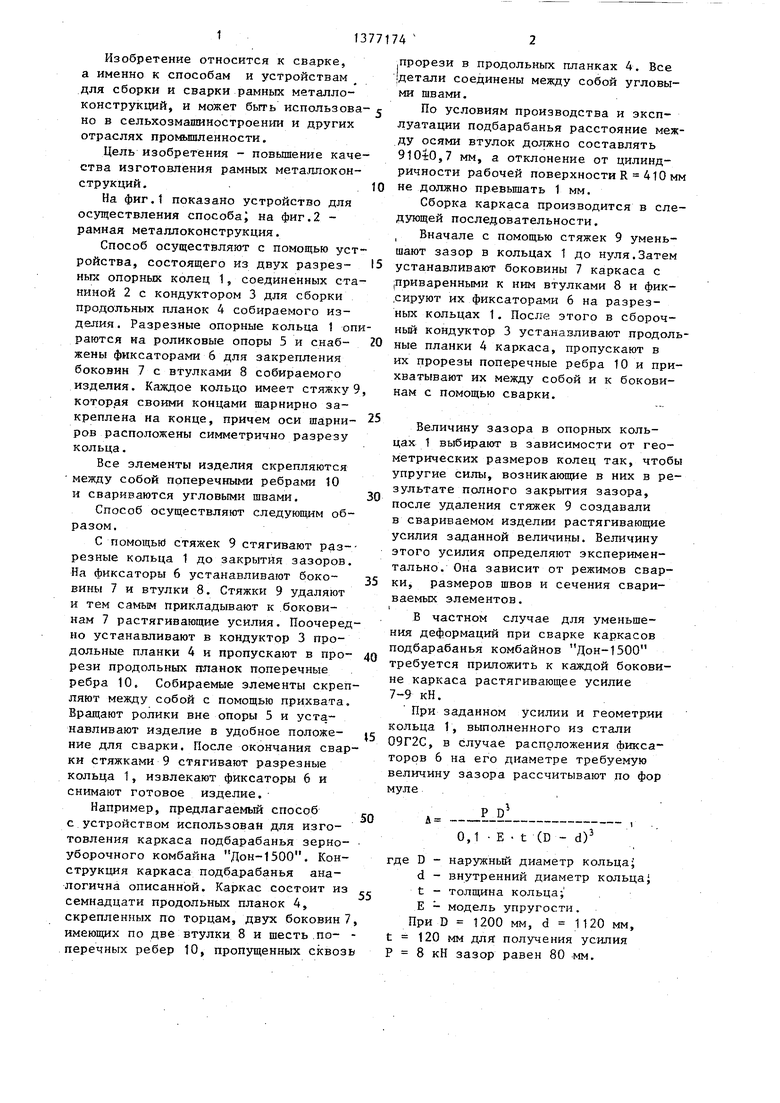

| название | год | авторы | номер документа |
|---|---|---|---|
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| СПОСОБ СВАРКИ РАМЫ МИКРОАВТОМОБИЛЯ КАРТ | 2023 |
|
RU2825352C1 |
| Машина для сборки и точечной сварки | 1973 |
|
SU522016A1 |
| Способ изготовления сварных рамных конструкций | 1988 |
|
SU1563883A1 |
| Кантователь для сборки и сварки | 1979 |
|
SU829383A1 |
| СВАРНАЯ КОНСТРУКЦИЯ И СПОСОБ ПОЛУЧЕНИЯ НАХЛЕСТОЧНОГО СВАРНОГО СОЕДИНЕНИЯ ТОЧЕЧНОЙ ЛАЗЕРНОЙ СВАРКОЙ | 2020 |
|
RU2756958C1 |
| Кантователь для сборки и сварки рамных конструкций | 1980 |
|
SU986688A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Стенд для автоматической сварки продольных швов металлоконструкций | 1983 |
|
SU1171263A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
Фие. 2
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 0 |
|
SU237305A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Севбо П.И | |||
| Конструирование и расчет механического сварочного оборудования | |||
| Киев: Наукова думка, 1978, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
