(21)3983198/27-27
(22)04.12.85
(46) 07.03.88. Бюл. № 9
(71)Запорожский проектно-конструк- торскнй и технологический институт
(72)Г.П.Кудриченко
(53)621.791.763.1(088.8)
(56)Авторское свидетельство СССР № 1192923, кл. В 23 К 11/10, 1984.
(54)СПОСОБ НАВЕДЕНИЯ СВАРОЧНОГО ИНСТРУ1ЧЕНТА НА ШОВ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ ПРОМЫШЛЕННЫМ РОБОТОМ
(57)Изобретение относится к сварочному производству, в частности к способам наведения сварочного инструмента на шов, и может быть использовано при сварке крупногабаритных объемных изделий. Целью изобретения является повыиюние производительности робота путем обеспечения возможности
его самообучеш1Я. Для достижения цели по программе перемещают сварочный инструмент с установленным на нем датчиком сначала в условную точку поиска, совпадающую с наиболее вероятным положением точки сварки, затем по сигналам датчика - в точку сварки. Положение условной точки поиска при наведении сварочного инструмента на шов первого изделия выбирают произвольно, в пределах поля возможных положений точки сварки. При наведении сварочного инструмента на шов каждого последующего изделия положение условной точки поиска изменяют в зависимости от величины предьщущего перемещения сварочного инструмента из условной точки поиска в точку сварки и от количества сваренных изделий. 2 ил.
iS
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наведения сварочного инструмента на шов при контактной точечной сварке промышленным роботом | 1987 |
|
SU1505714A2 |
| Способ наведения оси сварочной головки на стык при сварке пространственных изделий | 1976 |
|
SU648360A1 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2002 |
|
RU2224637C1 |
| Робот для контактной точечной сварки | 1985 |
|
