(Л
X) .0
(
вышение точности обработки за счрт интенсивности исправления отклонения от прямолинейности отверстий, а также возможность смены режущих и опорных брусков при их износе. Головка содержит разжимной элемент, размещенный в корпусе 2, В пазу разжимного элемента 1 установлен контактирующий с разжимным элементом по наклонной поверхности режущий брусок 3, в другом пазу разжимного элемента с наклонной поверхностью размещен опорный брусок 4 из малоизнашиваемого материала. Углы наклонных поверхностей разжимного элемента выбирают из соотношения ot К, где об - угол наклонной поверхности разжимного элемента под режущий брусок, jb - угол наклонной поверхности разжимного элемента под опорный брусок, К - заданное отношение из- носостойкостей опорного и режущего брусков. Износ брусков компенсируется возможностью перемещения их относительно корпуса в радиальном направлении. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ | 1992 |
|
RU2041051C1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| АЛМАЗНАЯ РЕГУЛИРУЕМАЯ РАЗВЕРТКА | 2000 |
|
RU2188748C2 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
Изобретение относится к устройствам для точной обработки абразивными брусками внутренних поверхностей вращения и может применяться при изготовлении прецизионных деталей топливной аппаратуры дизельных двигателей, а также других высокоточных деталей пневмогидроаппарату- ры. Целью изобретения является по
Изобретение относится к устройствам для точной обработки абразивными брусками, например алмаэиьти, внутренних поверхностей вращения и может применяться при изготовлении высокоточных деталей пневмогидроаппара- туры, имеющих прецизионные отверстия
Целью изобретения является повышение точности обработки отверстий.
Цель достигается тем, что опорный брусок контактирует с разжимным элементом по дополнительной наклонной поверхности и установлен в корпусе с возможностью радиального перемещения относительно него и режущ его бру ка.
Такое выполнение хонинговальной головки приводит к тому,что по мере износа опорного бруска,который может перемещаться радиально относительно корпуса и режущего бруска, он выдвигается и тем самым устанавливается необходимый размер, обеспечивающий повышенную точность обработки.
Взаимодействие разжимного элемент по двум наклонным поверхностям с углами к jb с режущим и опорным брусками соответственно приводит к взаимному уравновешиванию усилий, что создает оптимальные условия для работы режущего бруска, повышающего точность обработки и долговечность
инструмента.
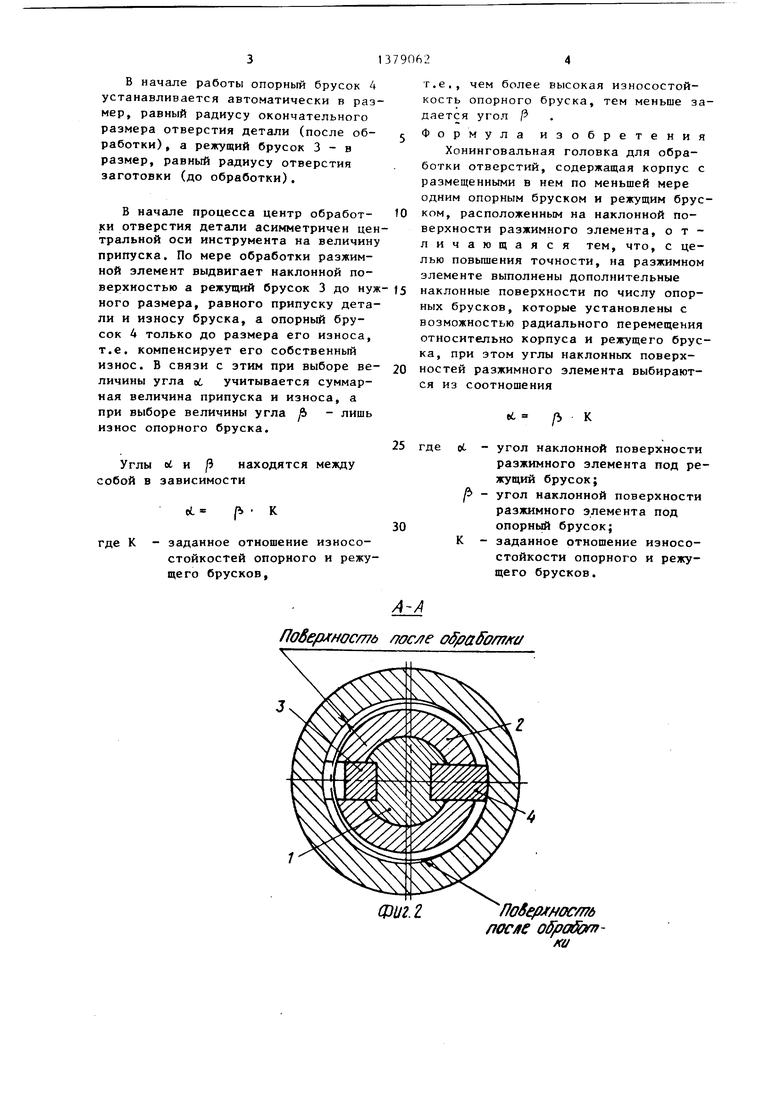
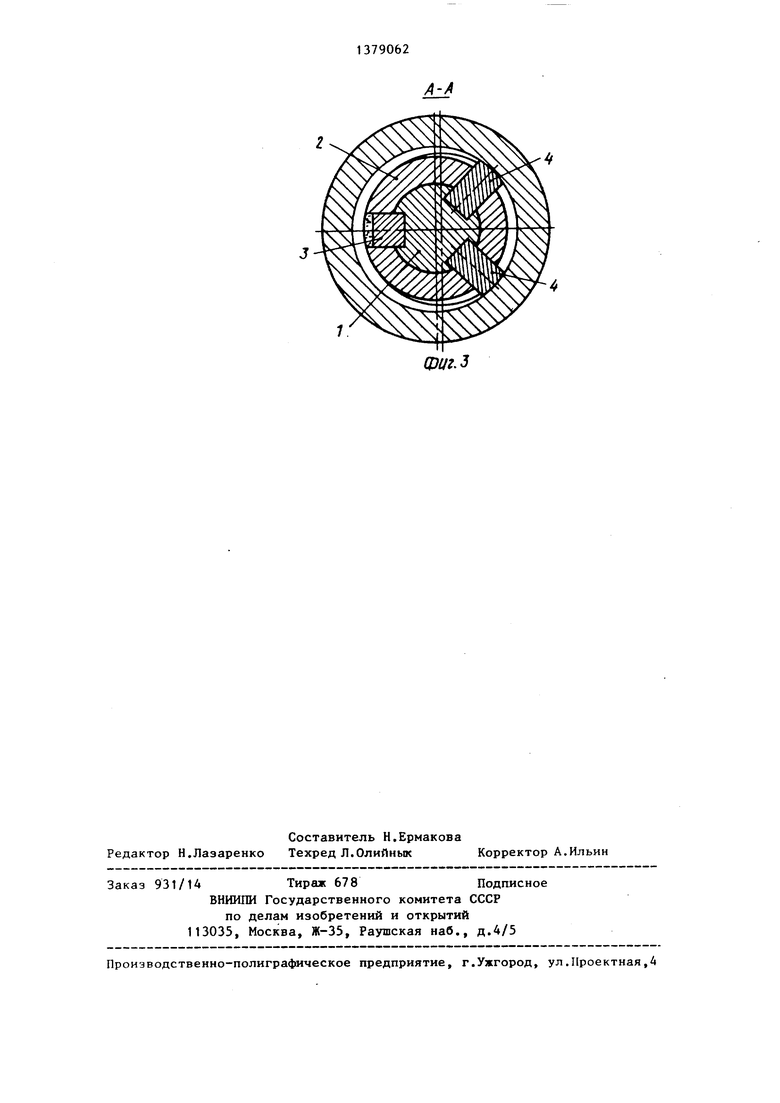
На фиг.1 изображена хонинговаль- ная голопка в сборе, общий вид; на фиг. 2 - разрез А-А на фиг.1 (головка
15
с одним опорнь1м бруском); на фиг.З - то же, головка с двумя опорными брусками.
Разжимной элемент 1 размещен в
5 корпусе 2, в пазу которого находится контактирующий с разжимным элементом режущий брусок 3, имеющий наклонную поверхность а, в пазу разжимного элемента с уклоном 6 находятся