SU1258654A1 |
| Устройство для автоматического наведения оси сварочного инструмента на линию стыка при сварке пространственных швов | 1979 |
|
SU863227A1 |
| Способ отслеживания кромки изделия сварочным инструментом промышленного робота | 1983 |
|
SU1253753A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| Датчик положения кромки свариваемого изделия | 1983 |
|
SU1109275A1 |
| Способ наведения сварочной горелки на линию соединения при роботизированной дуговой сварке | 1988 |
|
SU1551489A1 |

со
со о
00 00
Изобретение относится к сварочному производству, в частности к способам наведения сварочного инструмента на шов, и может быть использовано при сварке крупногабаритных объемных изделий, например кузовов автомобилей.
Цель изобретения - повышение производительности робота путем обеспечения возможности его самообучения.
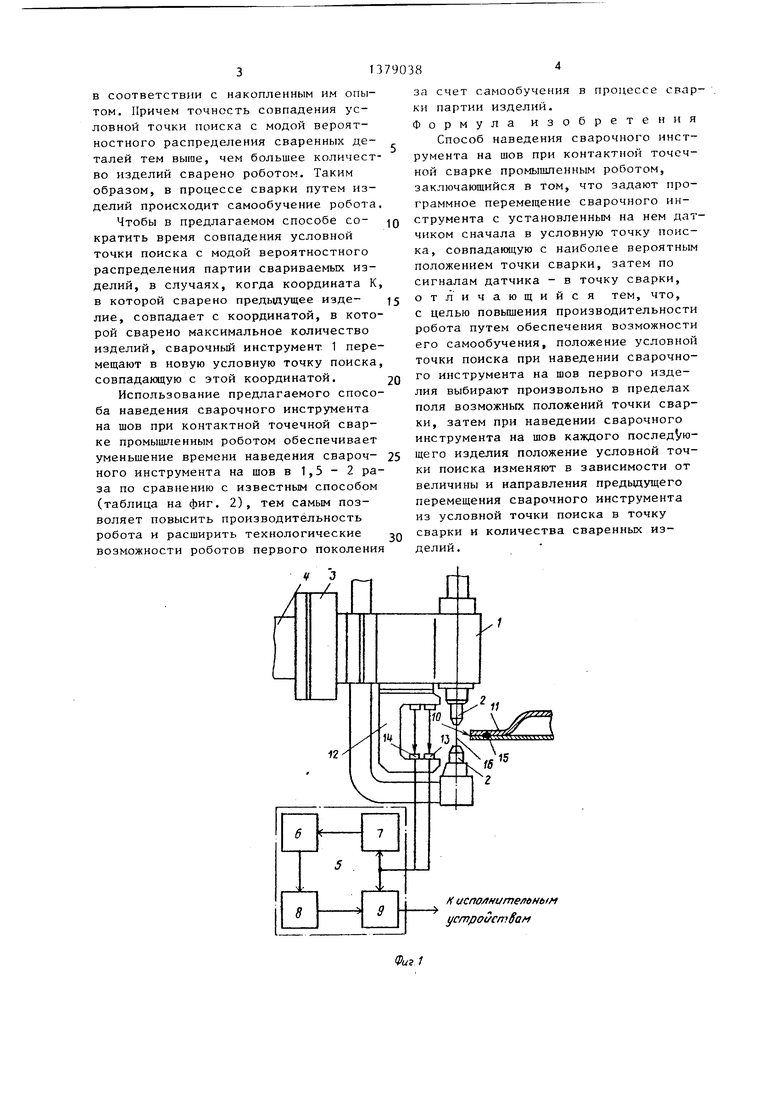
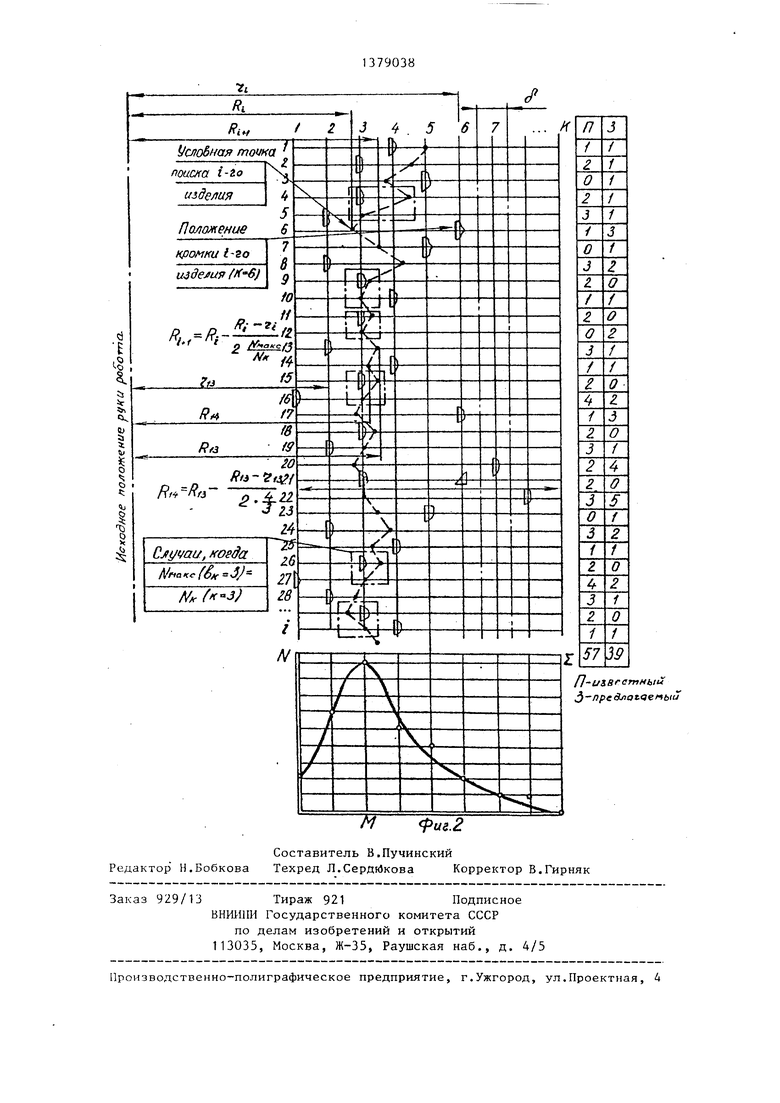
На фиг. 1 изображено устройство для реализации способа наведения сварочного инструмента на шов при точечной сварке промышленным роботом; на фиг. 2 - последовательность операций при реа-чизации предлагаемого способа на партии изделий и таблица оценки ко:п чества единичных перемещений сварочного инструмента при поиске точки сварки в соответствии с известным и по предлагаемому способам.
% Для осуществления предлагаемого
способа сварочные клещи 1, положение icoropbix характеризуется координатой оси электродов 2, устанавливают на руке 3 промышленного робота 4, имеющего систему 5 управления с запоми- устройством 6, счетчиком 7 спаренных изделий, вычислительным ycTiwiiCTBOM 8 и устройством 9 управления, а также оснащают реагирующим па icpoMKy 10 изделия 11 следящим датчиком 12 с двумя чувствительными элементами 13 и 14.