опорный брусок 4 из малоизнашиваемого материала, втулка 5, соединенная с пружиной 6, удерживающей бруски от выпадания. Корпус 2 крепится к станку колодкой 7, а разжимной элемент 1 связан со шпинделем станка гайкой 8. Обрабатьгааемая деталь, например, втулка плунжера дизельного топливного насоса, устанавливается в цанге плавающего приспособления
(не показано ).
Головка работает следующим образом.
Головку с брусками вводят в отвер- 25 стие обрабатываемой детали, сообщают головке вращательное и возвратно- поступательное движения. Разжимной элемент 1 под действием штока (не показан) перемещается вниз относи- 30 тельно корпуса 2 и за счет наличия на нем наклонных поверхностей под углами об и /3 радиально перемещает режущий 3 и опорные 4 бруски соответственно на величину съема металла и износа брусков. По окон5
чании цикла доводки инструмент выводится из обрабатываемого отверстия.
В начале работы опорный брусок 4 устанавливается автоматически в размер, равный радиусу окончательного размера отверстия детали (после обработки) , а режущий брусок 3 - в размер, равный радиусу отверстия заготовки (до обработки),
В начале процесса центр обработки отверстия детали асимметричен центральной оси инструмента на величину припуска. По мере обработки разжимной злемент выдвигает наклонной поверхностью а режущий брусок 3 до нуж кого размера, равного припуску детали и износу бруска, а опорный брусок 4 только до размера его износа, т.е. компенсирует его собственный износ. В связи с зтим при выборе величины угла об учитывается суммарная величина припуска и износа, а при выборе величины угла jb - лишь износ опорного бруска.
Углы oi и /3 находятся между собой в зависимости
d ( К
где К - заданное отношение износо- стойкостей опорного и режущего брусков.
no6ep Hocf77f f oc/fe off/oafofn/ft/
т.е., чем более высокая износостойкость опорного бруска, тем меньше задается угол Р 5 Формула изобретения
Хонинговальная головка для обработки отверстий, содержащая корпус с размещенными в нем по меньшей мере одним опорным бруском и режущим брусtO ком, расположенным на наклонной поверхности разжимного элемента, отличающаяся тем, что, с целью повьпиения точности, на разжимном элементе выполнены дополнительные 15 наклонные поверхности по числу опорных брусков, которые установлены с возможностью радиального перемещения относительно корпуса и режущего бруска, при этом углы наклонных поверх20 ностей разжимного элемента выбираются из соотношения
где oi - угол наклонной поверхности разжимного элемента под режущий брусок; - угол наклонной поверхности
разжимного элемента под опорный брусок;
К - заданное отношение износостойкости опорного и режущего брусков.
А
Фиг. 2
По6ер м(к:л7б после oS/yol w
Г
Фиг.З
| Способ хонингования отверстия однобрусковой хонголовкой | 1979 |
|
SU856770A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