Для поиска точки 15 сварки, харак теризующеГ1ся координатой Г; , где i - порядковый номер сваренного изделия, сварочные клещи 1 перемещают в условную точку 16 поиска, характеризующую ся координатой R..
В зависимости от реального положения точки 15 сварки относительно условной точки 16 поиска по сигналам датчика 12 последовательными единиц- ными перемещениями перемещают сварочные клещи 1 в сторону точки 15 сварк до получения сигнала Точка сварки паГщена (чувствительный элемент 13 датч1п а 12 перекрыт кромкой 10, а чувствительный элемент 14 - открыт).
После этого перемещением сварочных клещег) 1 вдоль сварочного шва осучдествотяют сварку и, если в процес
се перемещения закрываются или открываются оба чувствительных элемента 13 и 14, то по сигналам датчика 12 осуществляют соответствующую коррекцию положе ия сварочных клещей 1, т.е.
0
5 0 с
0
р.
5
отслеживают положение свариваемого изделия.
При поиске первого свариваемого изделия условную точку 16 поиска (Р, ) выбирают произвольно в пределах поля возможных положений точки 15 сварки.
При поиске каждого последующего изделия сварочные клещи 1 перемещают в новую условную точку 16 поиска, для чего сигнал Точка сварки найдена от предыдущего изделия поступает в счетчик 7 сваренных изделий и запоминающее устройство 6, подключенные к вычислительному устройству 8. Счетчик 7 считает количество изделий N, сваренных в одной координате. Количество координат, в которых производится сварка, можно определить из зависимости
к -
К - g.
где (i - величина поля возможных положений точки 15 сварки; о - величина поля допуска па расположение сварной точки на изделии.
Это количество N для каждой координаты К запоминается в запоминающем устройстве 6. Вычислительным устройством 8 производится вычисление новой координаты условной точки 16 поиска по формуле
D . - ilLL - 2 мокс
N
где . - максимальное количество изделий, сваренных в любой координате К; N - количество изделий, сваренных в той же координате, что и предшествующее изделие.
Полученное значение поступает в управляющее устройство 9, где формируется команда на перемещение сварочных клещей 1 в новую условную точку 16 поиска, после указанного перемещения с помощью следящего датчика 12 осуществляют поиск точки 15 сварки очередного изделия и сварку его описанным образом.
Предлагаемый способ поиска позволяет роботу для каждого последующего свариваемого изделия выбирать условную точку поиска вблизи от моды М вероятностного распределения уже сваренных изделий, которая не совпадает с медианой этого распределения, т.е.
в соответствии с накопленным им опытом. Причем точность совпадения условной точки поиска с модой вероятностного распределения сваренных де- талей тем выше, чем большее количество изделий сварено роботом. Таким образом, в процессе сварки путем изделий происходит самообучение робота
Чтобы в предлагаемом способе со- кратить время совпадения условной точки поиска с модой вероятностного распределения партии свариваемых изделий, в случаях, когда координата К в которой сварено предыдущее изде- лие, совпадает с координатой, в которой сварено максимальное количество изделий, сварочный инструмент. 1 перемещают в новую условную точку поиска совпадающую с этой координатой.
Использование предлагаемого способа наведения сварочного инструмента на шов при контактной точечной сварке промышленным роботом обеспечивает уменьшение времени наведения свароч- ного инструмента на щов в 1,5 - 2 раза по сравнению с известным способом (таблица на фиг. 2), тем самым позволяет повысить производительность робота и расширить технологические возможности роботов первого поколения
за счет самообучения в процессе сварки партии изделий.
Формула изобретения Способ наведения сварочного инструмента на шов при контактной точечной сварке промышленным роботом, заключающийся в том, что задают программное перемещение сварочного инструмента с установленным на нем датчиком сначала в условную точку поиска, совпадающую с наиболее вероятным положением точки сварки, затем по сигналам датчика - в точку сварки, отличающийся тем, что, с целью повышения производительности робота путем обеспечения возможности его самообучения, положение условной точки поиска при наведении сварочного инструмента на шов первого изделия выбирают произвольно в пределах поля возможных положений точки сварки, затем при наведении сварочного инструмента на шов каждого последУю- щего изделия положение условной точки поиска изменяют в зависимости от величины и направления предыдущего перемещения сварочного инструмента из условной точки поиска в точку сварки и количества сваренных изделий.
